
一种基于倾斜式铸轧机的型材铸轧方法及系统.pdf

王秋****哥哥

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于倾斜式铸轧机的型材铸轧方法及系统.pdf
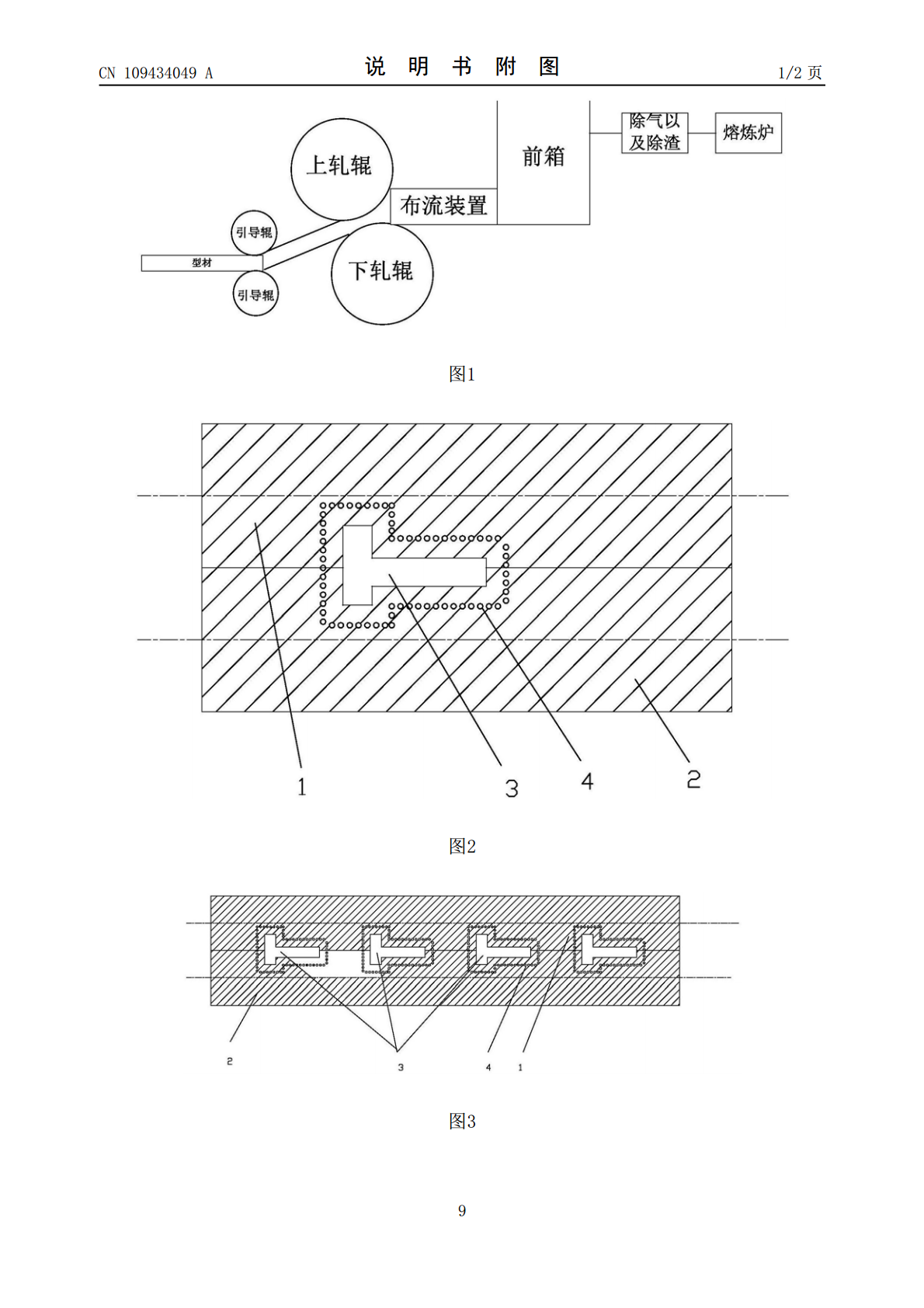
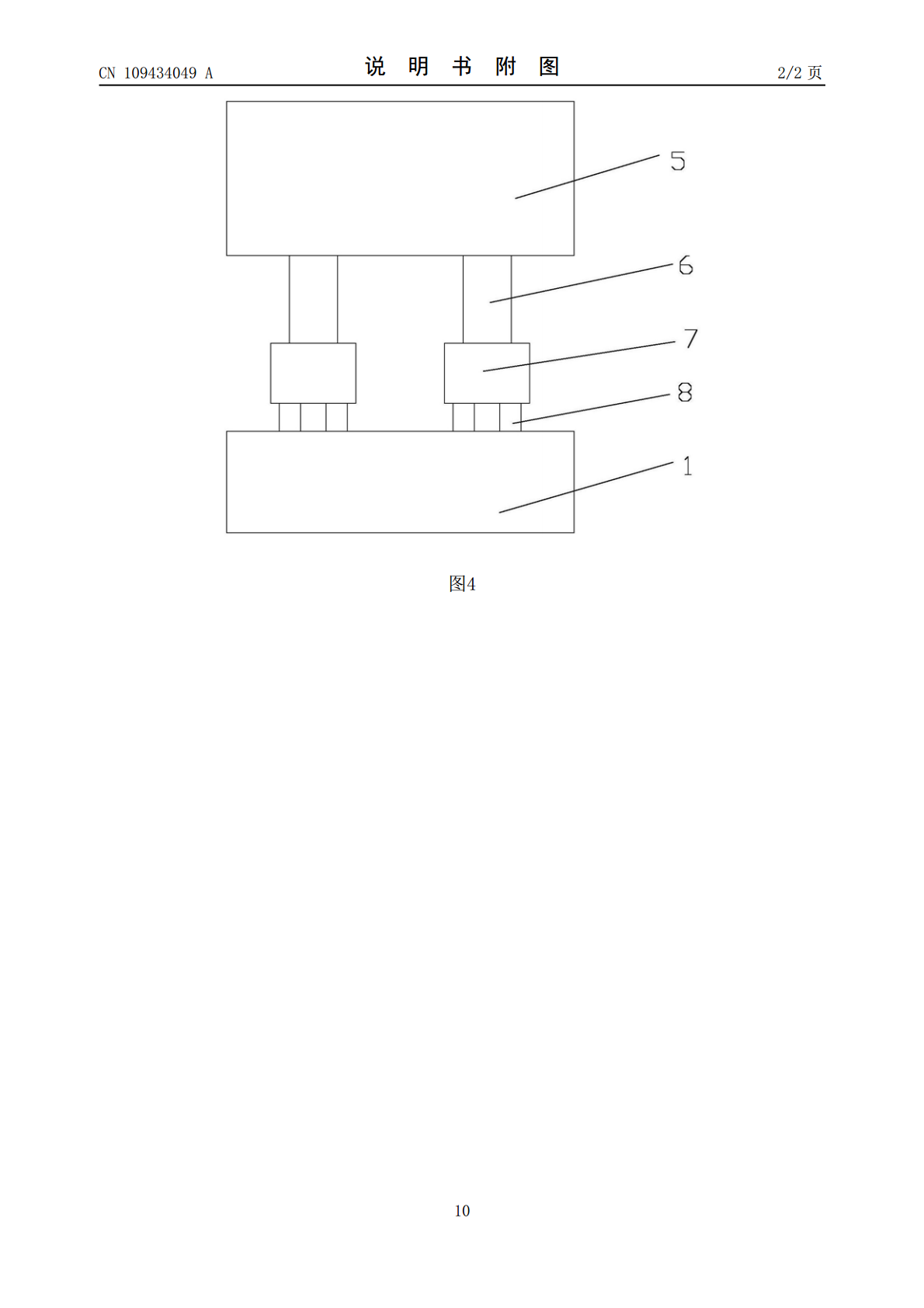
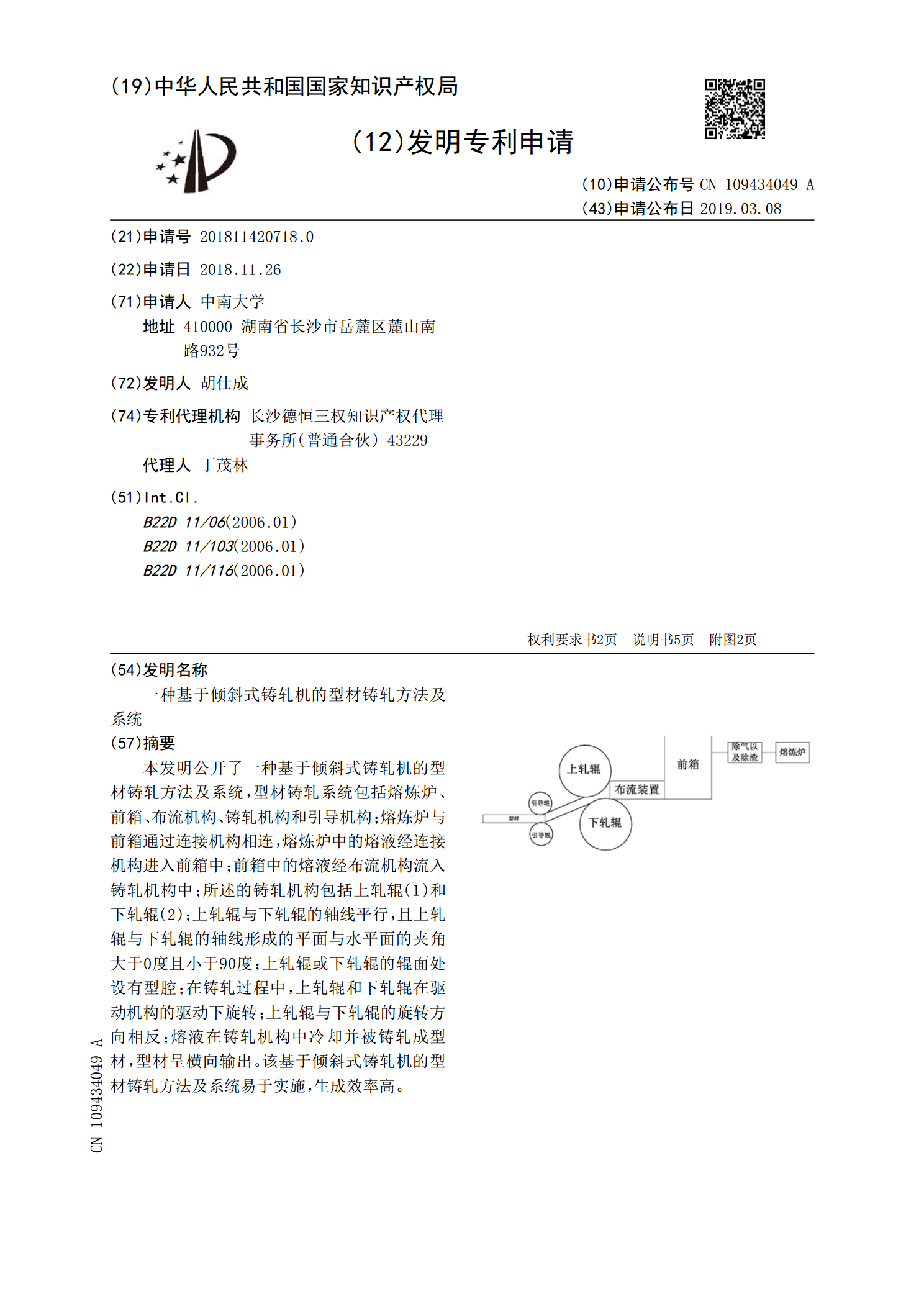
本发明公开了一种基于倾斜式铸轧机的型材铸轧方法及系统,型材铸轧系统包括熔炼炉、前箱、布流机构、铸轧机构和引导机构;熔炼炉与前箱通过连接机构相连,熔炼炉中的熔液经连接机构进入前箱中;前箱中的熔液经布流机构流入铸轧机构中;所述的铸轧机构包括上轧辊(1)和下轧辊(2);上轧辊与下轧辊的轴线平行,且上轧辊与下轧辊的轴线形成的平面与水平面的夹角大于0度且小于90度;上轧辊或下轧辊的辊面处设有型腔;在铸轧过程中,上轧辊和下轧辊在驱动机构的驱动下旋转;上轧辊与下轧辊的旋转方向相反;熔液在铸轧机构中冷却并被铸轧成型材,型
一种基于水平式铸轧机的型材铸轧方法及系统.pdf
本发明公开了一种基于水平式铸轧机的型材铸轧方法及系统,基于水平式铸轧机的型材铸轧系统,其特征在于,包括熔炼炉、前箱、布流机构和铸轧机构;熔炼炉与前箱通过连接机构相连,熔炼炉中的熔液经连接机构进入前箱中;前箱中的熔液经布流机构流入铸轧机构中;所述的铸轧机构包括上轧辊(1)和下轧辊(2);上轧辊与下轧辊的轴线平行且位于同一竖直平面中;上轧辊或下轧辊的辊面处设有型腔;在铸轧过程中,上轧辊和下轧辊在驱动机构的驱动下旋转;上轧辊与下轧辊的旋转方向相反;熔液在铸轧机构中冷却并被铸轧成型材,型材呈横向输出。该基于水平式
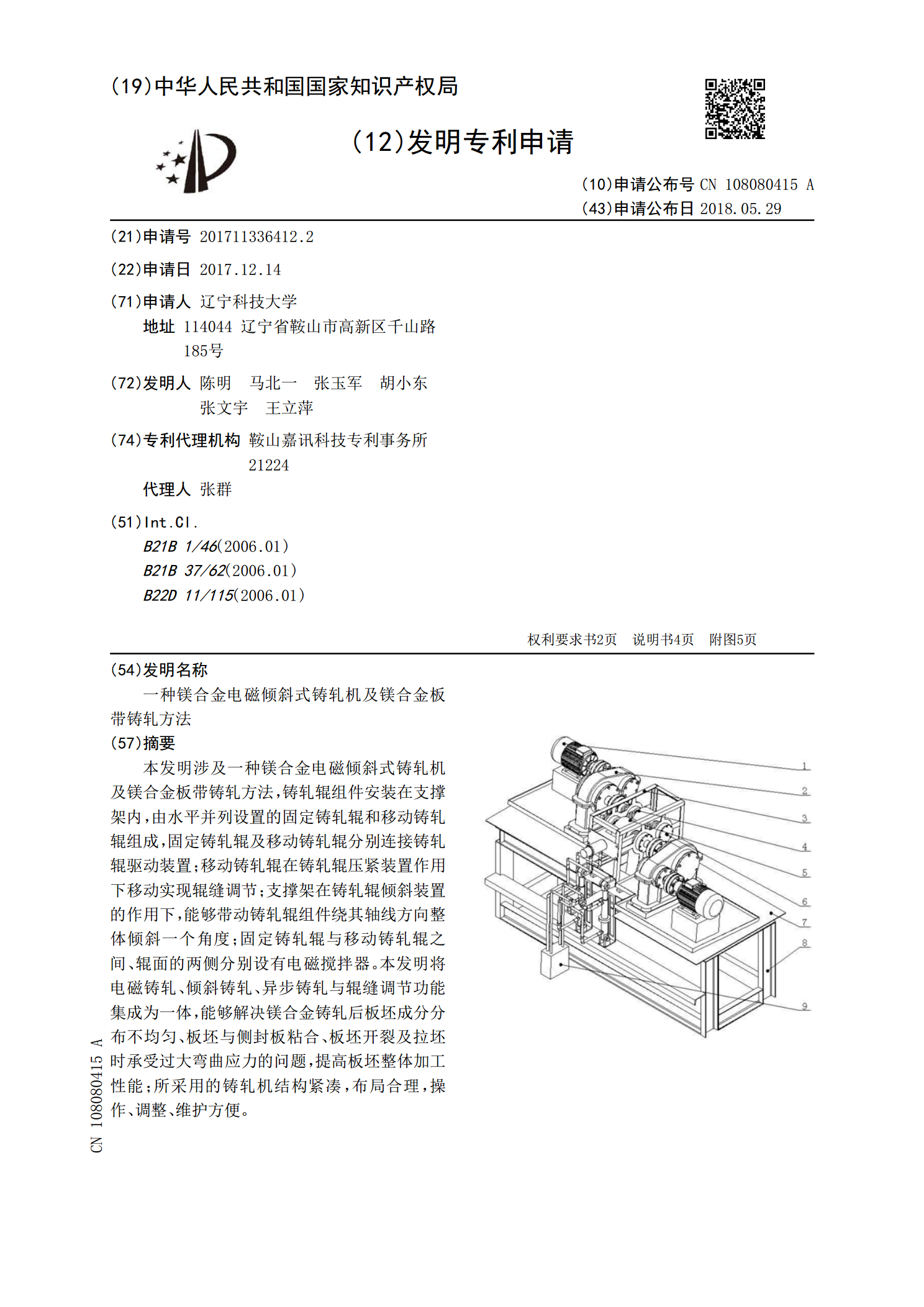
一种镁合金电磁倾斜式铸轧机及镁合金板带铸轧方法.pdf
本发明涉及一种镁合金电磁倾斜式铸轧机及镁合金板带铸轧方法,铸轧辊组件安装在支撑架内,由水平并列设置的固定铸轧辊和移动铸轧辊组成,固定铸轧辊及移动铸轧辊分别连接铸轧辊驱动装置;移动铸轧辊在铸轧辊压紧装置作用下移动实现辊缝调节;支撑架在铸轧辊倾斜装置的作用下,能够带动铸轧辊组件绕其轴线方向整体倾斜一个角度;固定铸轧辊与移动铸轧辊之间、辊面的两侧分别设有电磁搅拌器。本发明将电磁铸轧、倾斜铸轧、异步铸轧与辊缝调节功能集成为一体,能够解决镁合金铸轧后板坯成分分布不均匀、板坯与侧封板粘合、板坯开裂及拉坯时承受过大弯曲
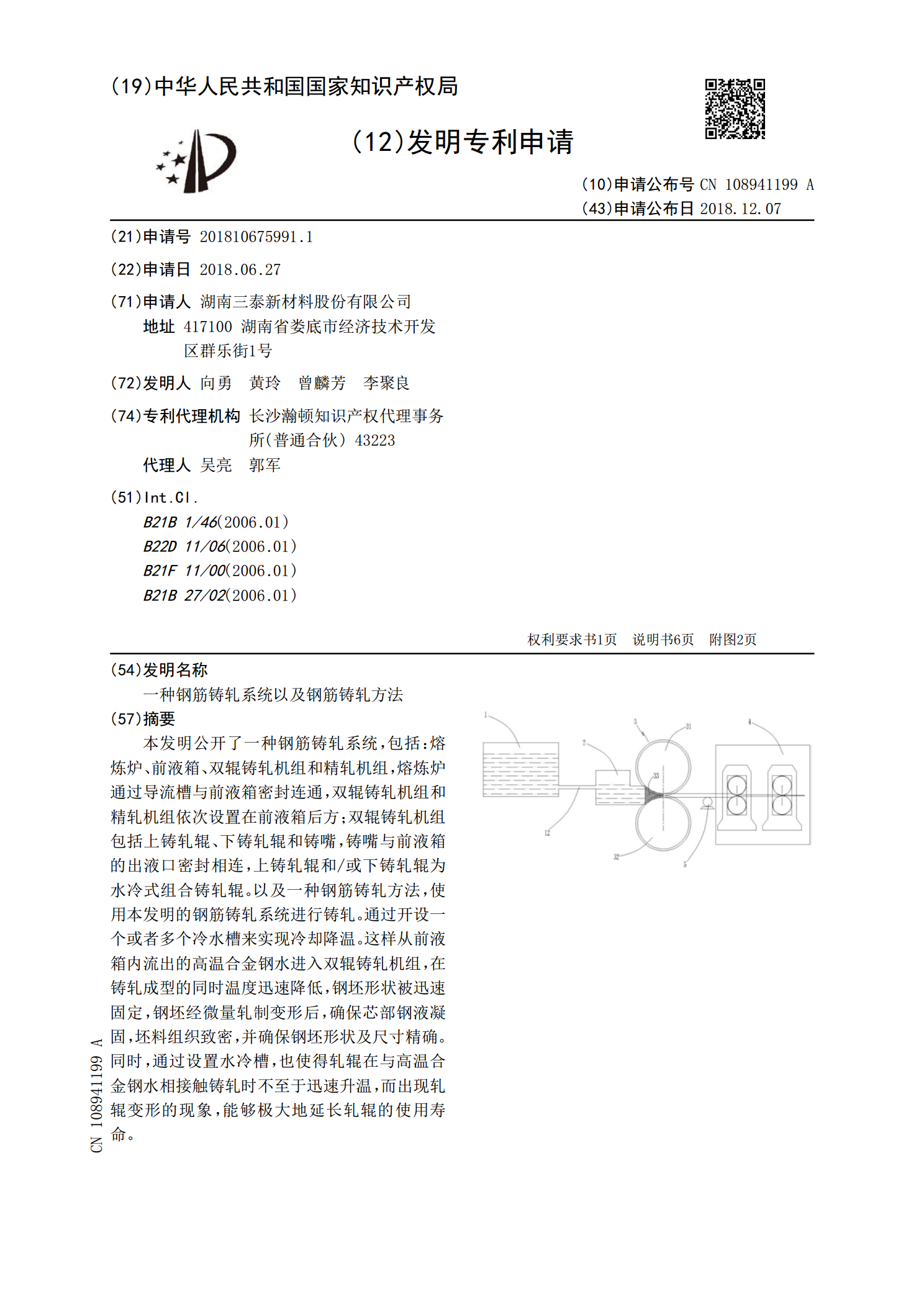
一种钢筋铸轧系统以及钢筋铸轧方法.pdf
本发明公开了一种钢筋铸轧系统,包括:熔炼炉、前液箱、双辊铸轧机组和精轧机组,熔炼炉通过导流槽与前液箱密封连通,双辊铸轧机组和精轧机组依次设置在前液箱后方;双辊铸轧机组包括上铸轧辊、下铸轧辊和铸嘴,铸嘴与前液箱的出液口密封相连,上铸轧辊和/或下铸轧辊为水冷式组合铸轧辊。以及一种钢筋铸轧方法,使用本发明的钢筋铸轧系统进行铸轧。通过开设一个或者多个冷水槽来实现冷却降温。这样从前液箱内流出的高温合金钢水进入双辊铸轧机组,在铸轧成型的同时温度迅速降低,钢坯形状被迅速固定,钢坯经微量轧制变形后,确保芯部钢液凝固,坯料

铝铸轧卷在线分条轧制方法及其铝铸轧机.pdf
本发明公开了一种能够同时轧制两条以上铝铸轧卷的铝铸轧卷在线分条轧制方法及其轧机。铝液经铸嘴进入铝铸轧机轧制成形,利用设置在铸嘴与铝铸轧机的轧缝之间并位于轧缝两端之间并顺铝液流向布置的挡块对铝液顺铝液流向进行分离,分开的各部分铝液在同一铝铸轧机上同步冷却结晶、同步轧制。本发明能在同一铝铸轧机上同时轧制两条以上的铝铸轧卷,使生产效率成倍提高,大大节省了时间、人力、物力,提高了生产效益;铸嘴内设置分流块,顺铝液流向设置与分流块同轴布置的挡块,挡块头部轮廓采用流线型,挡块尾部轮廓采用尖端指向轧缝的三角形