
压力管道通用焊接工艺规程.pdf

文库****品店

1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
压力管道通用焊接工艺规程.pdf
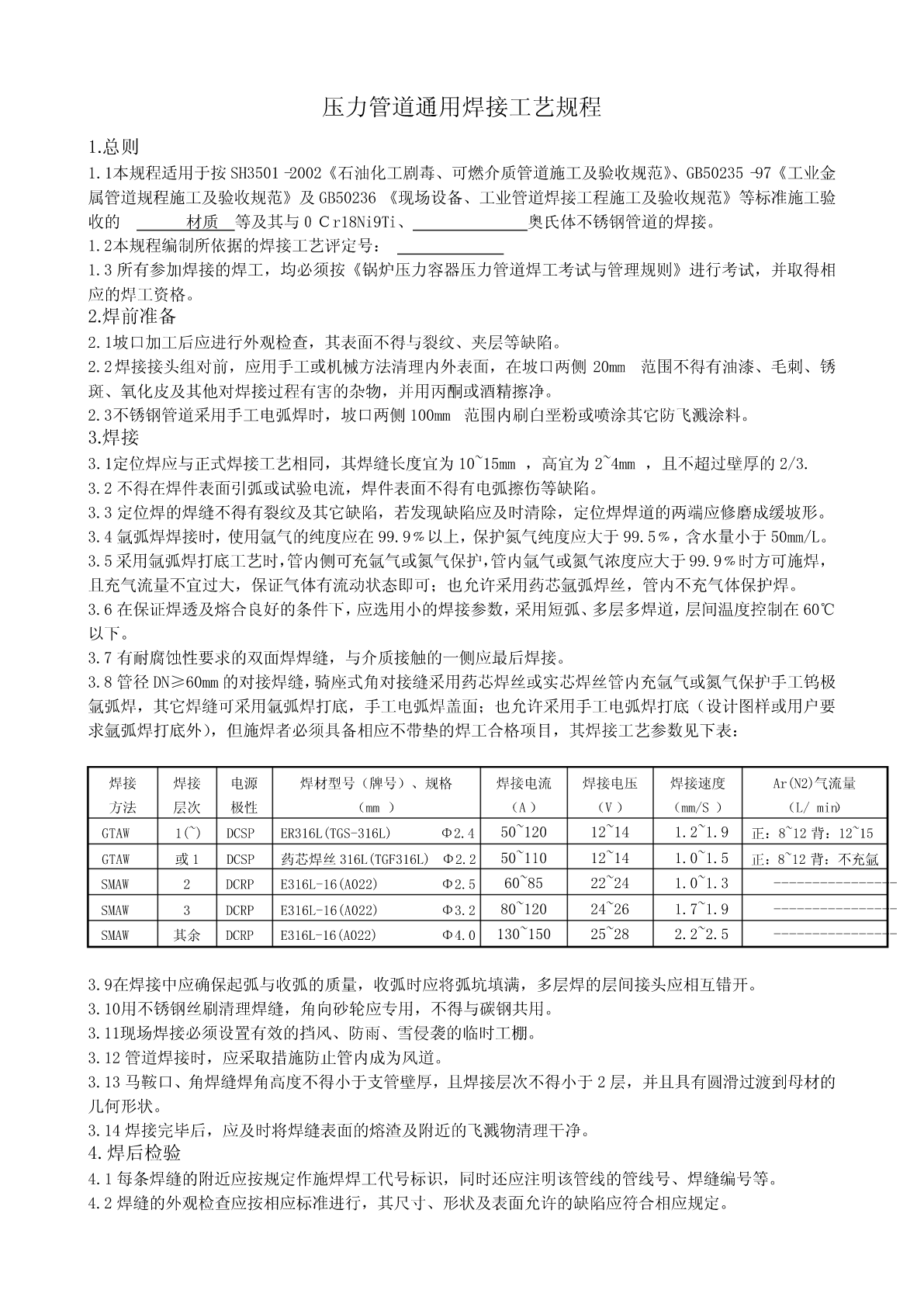
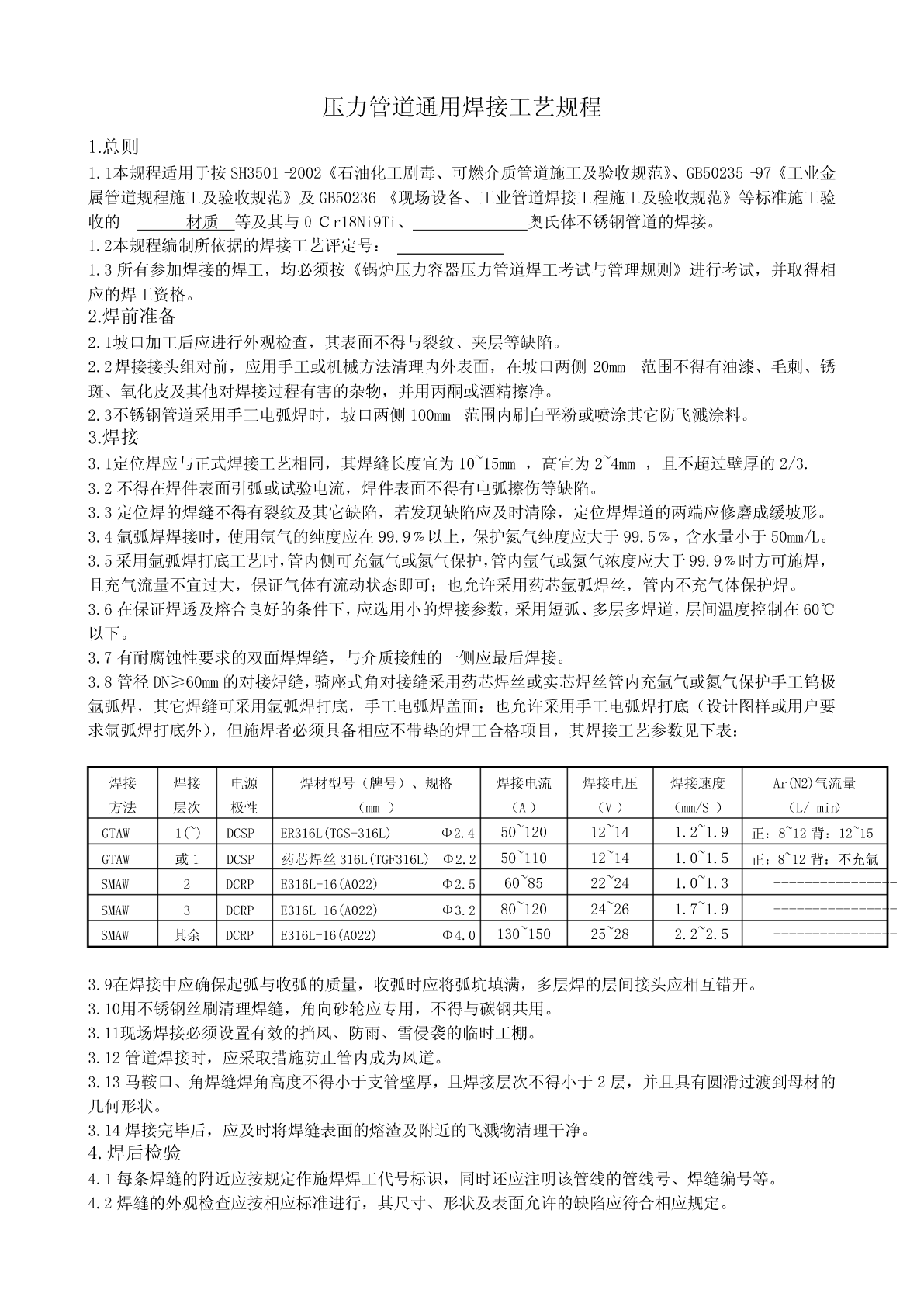
压力管道通用焊接工艺规程1.总则1.1本规程适用于按SH3501-2002《石油化工剧毒、可燃介质管道施工及验收规范》、GB50235-97《工业金属管道规程施工及验收规范》及GB50236《现场设备、工业管道焊接工程施工及验收规范》等标准施工验收的材质等及其与0Cr18Ni9Ti、奥氏体不锈钢管道的焊接。1.2本规程编制所依据的焊接工艺评定号:1.3所有参加焊接的焊工,均必须按《锅炉压力容器压力管道焊工考试与管理规则》进行考试,并取得相应的焊工资格。2.焊前准备2.1坡口加工后应进行外观检查,其表面不得
压力管道通用焊接工艺规程(碳钢).doc
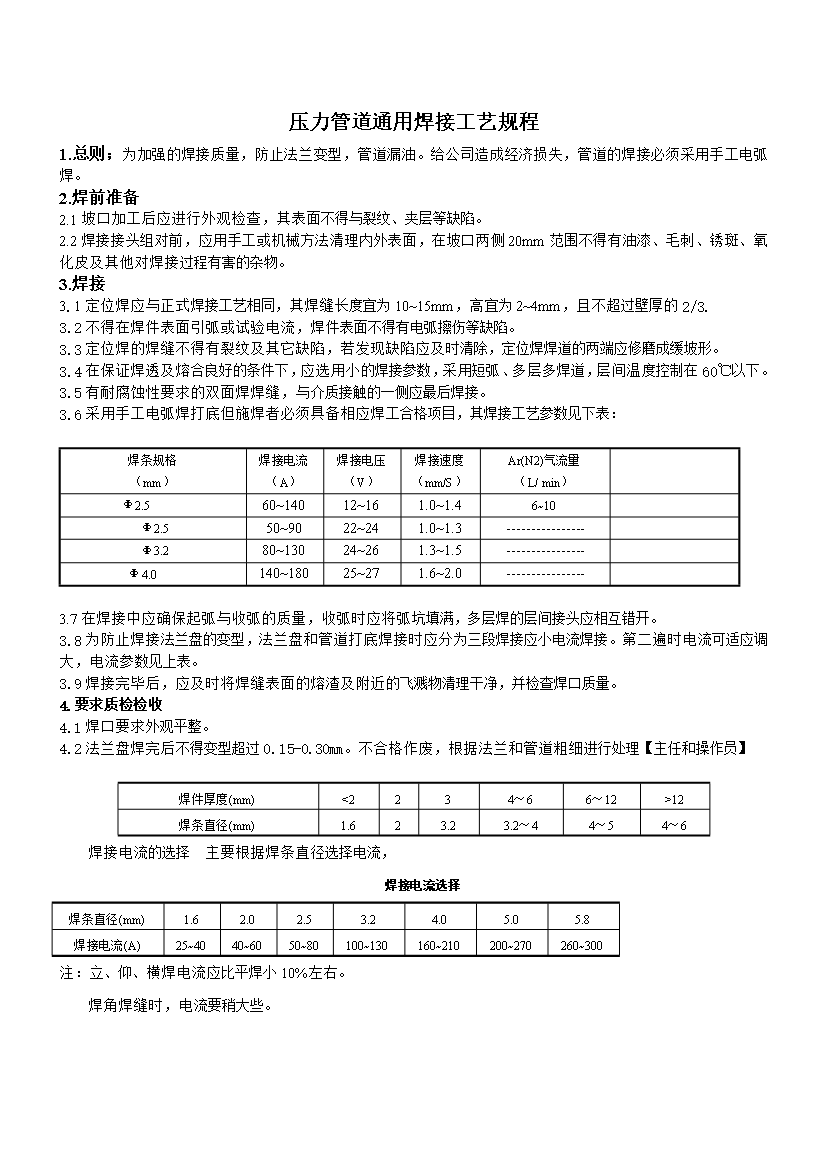
压力管道通用焊接工艺规程1.总则;为加强的焊接质量防止法兰变型管道漏油。给公司造成经济损失管道的焊接必须采用手工电弧焊。2.焊前准备2.1坡口加工后应进行外观检查其表面不得与裂纹、夹层等缺陷。2.2焊接接头组对前应用手工或机械方法清理内外表面在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的杂物。3.焊接3.1定位焊应与正式焊接工艺相同其焊缝长度宜为10~15mm高宜为2~4mm且不超过壁厚的2/3.3.2不得在焊件表面引弧或试验电流焊件表面不得有电弧擦伤等缺陷。3.3定位焊的焊缝

压力管道通用焊接工艺规程(碳钢).doc
压力管道通用焊接工艺规程1.总则;为加强的焊接质量,防止法兰变型,管道漏油。给公司造成经济损失,管道的焊接必须采用手工电弧焊。2.焊前准备2.1坡口加工后应进行外观检查,其表面不得与裂纹、夹层等缺陷。2.2焊接接头组对前,应用手工或机械方法清理内外表面,在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的杂物。3.焊接3.1定位焊应与正式焊接工艺相同,其焊缝长度宜为10~15mm,高宜为2~4mm,且不超过壁厚的2/3.3.2不得在焊件表面引弧或试验电流,焊件表面不得有电弧擦伤等缺陷
压力管道焊接工艺规程.doc
压力管道焊接工艺规程1适用范围��本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。��2主要编制依据2.1�GB50236-98《现场设备、工业管道焊接工程施工及验收规范》;2.2GB/T20801-2006《压力管道规范-工业管道》;2.3�SH3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4GB50235-97《工业金属管道工程施工及验收规范》;2.5CJJ28-89《城市供热管

压力管道焊接工艺规程.doc
---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------