
超级双相不锈钢阀体的熔模铸造工艺.pdf

fa****楠吖


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

超级双相不锈钢阀体的熔模铸造工艺.pdf
本发明涉及一种超级双相不锈钢阀体的熔模铸造工艺,属于熔模铸造工艺技术领域。通过原材料的准备、预热、熔炼、型壳焙烧、浇注和热处理制备得到CE3MN超级双相不锈钢阀体。本发明能够通过普通的200kg中频感应电炉制备CE3MN超级双相不锈钢阀体,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能泵壳体精铸件的裂纹缺陷。
双相不锈钢阀体的熔模铸造工艺.pdf
本发明公开了双相不锈钢阀体的熔模铸造工艺,属于熔模铸造领域,该双相不锈钢阀体的熔模铸造工艺具体步骤为原料准备工序,原料清理处理工序,原料处理后预热工序,中频感应电炉对原料进行熔炼工序,熔炼后铸造加工工序和铸造后阀体铸件清理处理工序。本发明工艺成熟,操作步骤简单,易于控制;并且本发明能够通过普通的200kg中频感应电炉制备CE3MN超级双相不锈钢阀体,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能阀体精铸件的裂纹缺陷;本发明增加了清理功能,不仅仅保证了原材料的干净性,还保证了
超级双相不锈钢泵壳的熔模铸造工艺.pdf
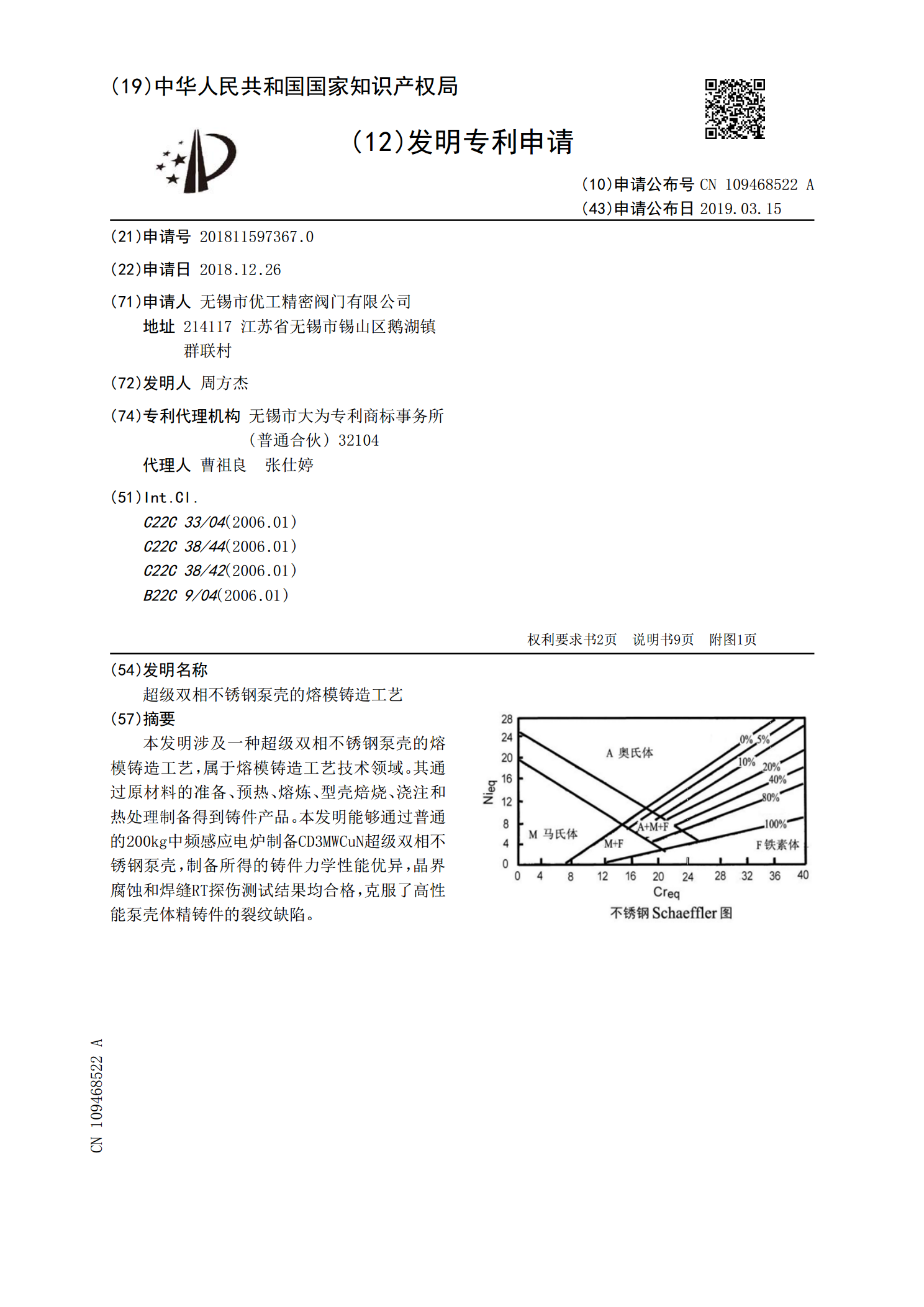
本发明涉及一种超级双相不锈钢泵壳的熔模铸造工艺,属于熔模铸造工艺技术领域。其通过原材料的准备、预热、熔炼、型壳焙烧、浇注和热处理制备得到铸件产品。本发明能够通过普通的200kg中频感应电炉制备CD3MWCuN超级双相不锈钢泵壳,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能泵壳体精铸件的裂纹缺陷。

不锈钢阀体熔模铸造工艺.docx
不锈钢阀体熔模铸造工艺不锈钢阀体熔模铸造工艺摘要:不锈钢阀体作为一种重要的工业设备,在工业生产和生活中发挥着关键的作用。其中,熔模铸造工艺在不锈钢阀体的制造中扮演着重要的角色。本论文将详细介绍不锈钢阀体熔模铸造工艺的原理及其在实际生产中的应用。通过深入研究这一领域,可以为不锈钢阀体的制造提供技术支持,提高生产效率和产品质量。关键词:不锈钢阀体,熔模铸造,工艺,制造一、引言不锈钢阀体广泛应用于石油、化工、冶金、电力、水处理等行业,其制造工艺及质量对生产企业和用户的安全和经济效益具有重要意义。熔模铸造工艺是一

双相不锈钢熔模铸造工艺研究.docx
双相不锈钢熔模铸造工艺研究双相不锈钢熔模铸造工艺研究摘要:双相不锈钢熔模铸造是一种高品质和高性能的制造工艺。该过程具有优异的耐腐蚀性、高强度和耐磨损性,并且可用于复杂构件的加工。本文首先阐述了双相不锈钢的基本性能,其次介绍了熔模铸造原理和工艺流程,并对现有的熔模铸造工艺进行了分析和总结。最后,讨论了双相不锈钢熔模铸造的未来发展趋势和应用前景。关键词:双相不锈钢;熔模铸造;制造工艺;发展趋势一、引言双相不锈钢是一类由奥氏体和铁素体组成的不锈钢,具有高强度、耐腐蚀和耐磨损等优异性能。该材料广泛应用于化工、石油