
锅炉受热面销钉焊后热处理专用工装及热处理方法.pdf

小凌****甜蜜


1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
锅炉受热面销钉焊后热处理专用工装及热处理方法.pdf
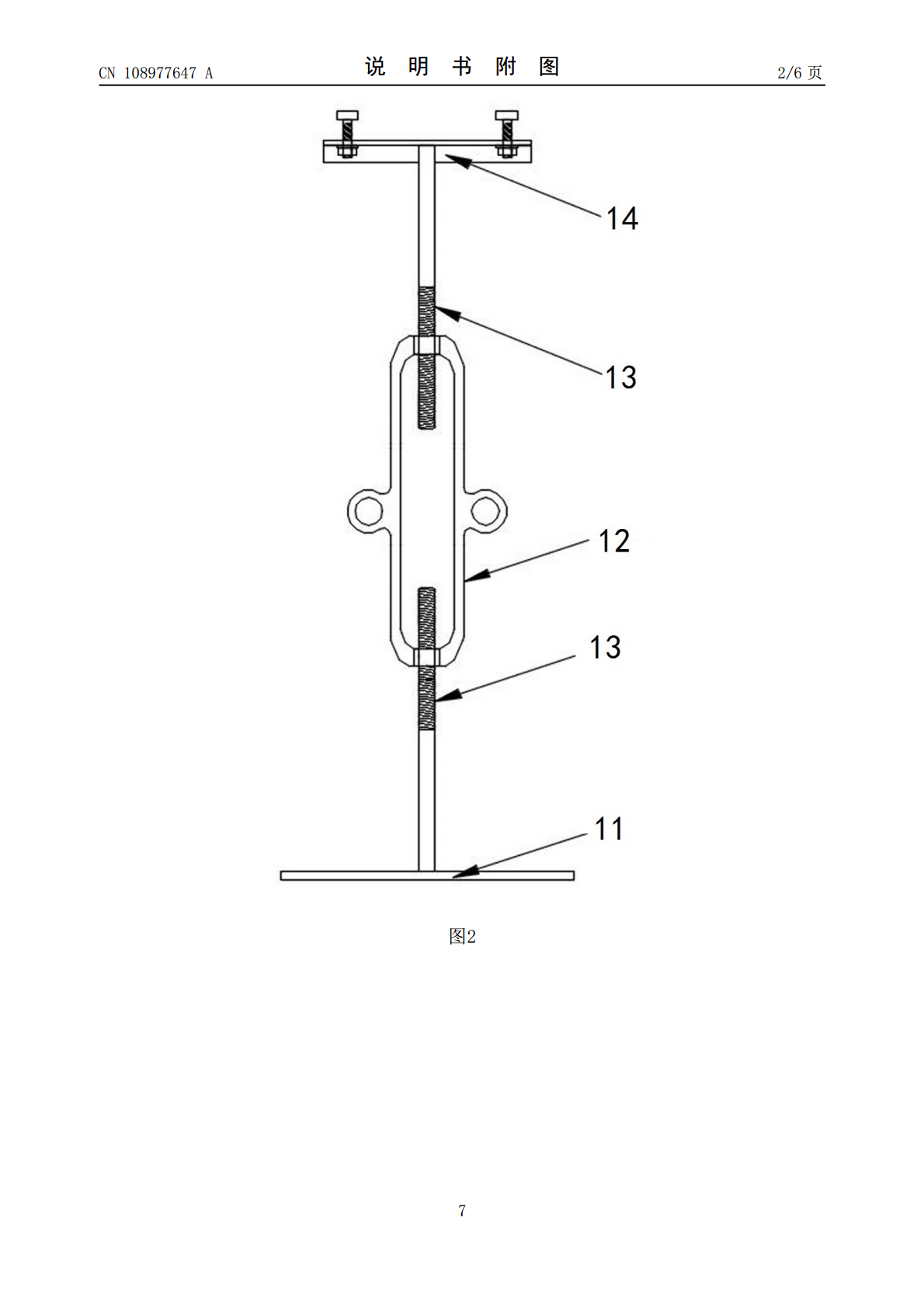
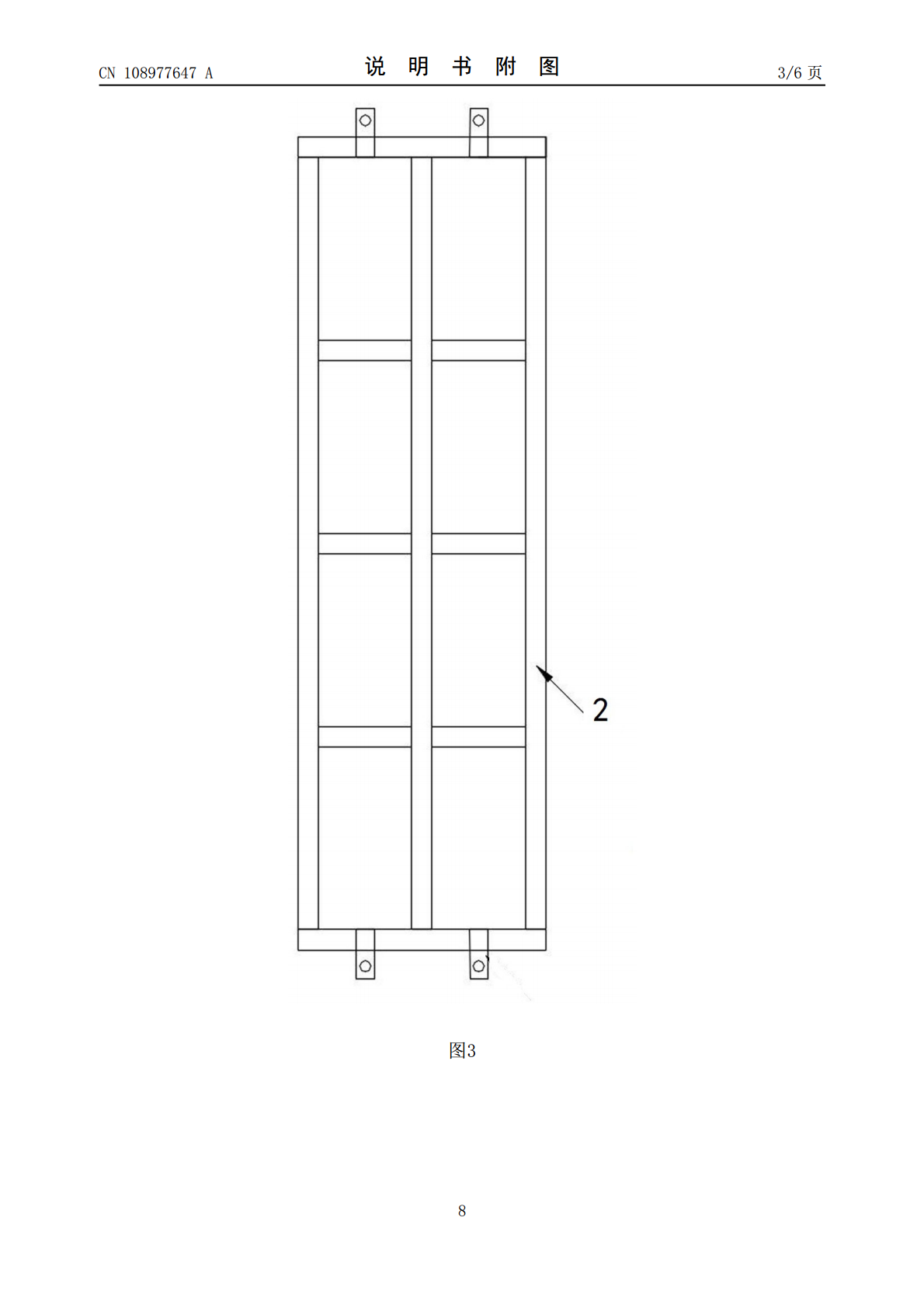
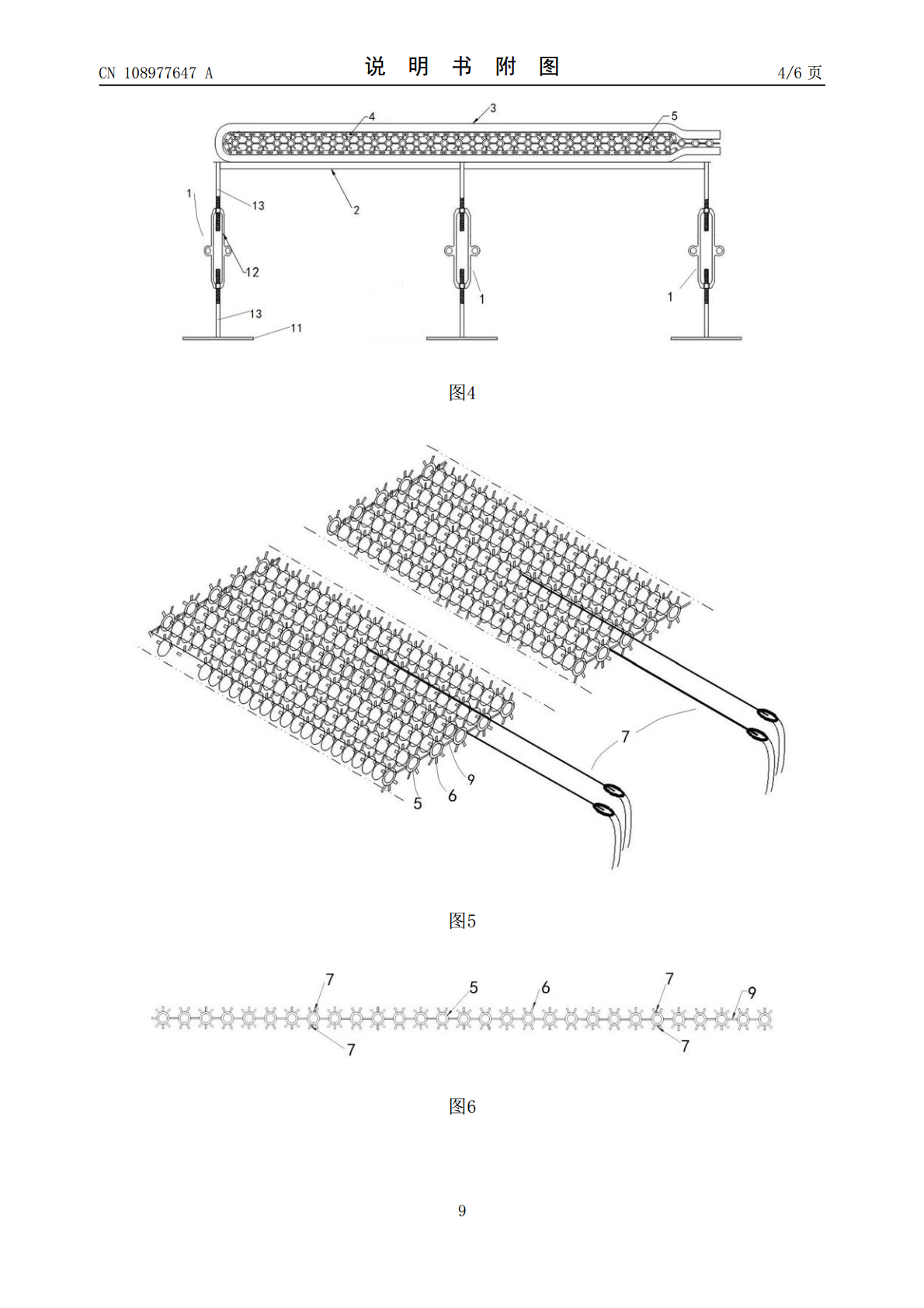
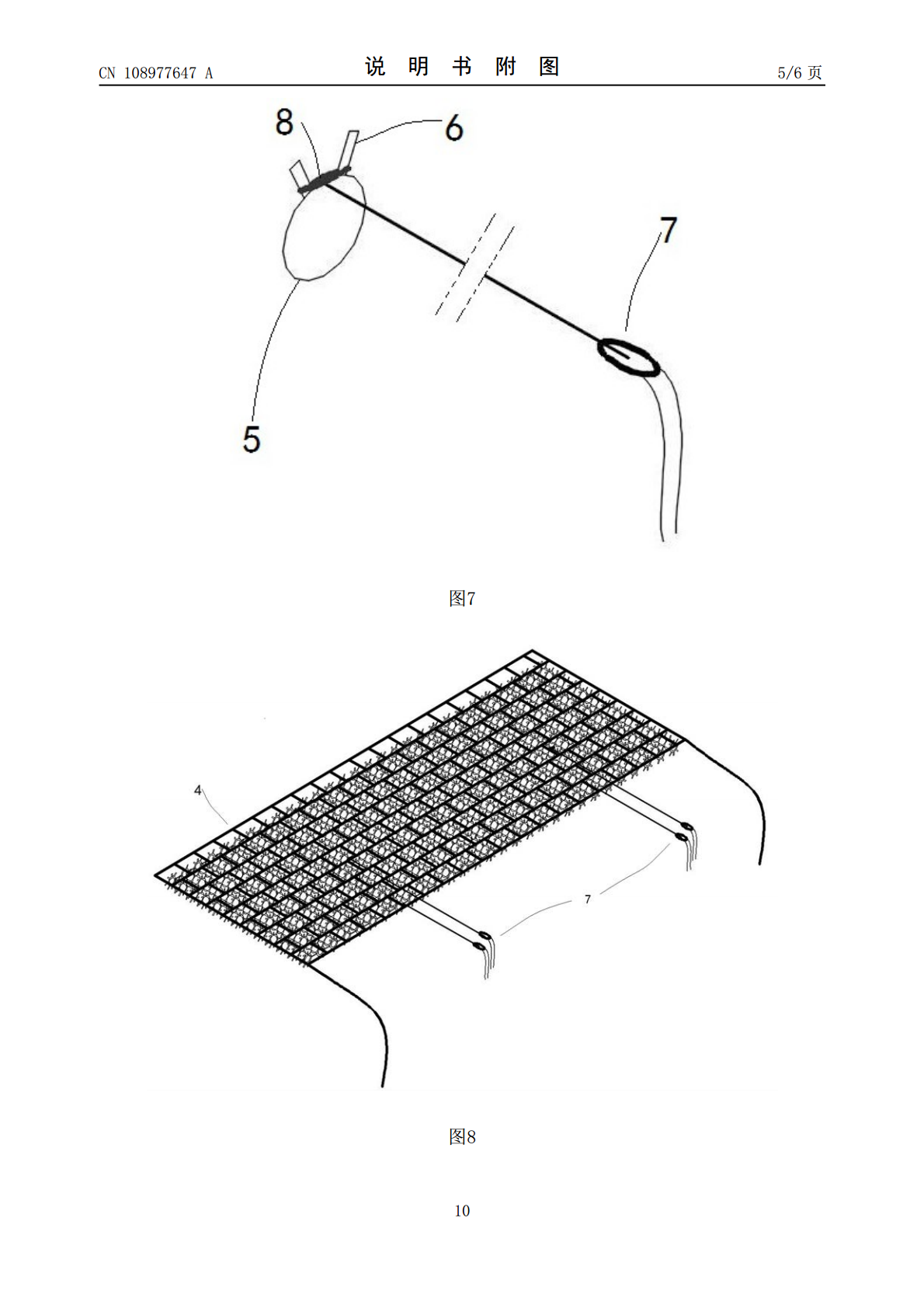
本发明涉及焊接处理技术,具体是锅炉受热面销钉焊后热处理专用工装及热处理方法。该工装包括两个履带式的加热器、至少一对铠装热电偶和用于放置加热器的至少两组支架;每对所述热电偶在受热面任意一个销钉根部呈上下对称布置,所述热电偶通过铁丝与销钉根部连接,所述铁丝缠绕在两个销钉根部上;两个所述加热器分别放置在待处理受热面的上下两侧。热处理方法采用电加热方式,比火焰加热更加均匀、升降温速率和恒温温度处于受控状态,便于跟踪热处理状态。
超超临界电站锅炉受热面管排焊后热处理中频感应加热器.pdf
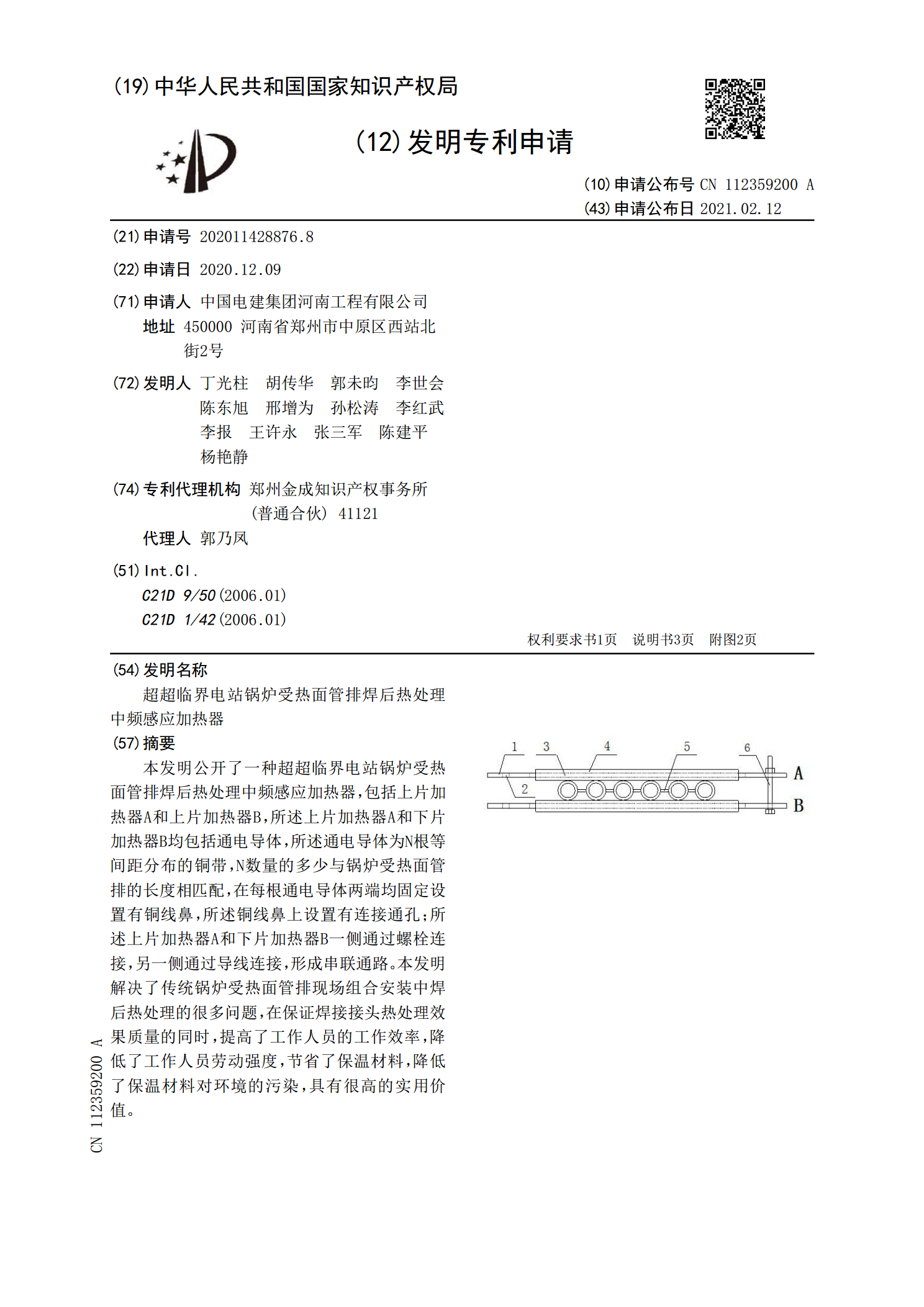
本发明公开了一种超超临界电站锅炉受热面管排焊后热处理中频感应加热器,包括上片加热器A和上片加热器B,所述上片加热器A和下片加热器B均包括通电导体,所述通电导体为N根等间距分布的铜带,N数量的多少与锅炉受热面管排的长度相匹配,在每根通电导体两端均固定设置有铜线鼻,所述铜线鼻上设置有连接通孔;所述上片加热器A和下片加热器B一侧通过螺栓连接,另一侧通过导线连接,形成串联通路。本发明解决了传统锅炉受热面管排现场组合安装中焊后热处理的很多问题,在保证焊接接头热处理效果质量的同时,提高了工作人员的工作效率,降低了工作

焊后热处理的方法.docx
焊后热处理的方法焊后热处理的方法摘要:焊接是一种常见且重要的金属连接工艺,但焊接过程中会引起材料的组织和性能变化,导致焊接接头出现弱点和缺陷。为了改善焊接接头的性能,焊后热处理是一种有效的方法。本文将探讨焊后热处理的方法,包括回火处理、时效处理、退火处理等,并分析其作用机制和影响因素。1.引言焊接是一种金属加工方式,通过热输入和冷却使得金属材料在焊缝处发生熔化和凝固,从而形成焊缝。然而,焊接过程中引入的热量会导致焊接接头的组织和性能发生变化,包括晶粒细化、高应力区域的形成、相变等。这些变化会对焊接接头的强

焊后热处理方法.docx
焊后热处理方法焊后热处理方法摘要:焊接是一种广泛应用于工业领域的连接方法,但焊接过程中会引起局部组织结构和性能的变化。焊后热处理方法可以通过改变焊接接头的组织结构和性能来改善焊接接头的质量。本文将介绍几种常见的焊后热处理方法,包括回火处理、时效处理、退火处理和淬火回火处理,并分析这些方法的适用范围和效果。第一节:回火处理1.1回火处理原理回火是指将已淬火的钢进行加热保温,然后冷却的过程。回火处理能够消除焊接过程中产生的组织和应力,提高焊接接头的塑性和韧性。1.2回火处理方法常见的回火处理方法有单次回火、多

焊后热处理设备.ppt
焊后热处理设备1热处理设备是实现热处理工艺的重要保证设计或选用先进又合理的热处理设备充分满足热处理工艺参数的要求这是提高产品质量的关键而组建技术先进、设备效益好、生产组织合理的热处理车间才能有效地提高劳动生产效率和经济效益。在长输管道建设中。需对焊口进行预热、后热和焊后热处理。针对野外施工的具体情况结合国内长输管道焊口加热技术现状研制出了管道焊接热处理设备。该设备包括感应加热电源、高频感应加热变压器和加热圈以及分布式微机温度控制系统三部分。完成主要热处理工序(加热和冷却工序)所用的设备。加热设备(加热炉与