
一种细长筒体、轴类锻件热处理冷起吊托盘及其使用方法.pdf

海昌****姐淑

1/10

2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种细长筒体、轴类锻件热处理冷起吊托盘及其使用方法.pdf
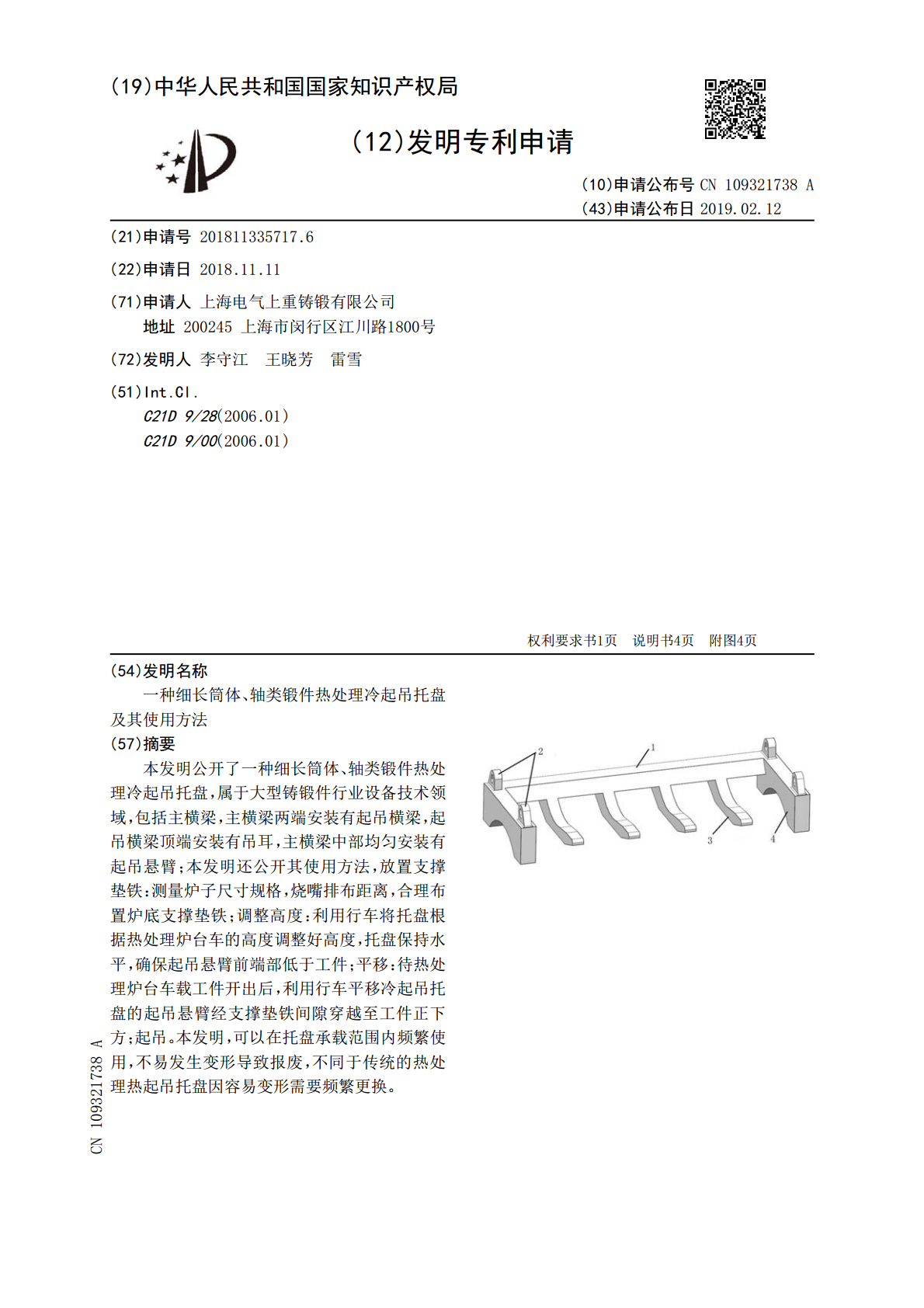
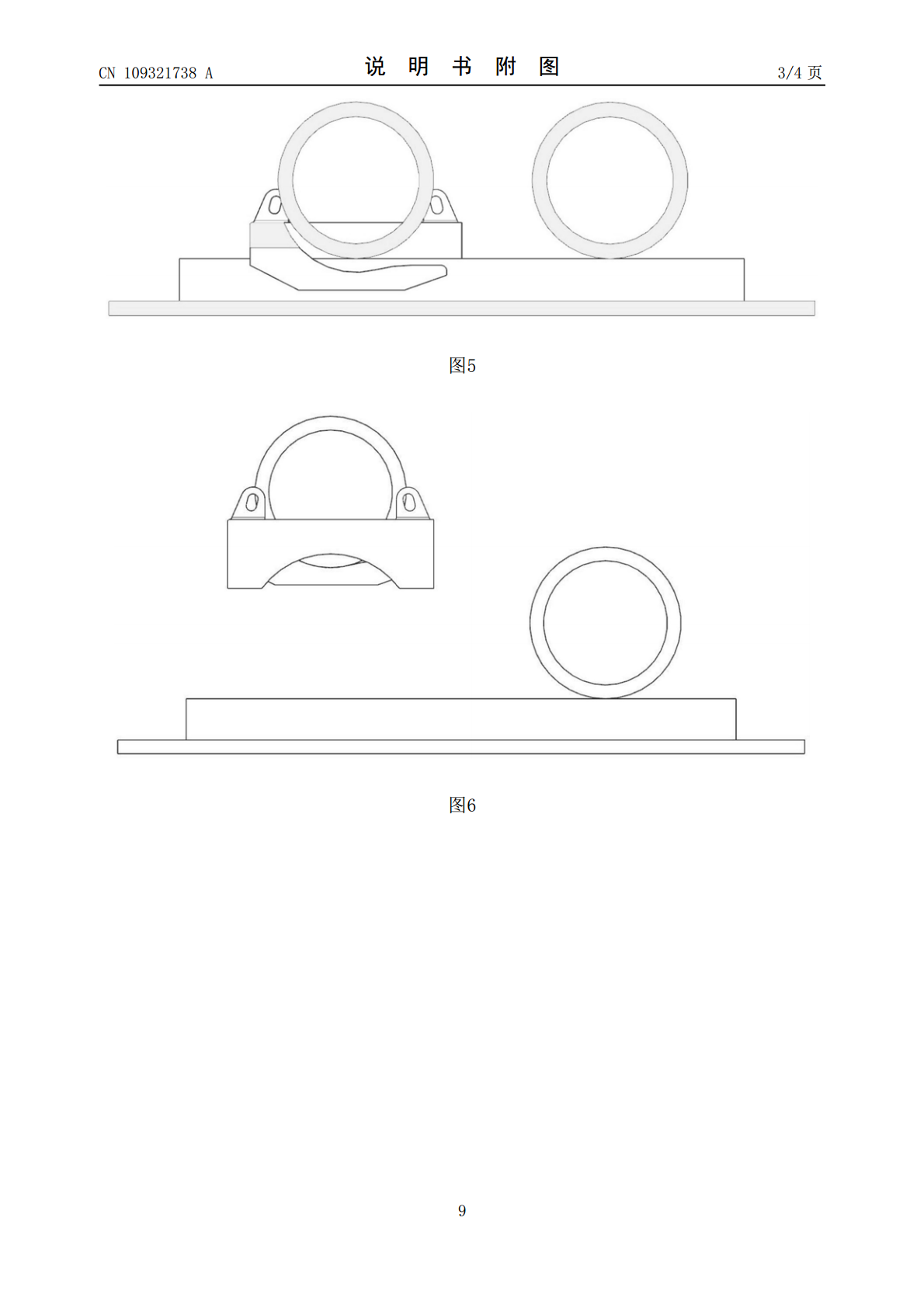
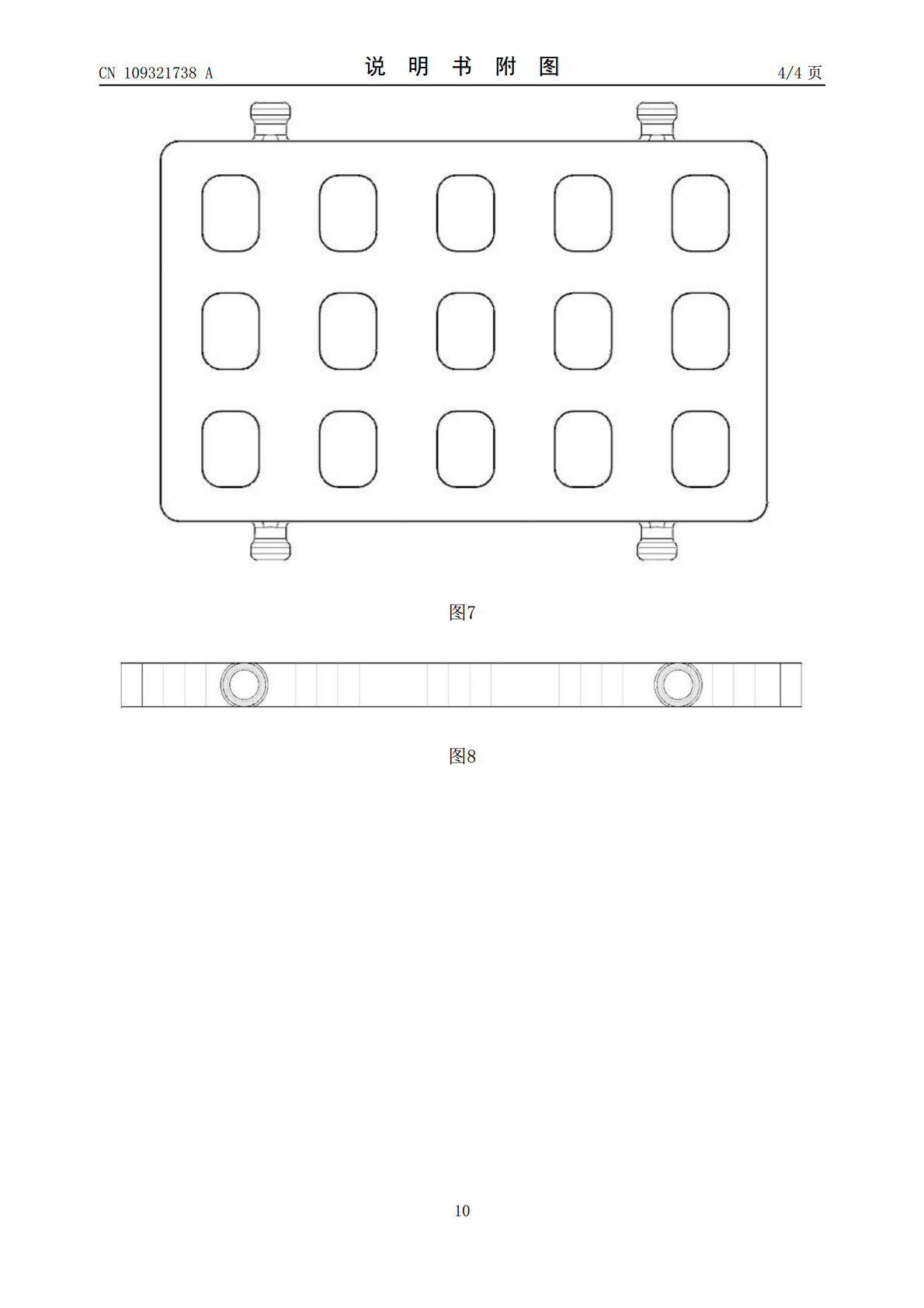
本发明公开了一种细长筒体、轴类锻件热处理冷起吊托盘,属于大型铸锻件行业设备技术领域,包括主横梁,主横梁两端安装有起吊横梁,起吊横梁顶端安装有吊耳,主横梁中部均匀安装有起吊悬臂;本发明还公开其使用方法,放置支撑垫铁:测量炉子尺寸规格,烧嘴排布距离,合理布置炉底支撑垫铁;调整高度:利用行车将托盘根据热处理炉台车的高度调整好高度,托盘保持水平,确保起吊悬臂前端部低于工件;平移:待热处理炉台车载工件开出后,利用行车平移冷起吊托盘的起吊悬臂经支撑垫铁间隙穿越至工件正下方;起吊。本发明,可以在托盘承载范围内频繁使用,

薄壁细长筒类锻件生产优化.docx
薄壁细长筒类锻件生产优化随着科学技术的发展,人们对于机械制造、工业制造等方面的要求也越来越高,而薄壁细长筒类锻件的生产技术也随着时代的发展得到了大幅度的提升。本文将结合实际生产情况,对薄壁细长筒类锻件的生产优化进行详细探讨。一、薄壁细长筒类锻件的生产过程薄壁细长筒类锻件的生产过程主要分为以下几个步骤:材料准备、锻造、精整、成品检测和质量验收。1、材料准备:选择合适的材料对于锻件的质量和性能有着至关重要的影响。优质的原材料应该具有良好的塑性、韧性、可焊性、耐热性等特点。同时,在材料准备过程中需要对锻件的预制
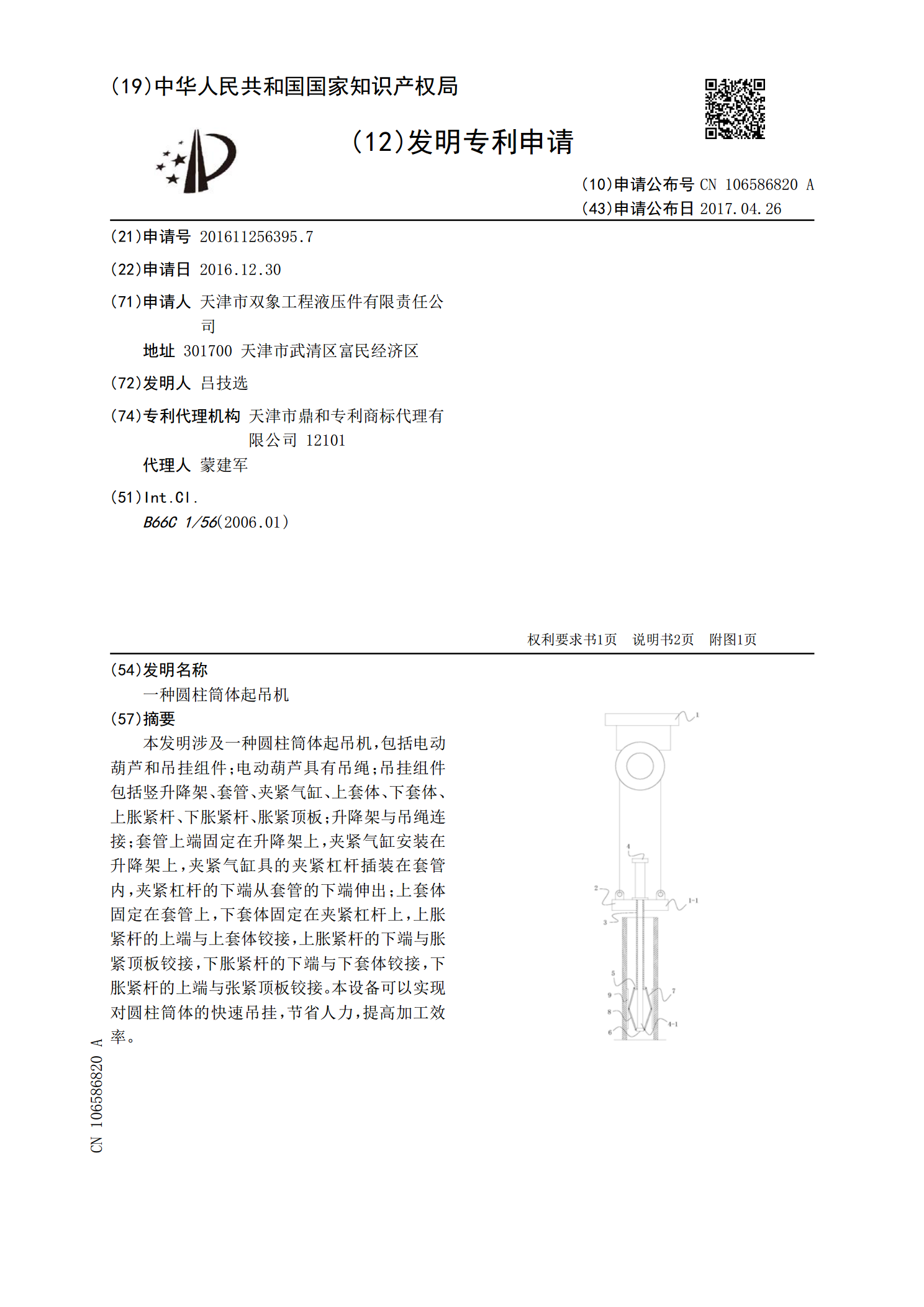
一种圆柱筒体起吊机.pdf
本发明涉及一种圆柱筒体起吊机,包括电动葫芦和吊挂组件;电动葫芦具有吊绳;吊挂组件包括竖升降架、套管、夹紧气缸、上套体、下套体、上胀紧杆、下胀紧杆、胀紧顶板;升降架与吊绳连接;套管上端固定在升降架上,夹紧气缸安装在升降架上,夹紧气缸具的夹紧杠杆插装在套管内,夹紧杠杆的下端从套管的下端伸出;上套体固定在套管上,下套体固定在夹紧杠杆上,上胀紧杆的上端与上套体铰接,上胀紧杆的下端与胀紧顶板铰接,下胀紧杆的下端与下套体铰接,下胀紧杆的上端与张紧顶板铰接。本设备可以实现对圆柱筒体的快速吊挂,节省人力,提高加工效率。
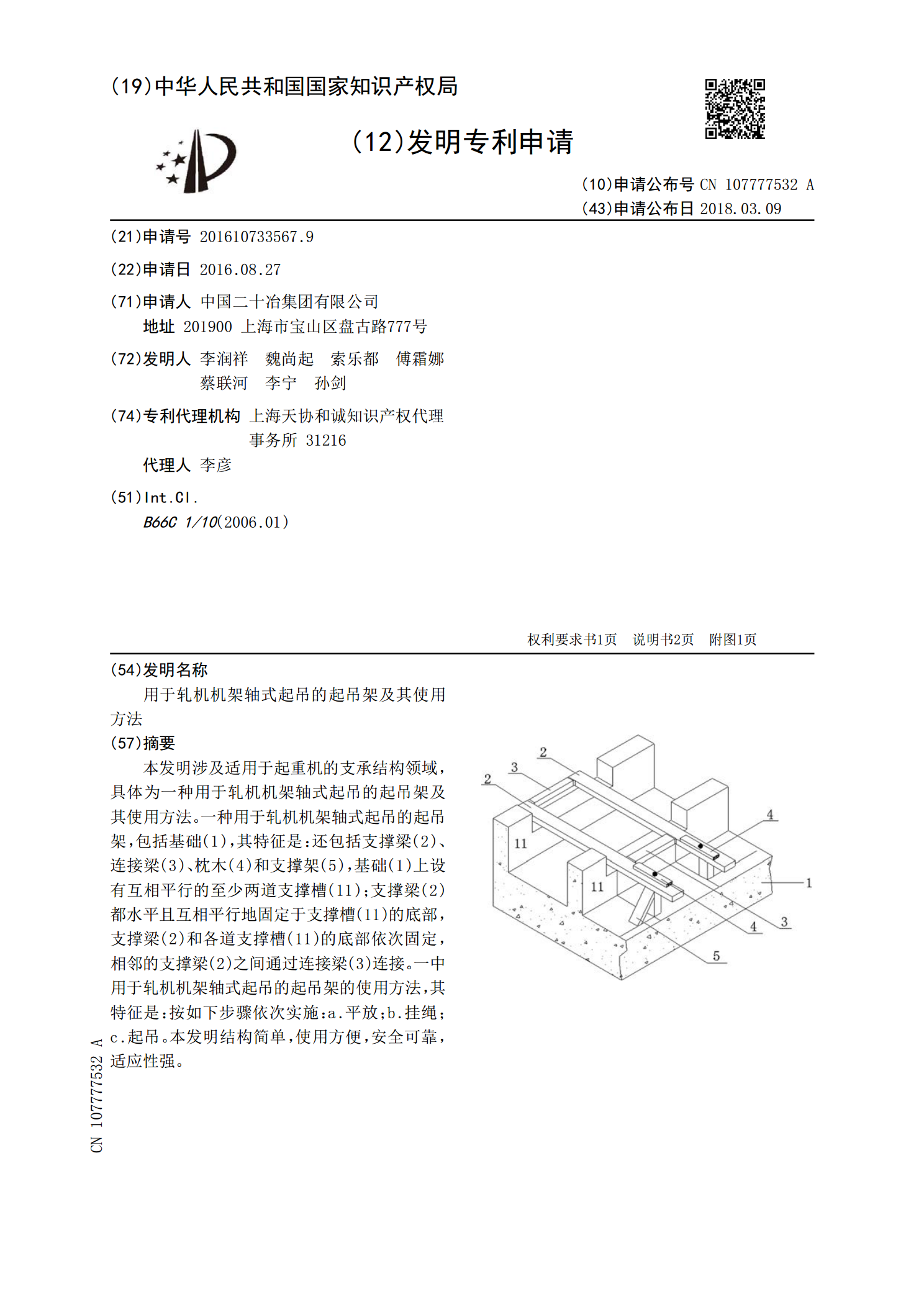
用于轧机机架轴式起吊的起吊架及其使用方法.pdf
本发明涉及适用于起重机的支承结构领域,具体为一种用于轧机机架轴式起吊的起吊架及其使用方法。一种用于轧机机架轴式起吊的起吊架,包括基础(1),其特征是:还包括支撑梁(2)、连接梁(3)、枕木(4)和支撑架(5),基础(1)上设有互相平行的至少两道支撑槽(11);支撑梁(2)都水平且互相平行地固定于支撑槽(11)的底部,支撑梁(2)和各道支撑槽(11)的底部依次固定,相邻的支撑梁(2)之间通过连接梁(3)连接。一中用于轧机机架轴式起吊的起吊架的使用方法,其特征是:按如下步骤依次实施:a.平放;b.挂绳;c.起
高长径比轴类锻件批量热处理方法.pdf
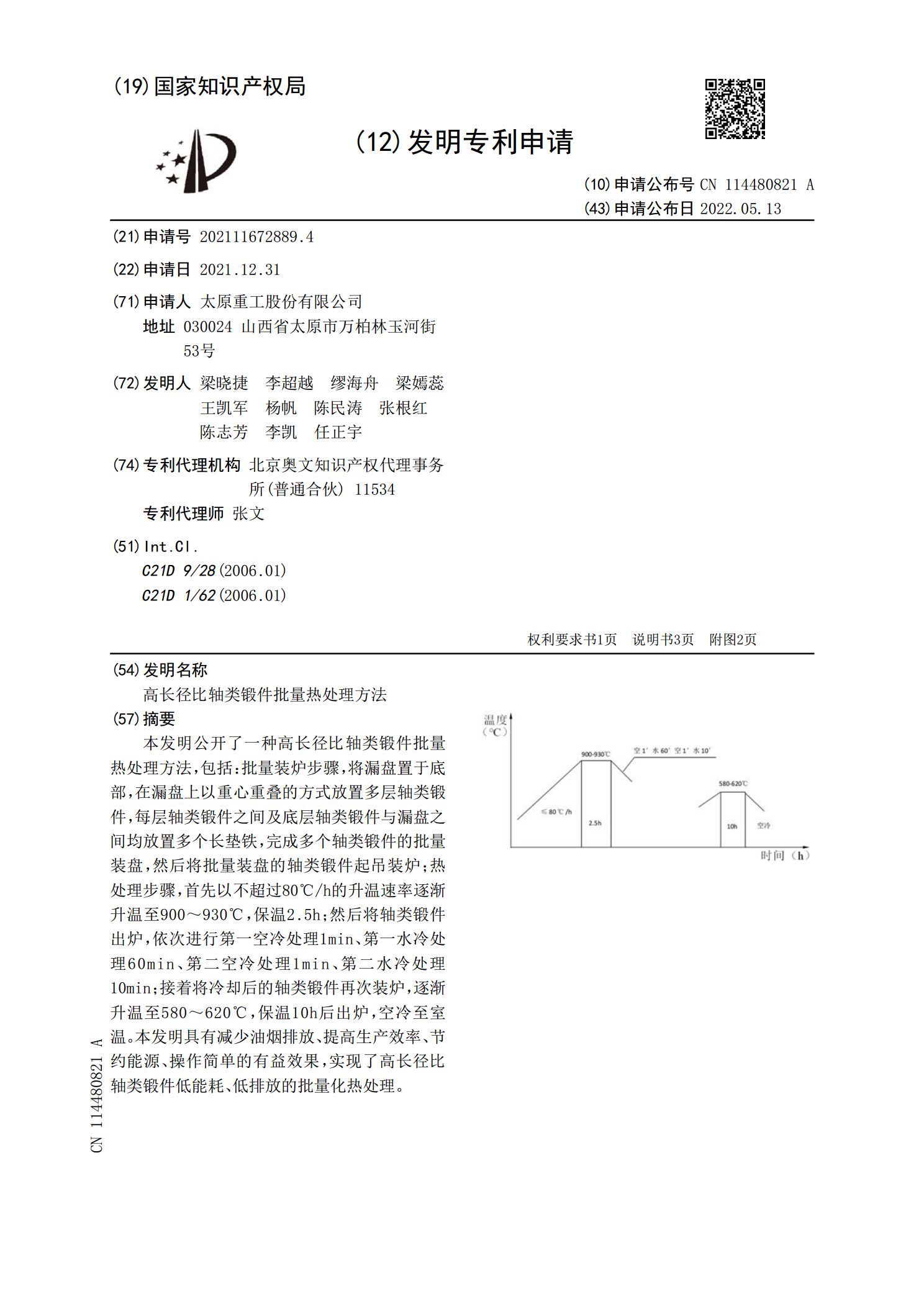
本发明公开了一种高长径比轴类锻件批量热处理方法,包括:批量装炉步骤,将漏盘置于底部,在漏盘上以重心重叠的方式放置多层轴类锻件,每层轴类锻件之间及底层轴类锻件与漏盘之间均放置多个长垫铁,完成多个轴类锻件的批量装盘,然后将批量装盘的轴类锻件起吊装炉;热处理步骤,首先以不超过80℃/h的升温速率逐渐升温至900~930℃,保温2.5h;然后将轴类锻件出炉,依次进行第一空冷处理1min、第一水冷处理60min、第二空冷处理1min、第二水冷处理10min;接着将冷却后的轴类锻件再次装炉,逐渐升温至580~620℃