
深海用X70级大口径厚壁无缝管及其制造方法.pdf

努力****亚捷

1/9

2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

深海用X70级大口径厚壁无缝管及其制造方法.pdf
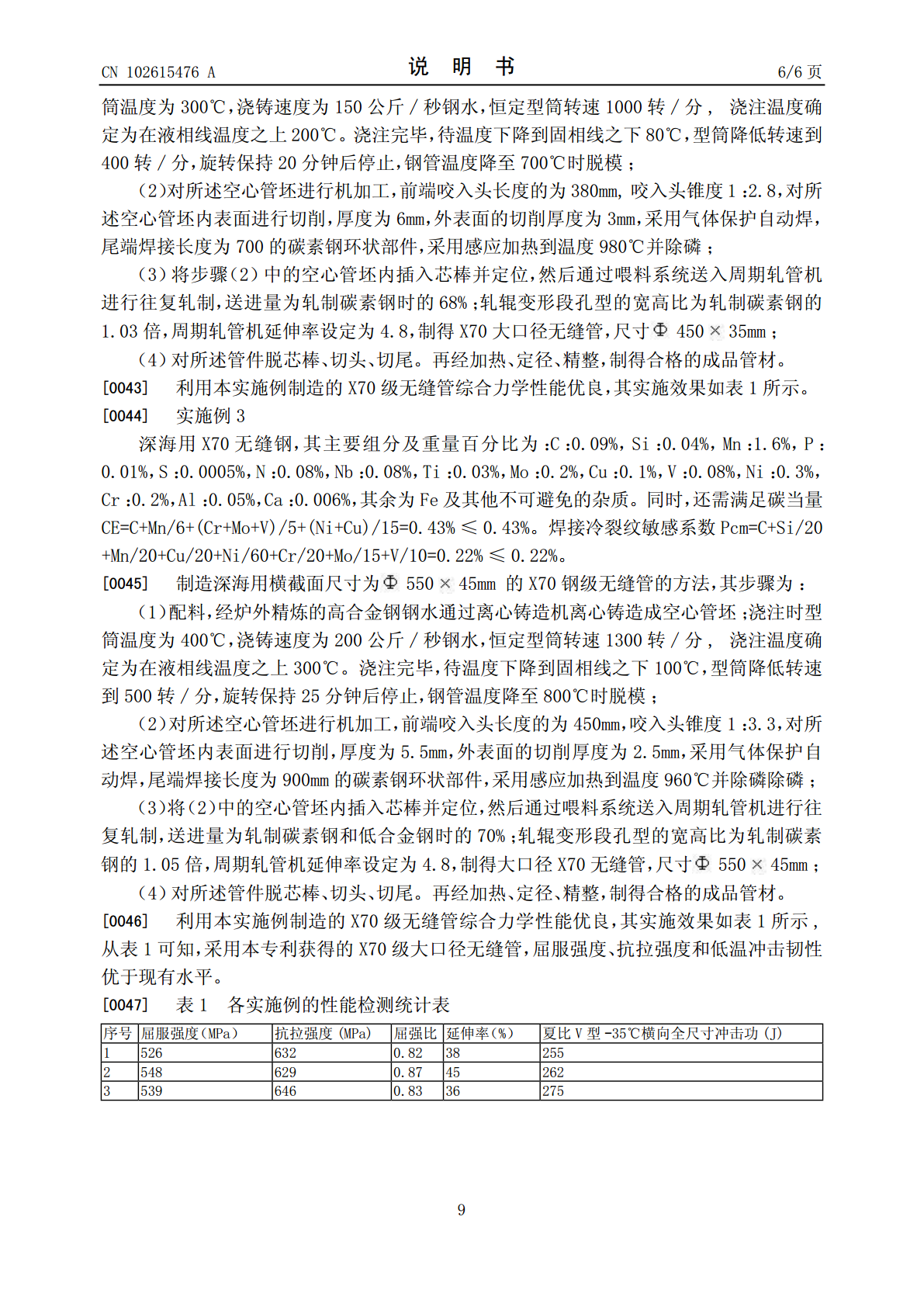
本发明涉及一种深海用高强度、高韧性X70级大口径厚壁输送管线钢及其生产方法。生产步骤:X70级管线钢经炉外精炼的合金钢水浇注进入离心铸造机,铸造成空心管坯;对所述空心管坯进行内外表面机加工,加热、除磷;在空心管坯内插入芯棒并定位,然后通过喂料系统送入周期轧管机进行往复轧制,制得所需的无缝钢;对所述管件脱芯棒、切头、切尾。再经加热、定径、精整,制得合格的成品管材。本发明成分及工艺简单,制造了深海用大口径厚壁高强韧X70无缝管,其屈服强度≥539MPa,抗拉强度≥646MPa,屈强比≤0.89,延伸率≥45%
一种大口径厚壁钛及其合金无缝管材的低成本制造方法.pdf
本发明涉及一种大口径厚壁钛及其合金无缝管材的低成本制造方法,用真空自耗电弧炉二次熔炼成铸锭;将铸锭述经二火次锻造成棒材;再扒皮加工;然后用三辊或两辊斜轧穿孔制成无缝管坯;经喷砂、酸洗、抛磨、切头等加工后直接获得成品无缝管;还包括喷砂、酸洗、抛磨等加工后的管坯进行拉拔扩径和冷轧等深加工步骤。对拉拔扩径后的管材依次进行润滑剂的清洗和再结晶真空退火处理;经冷轧得到性能更为优越的成品管材;将成品管材除油后进行真空退火处理,对管材酸洗处理得到大口径无缝管。采用本发明方法制造的大口径厚壁钛及其合金无缝管力学性能优异,

深海管线用X70厚壁管线钢的组织及性能分析.docx
深海管线用X70厚壁管线钢的组织及性能分析摘要:深海管线在海洋、海底油气开发中起着至关重要的作用。X70钢是一种具有高强度和良好耐腐蚀性能的厚壁钢管,已经广泛应用于深海管线领域。本文通过对X70厚壁管线钢材料进行组织和性能的分析,探讨了其在深海管线中的应用优势和存在的问题,提出了优化设计建议。关键词:深海管线;X70厚壁管线钢;组织和性能;优化设计。引言:随着人们对油气资源的需求越来越大,深海油气勘探和开发逐渐成为了石油工业的重要领域。深海环境复杂,海洋盐雾、水压等环境因素对于深海管线的材料和性能提出了更
一种大口径TC4钛合金厚壁无缝管材的制造方法.pdf
本发明公开了一种大口径TC4钛合金厚壁无缝管材的制造方法,其特征在于,包括以下步骤:1)选用优质的海绵钛和合金包作为原料,并按照要求将海绵钛和合金包进行配比后生产出铸锭;2)将步骤1)中的铸锭经过锻造成方坯,再依次进行下料、表面修磨处理,最后经过三镦三拔,模锻成φ114~φ720的TC4棒材;3)将步骤2)制得的TC4棒材放入电炉内加热,保温2‑8小时,采用三辊斜轧穿孔工艺制作TC4管坯;4)将步骤3)中的TC4管坯送入定减径机进行定减径,得到符合规格要求的TC4管材;5)待TC4管材冷却后,将TC4管材

一种厚壁调质深海管线用平板及其生产方法.pdf
本发明提供一种厚壁调质深海管线用平板及其生产方法,该平板成分按重量百分比计如下:C:0.056%~0.080%、Si:0.20%~0.35%、Mn:1.35%~1.54%、Nb:0.03%~0.05%、Ti:0.011%~0.029%、Cr:0.21%~0.40%、Als:0.015%~0.040%、N:0.0020%~0.0049%、P≤0.010%、S≤0.002%、H≤0.00015%、O≤0.0020%、Ti/N:3.42~6.00,还含有Ni、Mo元素中的一种或两种,其中Ni:0~0.10%、M