
一种中强高韧钛合金超大规格环材的制备方法.pdf

书生****35

1/8

2/8

3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中强高韧钛合金超大规格环材的制备方法.pdf
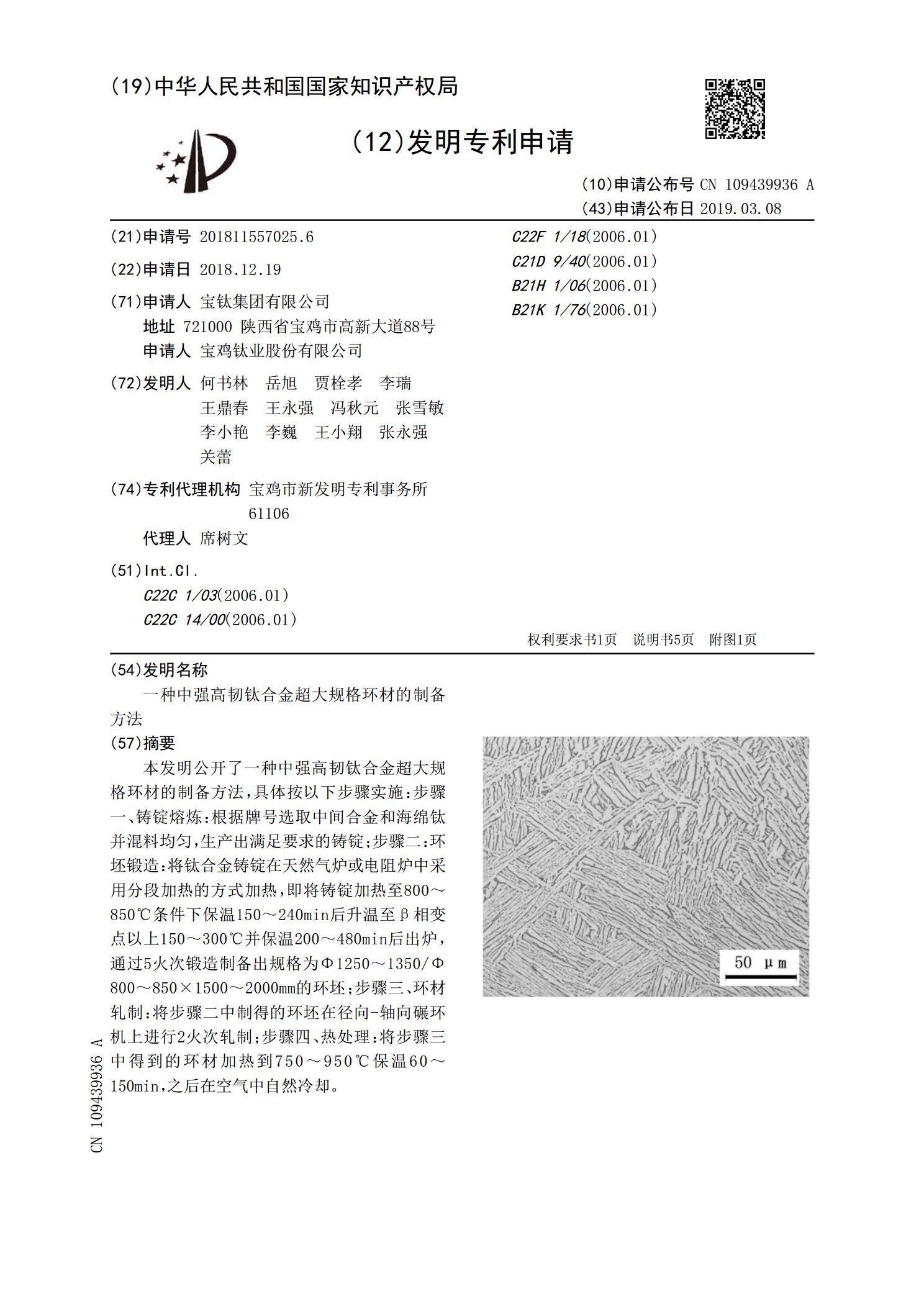
本发明公开了一种中强高韧钛合金超大规格环材的制备方法,具体按以下步骤实施:步骤一、铸锭熔炼:根据牌号选取中间合金和海绵钛并混料均匀,生产出满足要求的铸锭;步骤二:环坯锻造:将钛合金铸锭在天然气炉或电阻炉中采用分段加热的方式加热,即将铸锭加热至800~850℃条件下保温150~240min后升温至β相变点以上150~300℃并保温200~480min后出炉,通过5火次锻造制备出规格为Φ1250~1350/Φ800~850×1500~2000mm的环坯;步骤三、环材轧制:将步骤二中制得的环坯在径向‑轴向碾环机

一种超大规格钛合金环件的制备方法.pdf
本发明公开了一种超大规格钛合金环件的制备方法,包括以下步骤:(1)将多个钛合金坯料单元依次进行轴向叠层、点焊、真空封焊和热等静压,得到超大规格钛合金坯料;(2)对超大规格钛合金坯料进行加热,超大规格钛合金坯料加热结束出炉后在大型自由锻机上对超大规格钛合金坯料进行锻造,得到所需规格的饼坯;(3)对饼坯进行加热,并冲孔,然后在马架上进行扩孔,得到所需规格的环坯;(4)对环坯进行加热后,用轧环机对环坯进行热轧成形,得到环件毛坯;(5)对环件毛坯进行热处理;(6)对经过热处理的环件毛坯进行机加,最终得到成品环件。
一种超大规格钛合金管材的制备方法.pdf
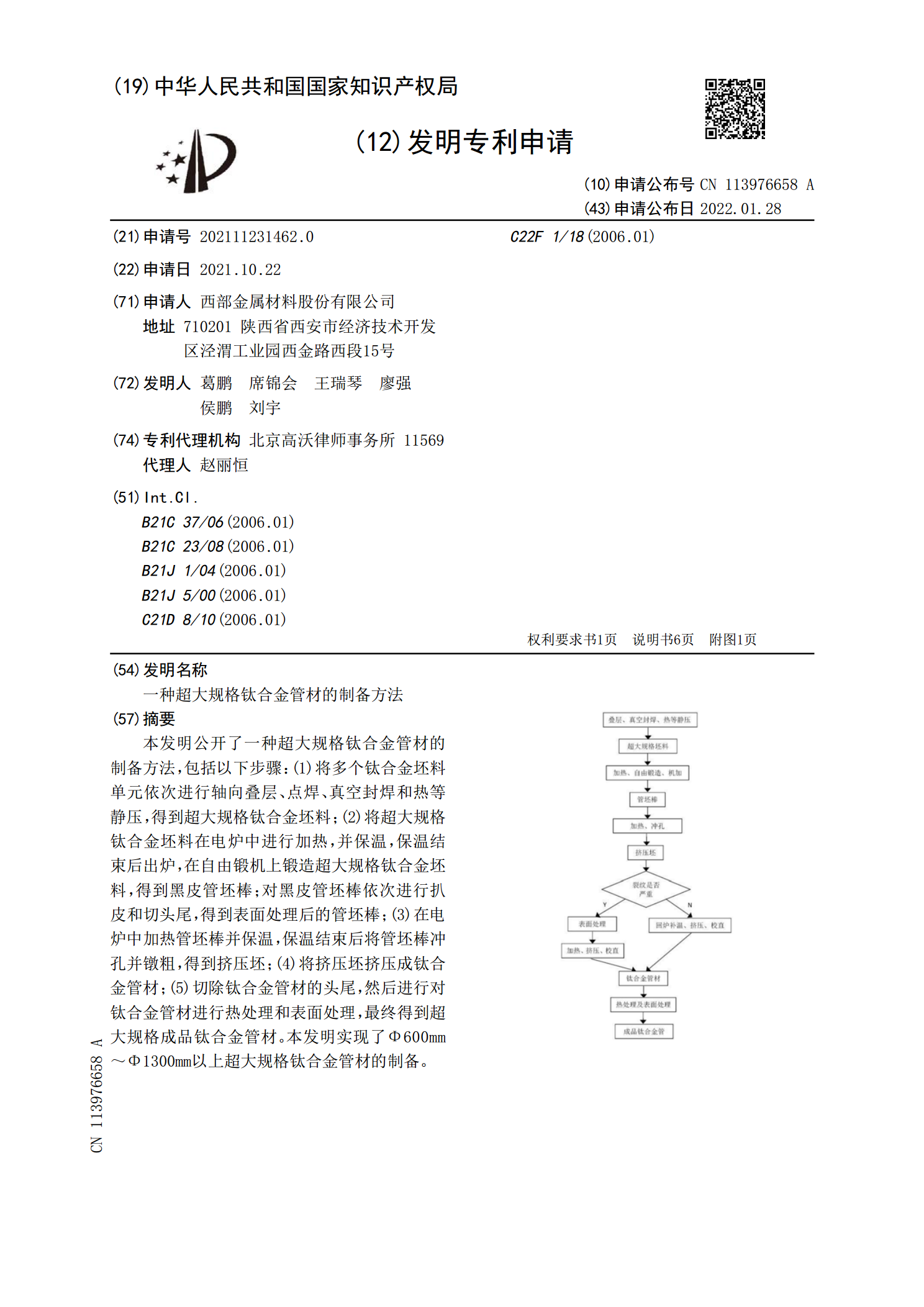
本发明公开了一种超大规格钛合金管材的制备方法,包括以下步骤:(1)将多个钛合金坯料单元依次进行轴向叠层、点焊、真空封焊和热等静压,得到超大规格钛合金坯料;(2)将超大规格钛合金坯料在电炉中进行加热,并保温,保温结束后出炉,在自由锻机上锻造超大规格钛合金坯料,得到黑皮管坯棒;对黑皮管坯棒依次进行扒皮和切头尾,得到表面处理后的管坯棒;(3)在电炉中加热管坯棒并保温,保温结束后将管坯棒冲孔并镦粗,得到挤压坯;(4)将挤压坯挤压成钛合金管材;(5)切除钛合金管材的头尾,然后进行对钛合金管材进行热处理和表面处理,最

一种超大规格铝合金棒材的制备方法.pdf
本发明提供了一种超大规格铝合金棒材的制备方法,包括:将金属坯料先用盲模进行挤压,得到中间产品;将所述中间产品采用模具进行挤压,得到超大规格铝合金棒材。本发明基于坯料在挤压过程中填充不充分,金属未能充分的融合的因素,从挤压原理和方法入手,从金属组织内部着眼,在挤压超大规格棒材时先将坯料用盲模镦实后再更换模具生产,解决了超大规格铝合金棒材生产时产品表面的气泡、起皮和起层缺陷,提高了产品的内部组织。

一种中强高韧铝锂合金及其制备方法.pdf
本发明是一种中强高韧铝锂合金及其制备方法,按重量百分比计,其合金成分为:Cu?2.2~3.2%,Li?1.1~2.0%,Mn?0.10~0.70%,Zn?0.05~1.0%,Zr?0.05~0.16%,Mg0.10%~0.80%,Ag0.2~0.6%,Si≤0.10%,Fe≤0.10%,Ti≤0.12%,其它杂质单个≤0.05%,总量≤0.15%,余量为Al。其中合金元素Mn、Zn、Mg、Ag与Zr可选择加入其中1~5种。按合金成分配料,将原料融化,经炉内精炼、静置后,浇注成所需规格的合金锭。合金锭经优选