
一种高红硬性耐磨滚式热轧刀片.pdf

Ch****75

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高红硬性耐磨滚式热轧刀片.pdf
本发明公开了一种高红硬性耐磨滚式热轧刀片,包括滚式热轧刀片,所述滚式热轧刀片的处理工艺具体包括以下步骤:步骤一,选取中厚板冷热剪刃用钢HMB为原材料制成的滚式热轧刀片,将其放置于锻造炉内加热至450℃,保持1小时后,继续对滚式热轧刀片进行加热,使得滚式热轧刀片温度上升至850℃后,保持1小时;步骤二,将步骤一中处理后的滚式热轧刀片进行调质淬火工艺,对滚式热轧刀片再次加热,温度为1080℃。本发明通过对产品进行淬火并高温回火的复合热处理,通过多次的淬火配合着多次高温回火,使得产品内部组织达到或接近平衡状态,
偏心式刀片压延滚锻机.pdf
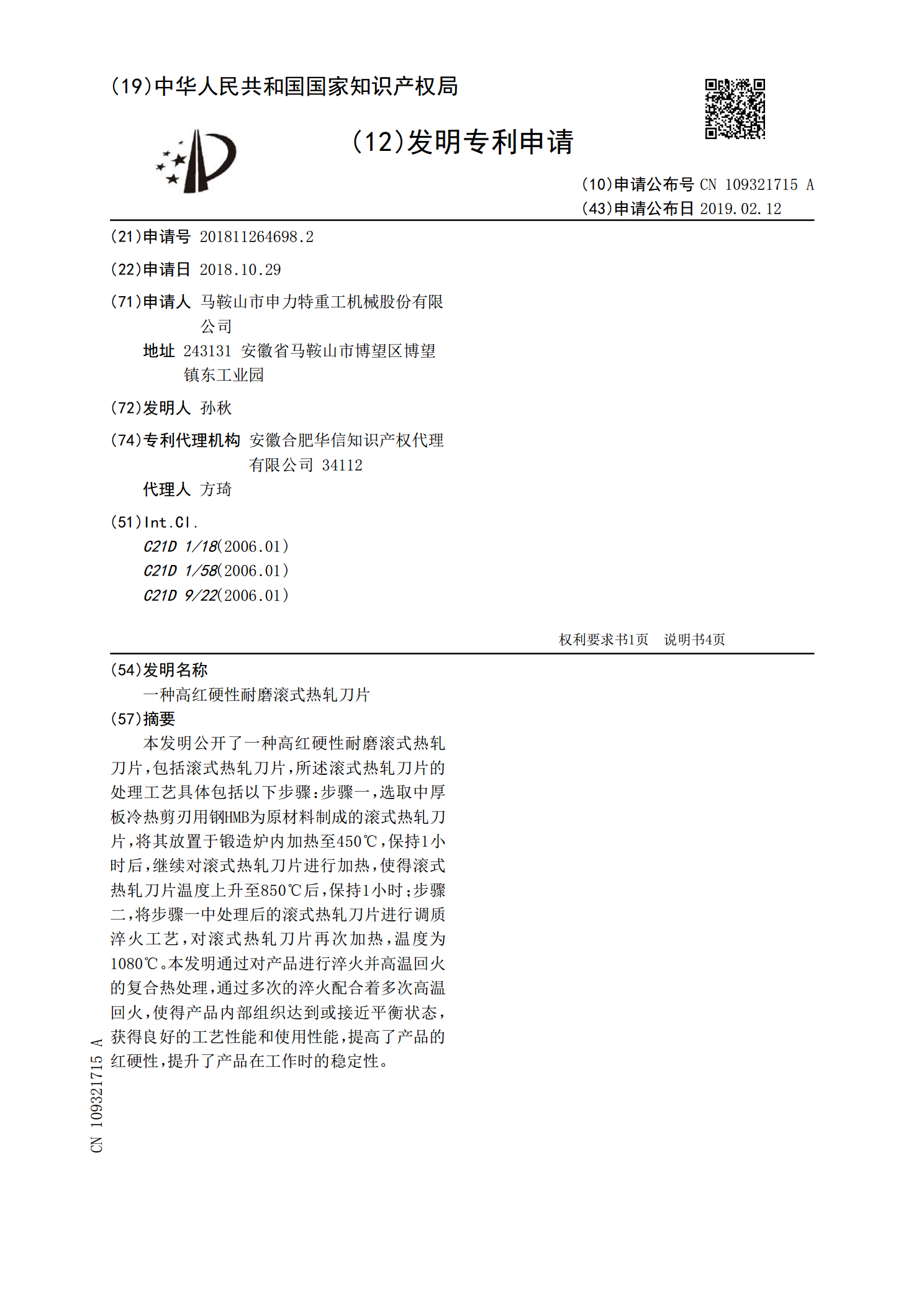
本发明提供了偏心式刀片压延滚锻机,属于餐具加工设备领域,包括箱体、第一压辊和第二压辊,第一压辊和第二压辊均架设在箱体内且相对箱体转动连接,第一压辊和第二压辊的外圈设有匹配的模具,第一压辊的两端与箱体之间设有第一偏心齿套,第一偏心齿套与第一压辊不同轴设置,第二压辊的两端与箱体之间设有第二偏心齿套,第二偏心齿套与第二压辊不同轴设置,第一偏心齿套和第二偏心齿套设在箱体外的一端为齿轮结构,第一偏心齿套和第二偏心齿套啮合设置,第二偏心齿套的下端设有啮合的驱动齿轮,驱动齿轮内设有同轴的驱动轴,驱动轴的一端设有减速机,
具有良好红硬性的高硼高铬低碳耐磨合金钢及其制备方法.pdf
本发明为一种具有良好红硬性的高硼高铬低碳耐磨合金钢及其制备方法,其化学成分按重量百分比为:0.10~0.5%C,12~26%Cr,0.5~1.2%Si,0.5~1.5%Mn,2.5~3.6%B,0.7-2.4%Cu,Al3.2%~3.9%,0.8-1.6%Ti,0.02-0.15%Ca,0.03-0.25%Ce,0.02-0.18%N,0.05~0.3%Nb,0.12~0.25%Mg,0.04-0.13%K,0.05-0.12Ca,0.06-0.15Ba,S<0.03%,P<0.04%,余量为Fe和不可避

一种滚刀式指甲刀刀片加工方法.pdf
本发明公开了一种滚刀式指甲刀刀片加工方法,步骤1:制备刀具毛坯;刀具毛坯为圆柱状或圆筒状毛坯;步骤2:初步加工;在刀具毛坯上加工出内孔、外圆(即外侧面,或称为外筒面)以及两个端面;步骤3:刀刃加工;在刀具毛坯的侧面加工右倾斜刃口,并在右倾斜刃口的刃面两侧做出倒角;在刀具毛坯的侧面加工左倾斜刃口。该滚刀式指甲刀刀片加工方法易于实施,加工效率高。
一种热轧高强耐磨钢板的制造方法及热轧高强耐磨钢板.pdf
本发明提供一种热轧高强耐磨钢板的制造方法及热轧高强耐磨钢板,该方法包括以下工艺流程:连铸板坯加热→粗除鳞→定宽压力机→粗轧→板卷箱→飞剪→精除鳞→精轧→层流冷却→卷取,其特征在于,对以下工艺参数进行控制:(1)板坯入炉温度300℃~500℃,板坯加热段温度为1270℃~1290℃,均热段温度为1290℃~1300℃,出炉温度为1290℃~1300℃,加热时间为180min~240min;(2)R1一道次轧制且R1一道次除鳞,R2五道次轧制且R2一道次除鳞,R2出口温度为1090℃~1130℃,其中R1表示