
一种铝合金扩散焊接方法.pdf

猫巷****提格


1/9

2/9
3/9

4/9
5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金扩散焊接装置及铝合金扩散焊接方法.pdf
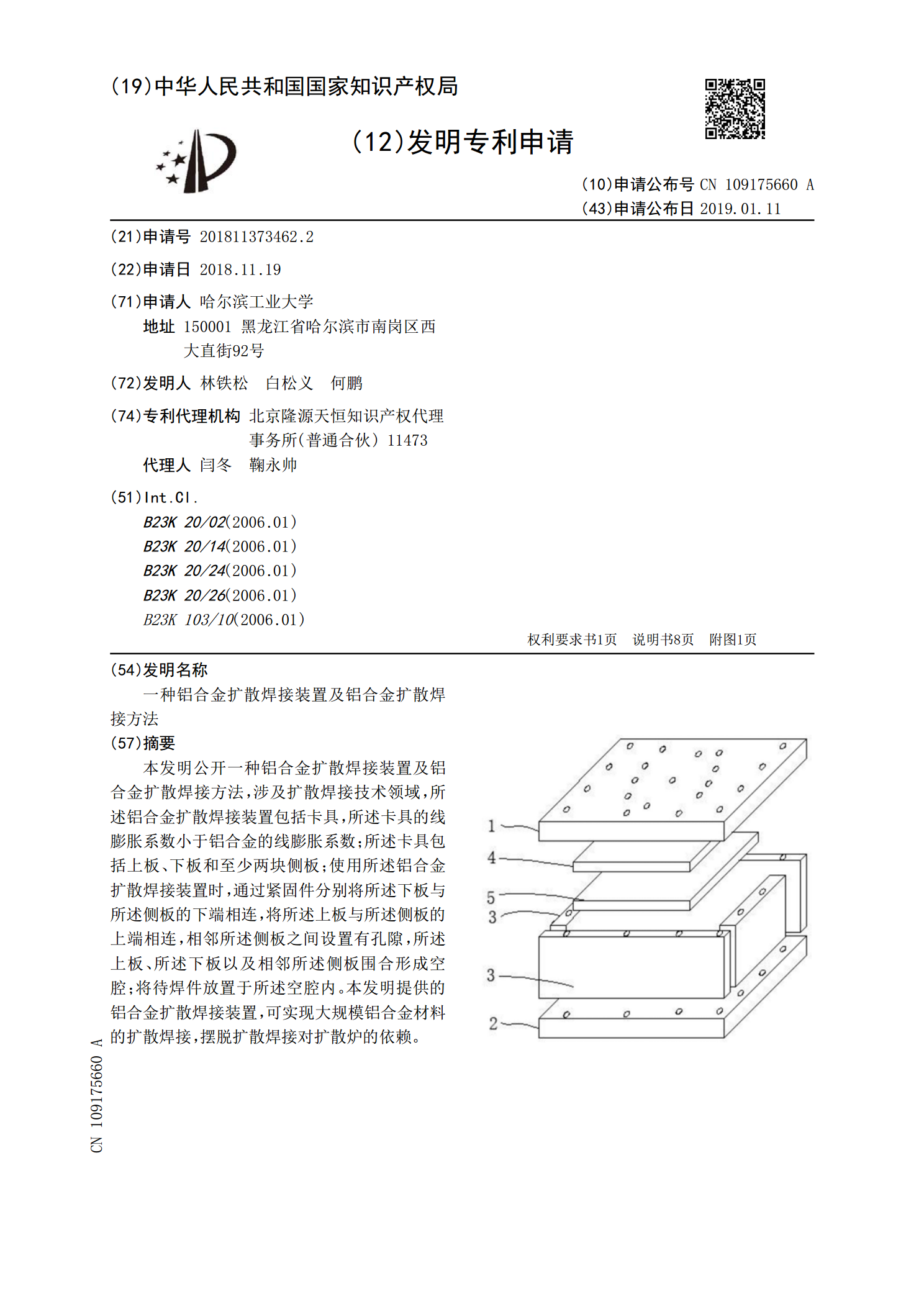
本发明公开一种铝合金扩散焊接装置及铝合金扩散焊接方法,涉及扩散焊接技术领域,所述铝合金扩散焊接装置包括卡具,所述卡具的线膨胀系数小于铝合金的线膨胀系数;所述卡具包括上板、下板和至少两块侧板;使用所述铝合金扩散焊接装置时,通过紧固件分别将所述下板与所述侧板的下端相连,将所述上板与所述侧板的上端相连,相邻所述侧板之间设置有孔隙,所述上板、所述下板以及相邻所述侧板围合形成空腔;将待焊件放置于所述空腔内。本发明提供的铝合金扩散焊接装置,可实现大规模铝合金材料的扩散焊接,摆脱扩散焊接对扩散炉的依赖。
一种铝合金扩散焊接方法.pdf
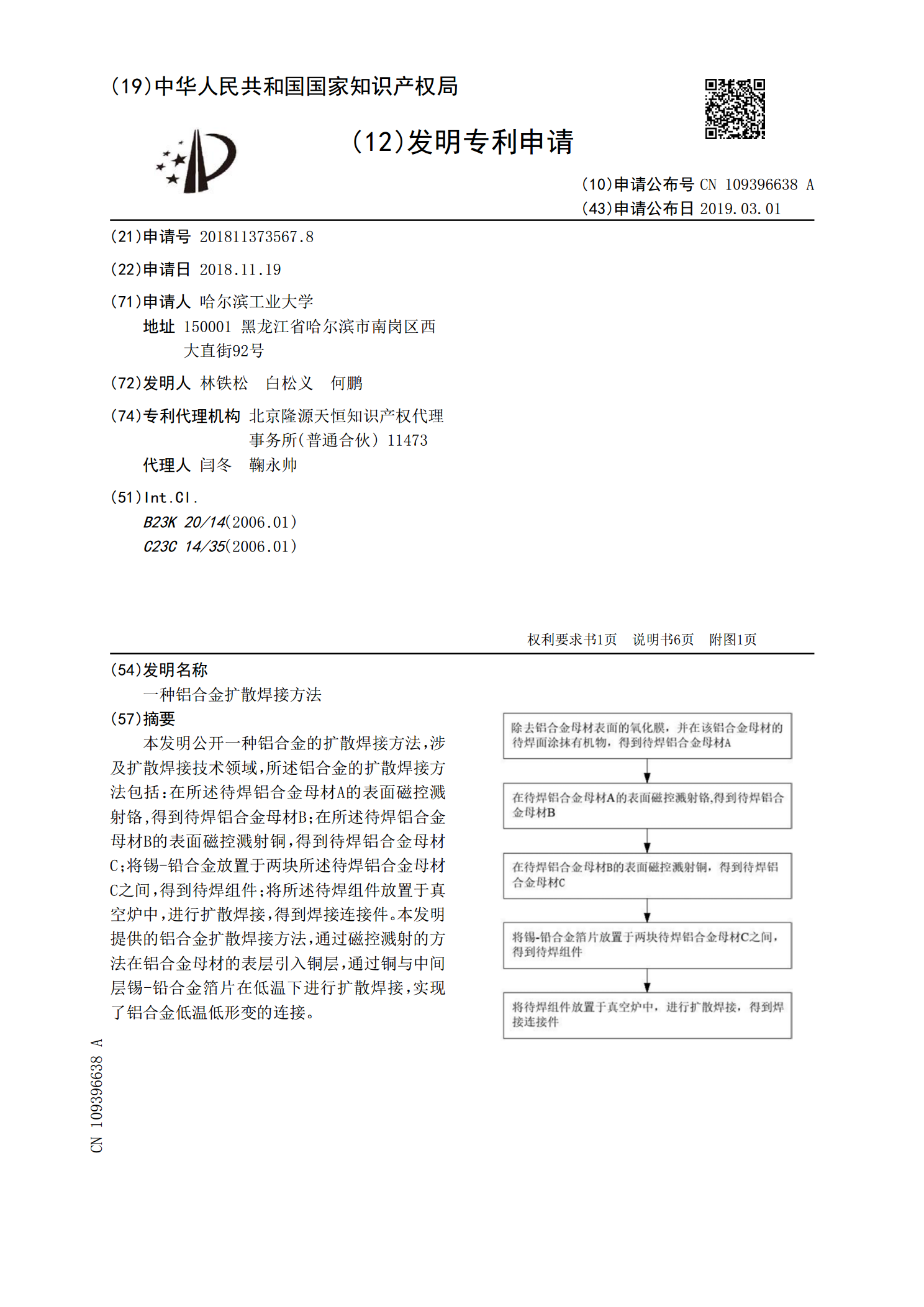
本发明公开一种铝合金的扩散焊接方法,涉及扩散焊接技术领域,所述铝合金的扩散焊接方法包括:在所述待焊铝合金母材A的表面磁控溅射铬,得到待焊铝合金母材B;在所述待焊铝合金母材B的表面磁控溅射铜,得到待焊铝合金母材C;将锡‑铅合金放置于两块所述待焊铝合金母材C之间,得到待焊组件;将所述待焊组件放置于真空炉中,进行扩散焊接,得到焊接连接件。本发明提供的铝合金扩散焊接方法,通过磁控溅射的方法在铝合金母材的表层引入铜层,通过铜与中间层锡‑铅合金箔片在低温下进行扩散焊接,实现了铝合金低温低形变的连接。

一种镁合金与铝合金夹层扩散焊接的方法.doc
一种镁合金与铝合金夹层扩散焊接的方法,其特征是采用包括以下步骤的方法:(1)焊接母材机械加工处理:将购买的焊接母材利用线切割的方法进行初加工,然后利用超精密平面磨床对切割后的待焊件进行打磨,并用砂纸打磨待焊面以除去表面氧化层和利用高精密抛光机对待焊面抛光,以保证其表面粗糙度Ra优于0.1μm,最后利用有机溶剂作为清洗剂对抛光后的待焊件进行超声清洗,得到表面清洁的待焊件;(2)焊接母材的表面镀膜处理:将表面清洁的待焊件放入预先抽真空的样品室内,然后利用磁控溅射工艺在待焊件镁和铝表面各沉积一层Cu薄膜,溅射结

镁合金与铝合金的低温扩散焊接方法.pdf
本发明是一种镁合金与铝合金的低温扩散焊接方法,该方法包括如下步骤:(1)工件表面清理步骤:将镁合金片、铝合金片加工到规定尺寸,除去它们待焊面的氧化层;(2)工件组装步骤:将中间层——锡锌合金箔置于铝合金片与镁合金片之间,上下各置一层阻焊层,构造被焊接工件;(3)工件装卡入炉焊接步骤:将被焊接工件放入真空扩散焊接炉内,加热、保温,当保温开始时对被焊接工件施加轴向压力,保温结束后卸除压力。本发明能够克服现有技术无法实现Mg合金与Al合金的高质量焊接,适合不同种类的镁合金和铝合金之间的可靠焊接,特别适用于镁合金
镁合金与铝合金夹层扩散焊接的方法.pdf
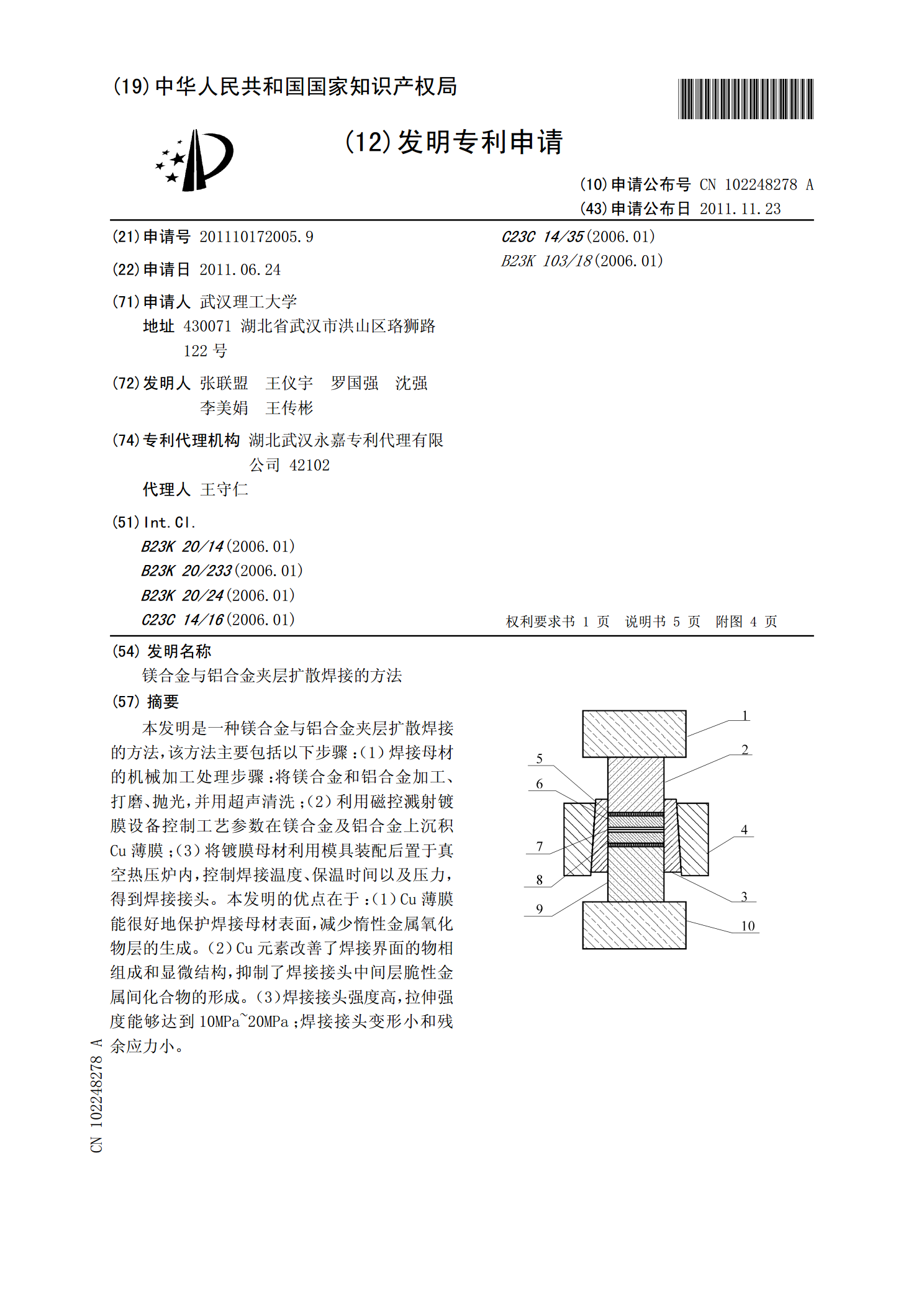
本发明是一种镁合金与铝合金夹层扩散焊接的方法,该方法主要包括以下步骤:(1)焊接母材的机械加工处理步骤:将镁合金和铝合金加工、打磨、抛光,并用超声清洗;(2)利用磁控溅射镀膜设备控制工艺参数在镁合金及铝合金上沉积Cu薄膜;(3)将镀膜母材利用模具装配后置于真空热压炉内,控制焊接温度、保温时间以及压力,得到焊接接头。本发明的优点在于:(1)Cu薄膜能很好地保护焊接母材表面,减少惰性金属氧化物层的生成。(2)Cu元素改善了焊接界面的物相组成和显微结构,抑制了焊接接头中间层脆性金属间化合物的形成。(3)焊接接头