
高长径比轴类锻件批量热处理方法.pdf

醉香****mm

1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
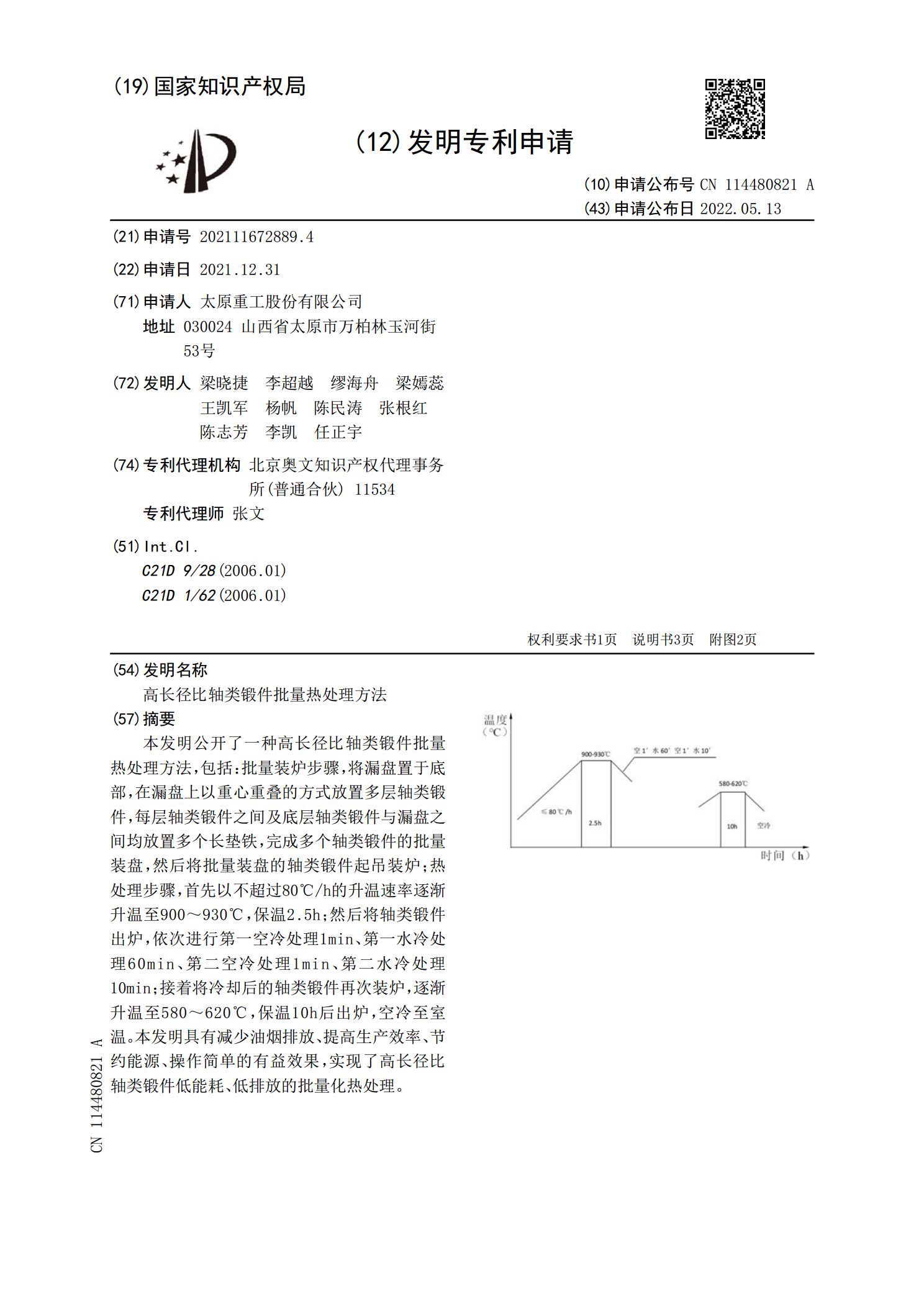
高长径比轴类锻件批量热处理方法.pdf
本发明公开了一种高长径比轴类锻件批量热处理方法,包括:批量装炉步骤,将漏盘置于底部,在漏盘上以重心重叠的方式放置多层轴类锻件,每层轴类锻件之间及底层轴类锻件与漏盘之间均放置多个长垫铁,完成多个轴类锻件的批量装盘,然后将批量装盘的轴类锻件起吊装炉;热处理步骤,首先以不超过80℃/h的升温速率逐渐升温至900~930℃,保温2.5h;然后将轴类锻件出炉,依次进行第一空冷处理1min、第一水冷处理60min、第二空冷处理1min、第二水冷处理10min;接着将冷却后的轴类锻件再次装炉,逐渐升温至580~620℃

水雾冷却在轴类锻件热处理中的应用.docx
水雾冷却在轴类锻件热处理中的应用水雾冷却在轴类锻件热处理中的应用引言随着工业的发展,轴类锻件在机械制造、汽车制造、航空航天等领域中扮演着重要角色。而在轴类锻件的制造过程中,热处理是关键的工艺环节之一。热处理能够通过改变材料的微观结构和组织,提高材料的力学性能和耐磨性能。其中,水雾冷却作为一种高效的冷却方式,在轴类锻件的热处理中得到了广泛应用。本文将探讨水雾冷却在轴类锻件热处理中的应用。1.轴类锻件热处理的意义轴类锻件是运动装置中的核心部件,承受着较大的载荷和扭矩。因此,对轴类锻件的强度、硬度和耐磨性提出了

基于SVM的轴类大锻件热处理工艺参数优化.docx
基于SVM的轴类大锻件热处理工艺参数优化基于SVM的轴类大锻件热处理工艺参数优化摘要:轴类大锻件作为重要的金属结构零件,其热处理工艺参数对于其性能和寿命具有重要影响。本文基于支持向量机(SupportVectorMachine,SVM)算法,探讨了轴类大锻件热处理工艺参数优化的方法和步骤。通过建立SVM模型,对热处理工艺参数进行优化,能够提高轴类大锻件的性能和寿命,实现工艺优化。关键词:SVM;轴类大锻件;热处理工艺;参数优化1.引言轴类大锻件广泛应用于各种机械设备和工程结构中,其性能和寿命直接影响到设备
35CrMo钢大型轴类锻件的热处理工艺.pdf
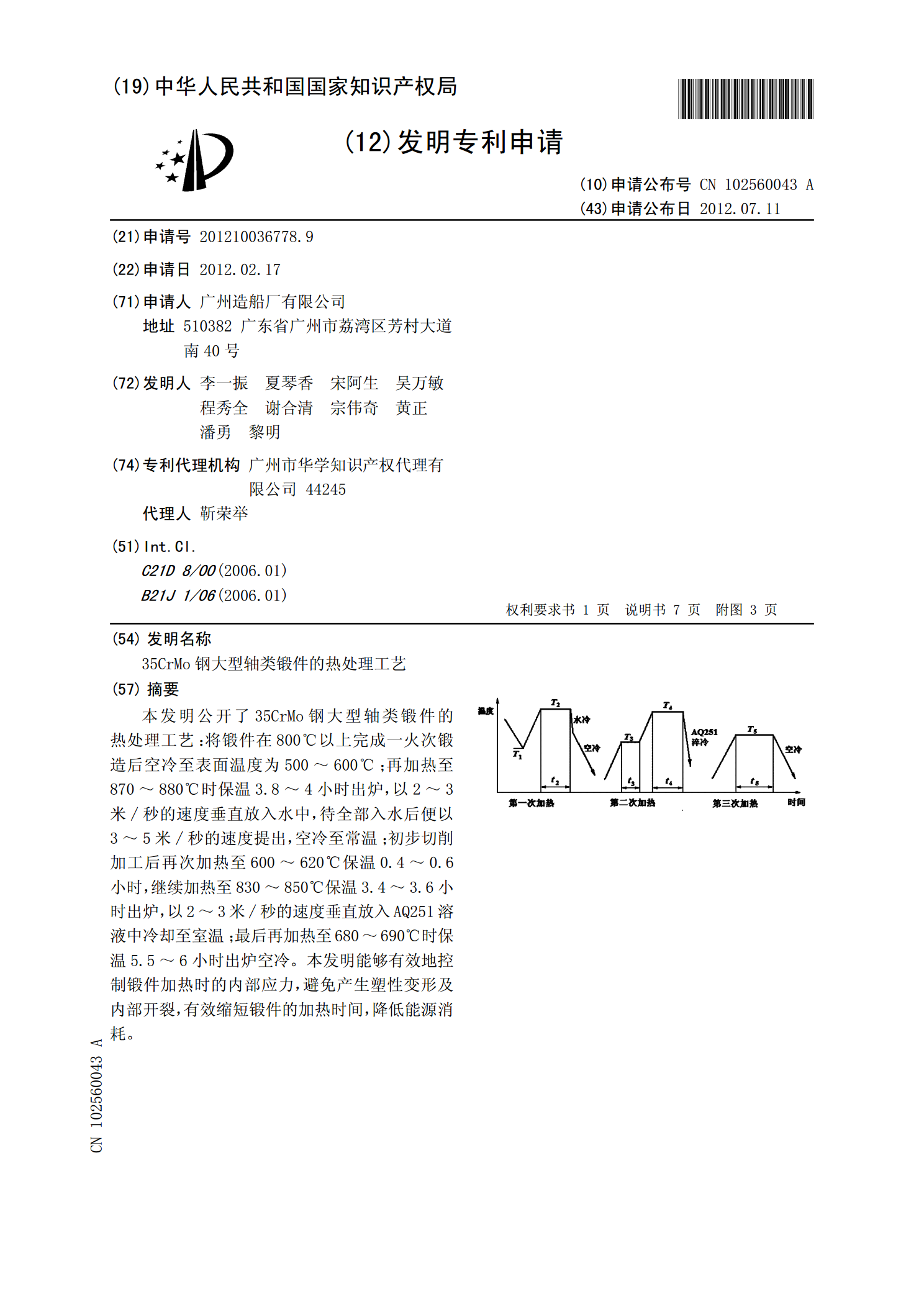
本发明公开了35CrMo钢大型轴类锻件的热处理工艺:将锻件在800℃以上完成一火次锻造后空冷至表面温度为500~600℃;再加热至870~880℃时保温3.8~4小时出炉,以2~3米/秒的速度垂直放入水中,待全部入水后便以3~5米/秒的速度提出,空冷至常温;初步切削加工后再次加热至600~620℃保温0.4~0.6小时,继续加热至830~850℃保温3.4~3.6小时出炉,以2~3米/秒的速度垂直放入AQ251溶液中冷却至室温;最后再加热至680~690℃时保温5.5~6小时出炉空冷。本发明能够有效地控制
轴类大锻件锻后余热热处理工艺研究.docx
轴类大锻件锻后余热热处理工艺研究摘要:为提高锻件热处理组织力学性能并达到提高热处理效率、降低生产成本、节能的目的根据某船用大锻件的力学性能要求提出一种大型锻件余热热处理工艺方法该工艺方法由余热正火和普通调质处理两部分组成;基于有限元数值模拟软件DEFORM-3D对该锻件的余热正火、调质热处理过程进行了数值模拟获得了锻件余热热处理过程中的温度、等效应力及组织变化规律。结果表明相对常规热处理工艺而言在确保锻件具有理想的热处理组织及良好的综合力学性能前提下采用余热热处理工艺能有效