
双相不锈钢阀体的熔模铸造工艺.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双相不锈钢阀体的熔模铸造工艺.pdf
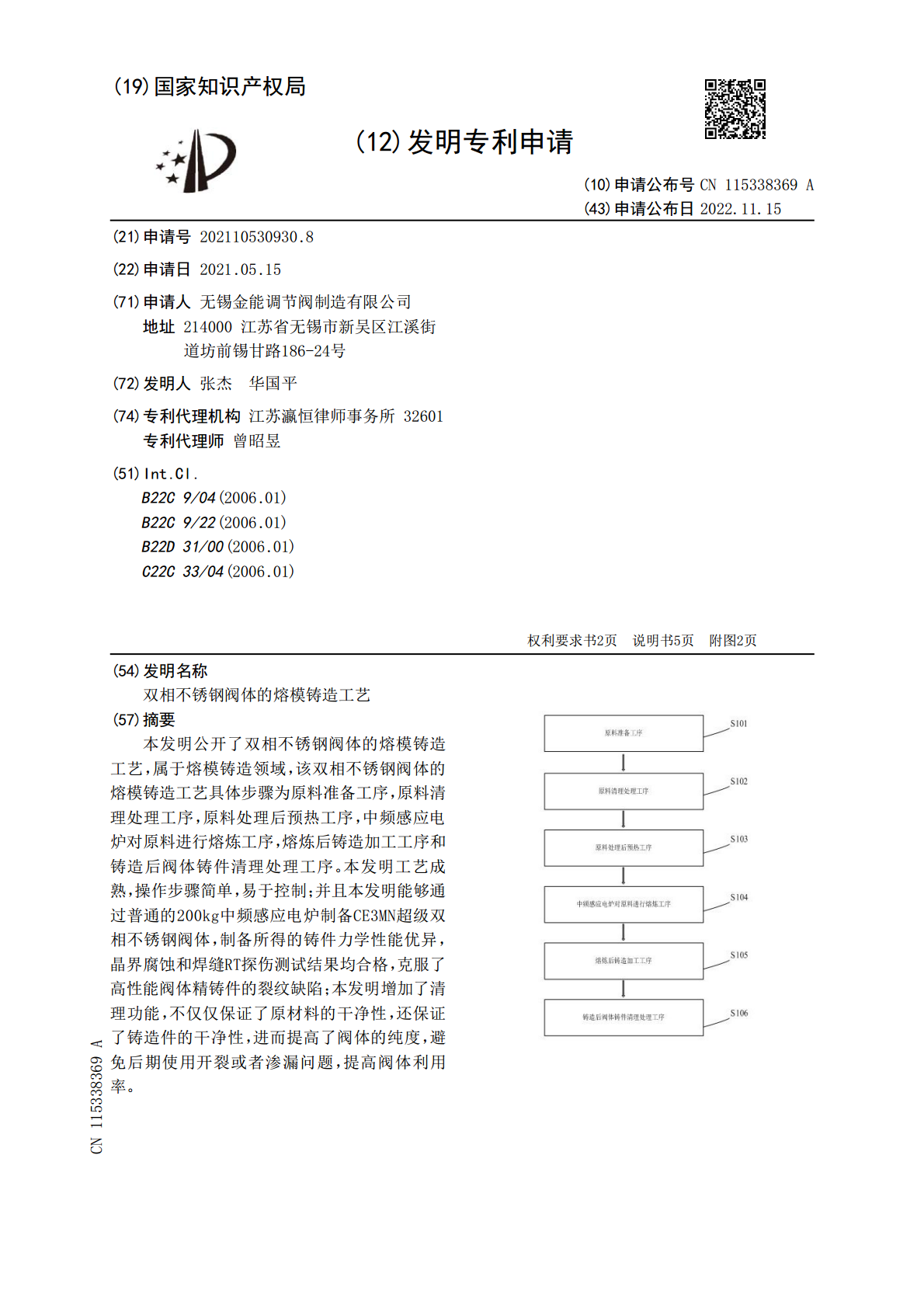
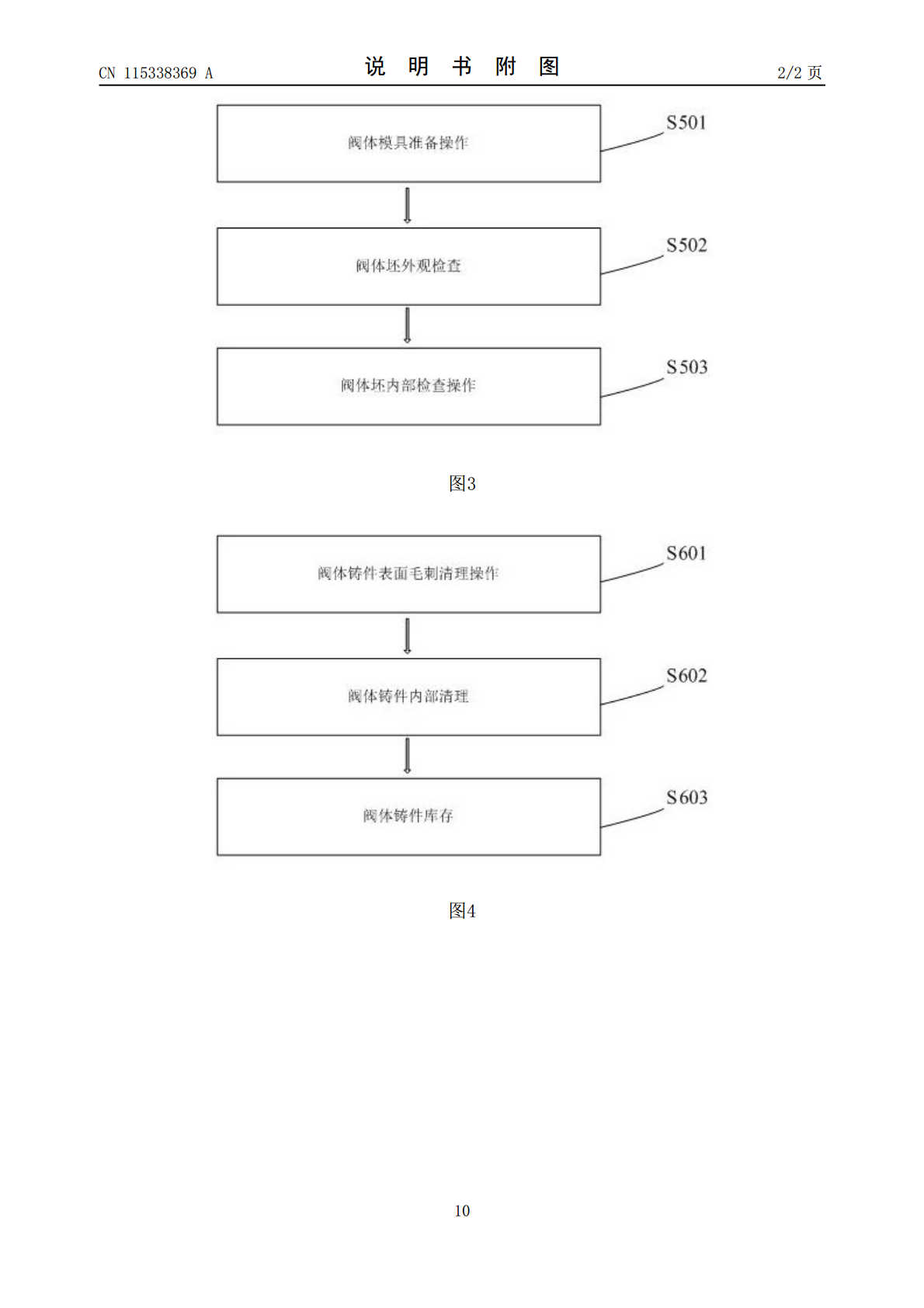
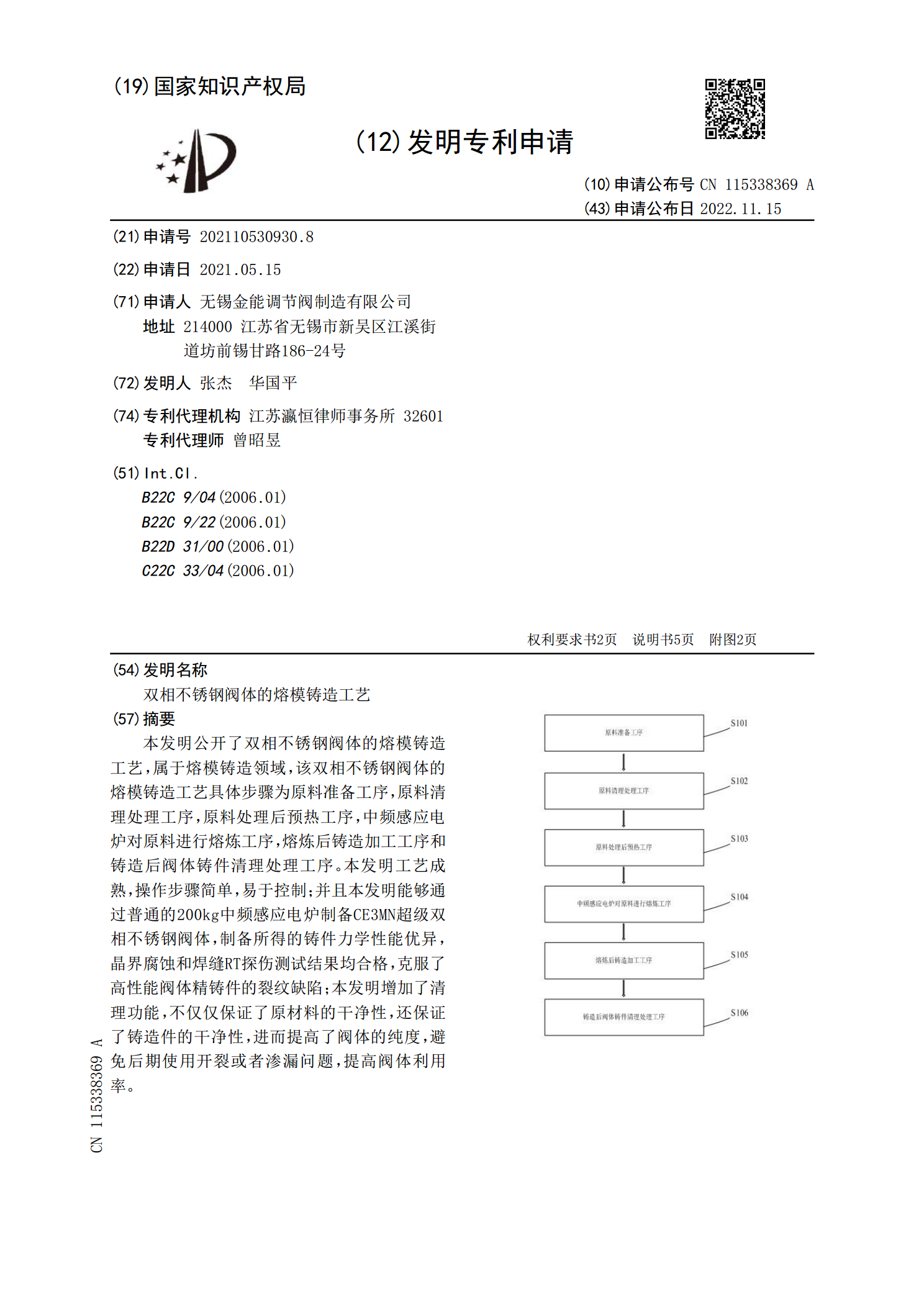
本发明公开了双相不锈钢阀体的熔模铸造工艺,属于熔模铸造领域,该双相不锈钢阀体的熔模铸造工艺具体步骤为原料准备工序,原料清理处理工序,原料处理后预热工序,中频感应电炉对原料进行熔炼工序,熔炼后铸造加工工序和铸造后阀体铸件清理处理工序。本发明工艺成熟,操作步骤简单,易于控制;并且本发明能够通过普通的200kg中频感应电炉制备CE3MN超级双相不锈钢阀体,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能阀体精铸件的裂纹缺陷;本发明增加了清理功能,不仅仅保证了原材料的干净性,还保证了

超级双相不锈钢阀体的熔模铸造工艺.pdf
本发明涉及一种超级双相不锈钢阀体的熔模铸造工艺,属于熔模铸造工艺技术领域。通过原材料的准备、预热、熔炼、型壳焙烧、浇注和热处理制备得到CE3MN超级双相不锈钢阀体。本发明能够通过普通的200kg中频感应电炉制备CE3MN超级双相不锈钢阀体,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能泵壳体精铸件的裂纹缺陷。
双相不锈钢泵壳的熔模铸造工艺.pdf
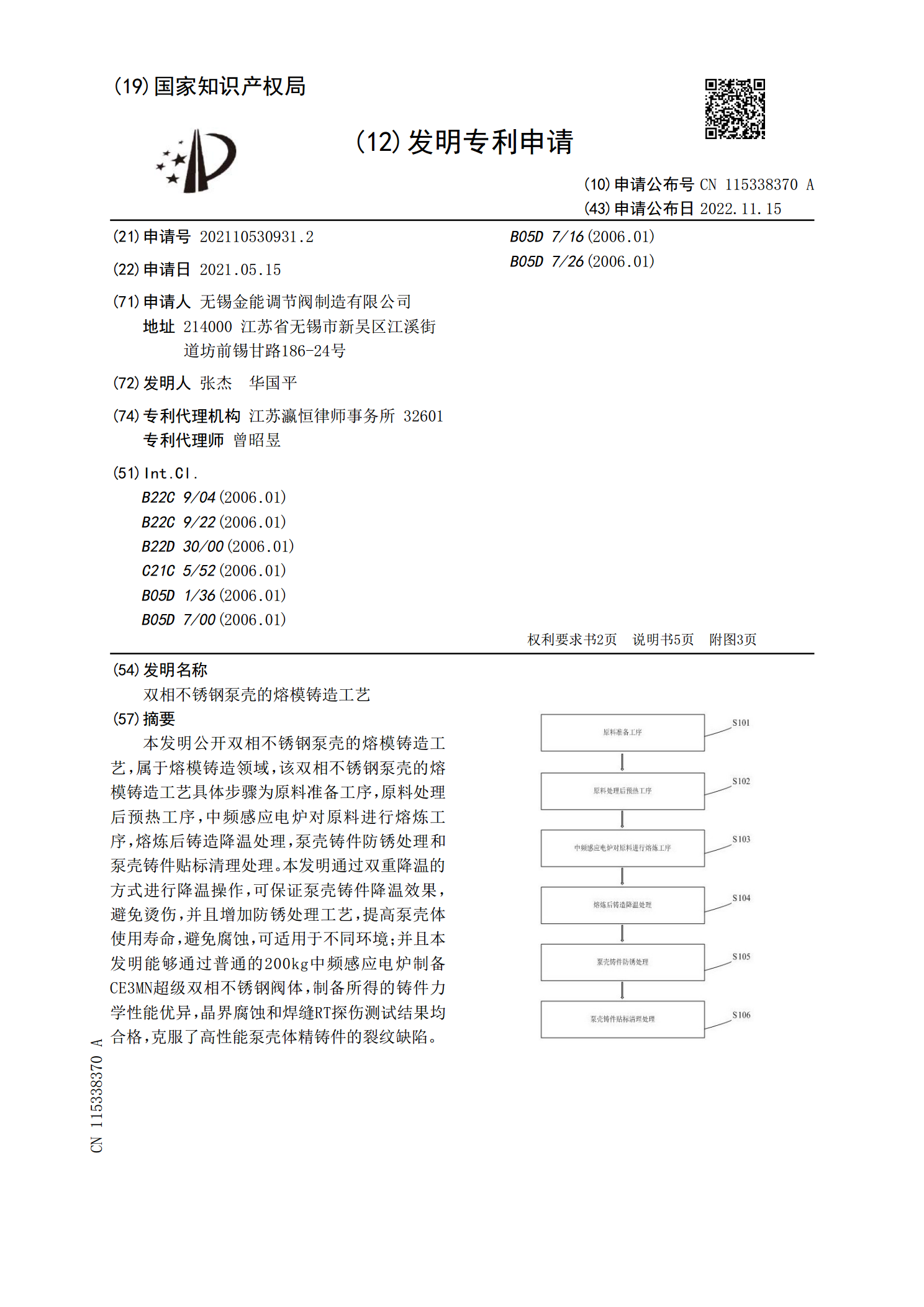
本发明公开双相不锈钢泵壳的熔模铸造工艺,属于熔模铸造领域,该双相不锈钢泵壳的熔模铸造工艺具体步骤为原料准备工序,原料处理后预热工序,中频感应电炉对原料进行熔炼工序,熔炼后铸造降温处理,泵壳铸件防锈处理和泵壳铸件贴标清理处理。本发明通过双重降温的方式进行降温操作,可保证泵壳铸件降温效果,避免烫伤,并且增加防锈处理工艺,提高泵壳体使用寿命,避免腐蚀,可适用于不同环境;并且本发明能够通过普通的200kg中频感应电炉制备CE3MN超级双相不锈钢阀体,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格
超级双相不锈钢泵壳的熔模铸造工艺.pdf
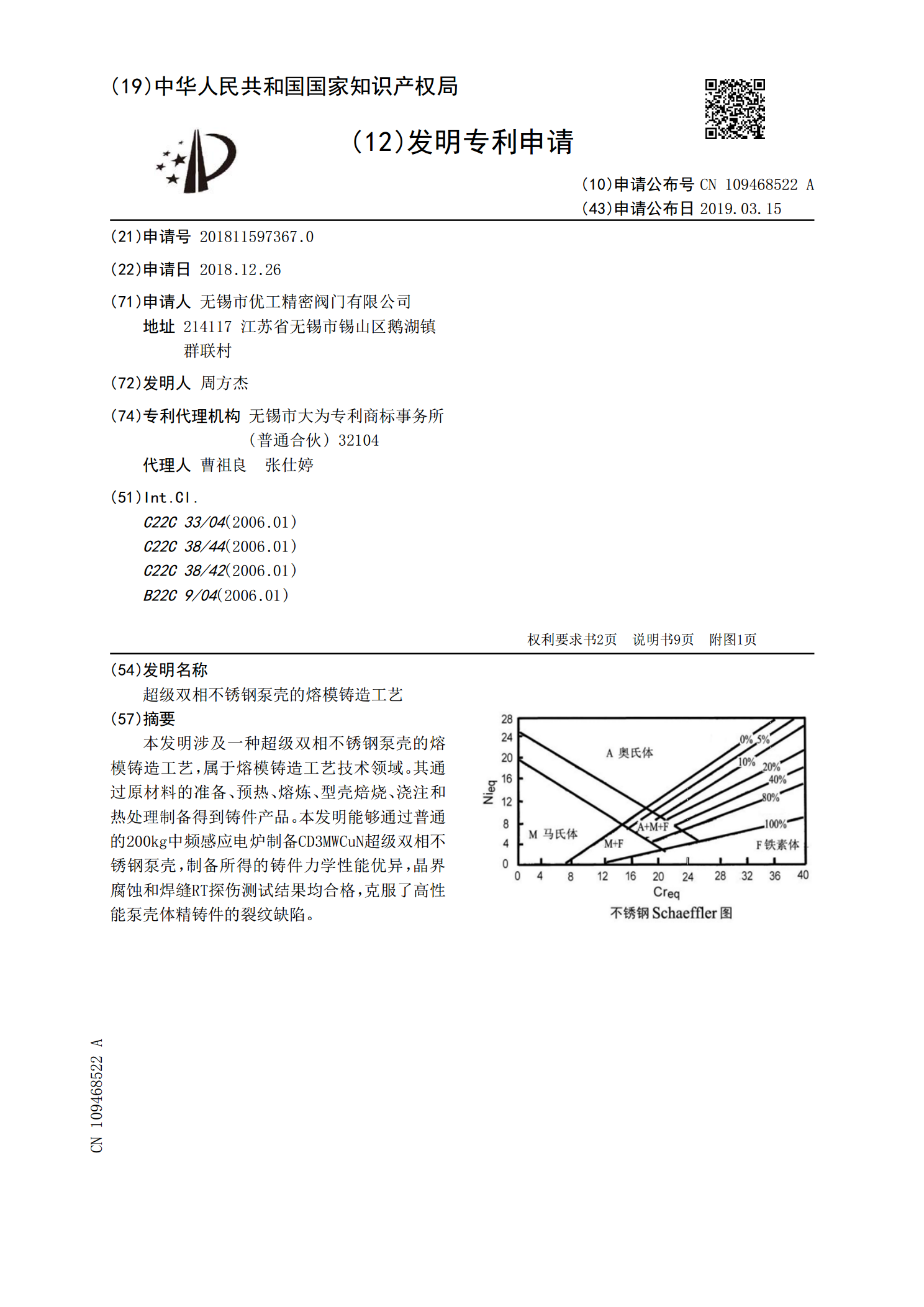
本发明涉及一种超级双相不锈钢泵壳的熔模铸造工艺,属于熔模铸造工艺技术领域。其通过原材料的准备、预热、熔炼、型壳焙烧、浇注和热处理制备得到铸件产品。本发明能够通过普通的200kg中频感应电炉制备CD3MWCuN超级双相不锈钢泵壳,制备所得的铸件力学性能优异,晶界腐蚀和焊缝RT探伤测试结果均合格,克服了高性能泵壳体精铸件的裂纹缺陷。

法兰闸阀阀体熔模铸造工艺改进.pdf