
一种提高厚规格高强钢低温冲击韧性的方法.pdf

是你****深呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高厚规格高强钢低温冲击韧性的方法.pdf
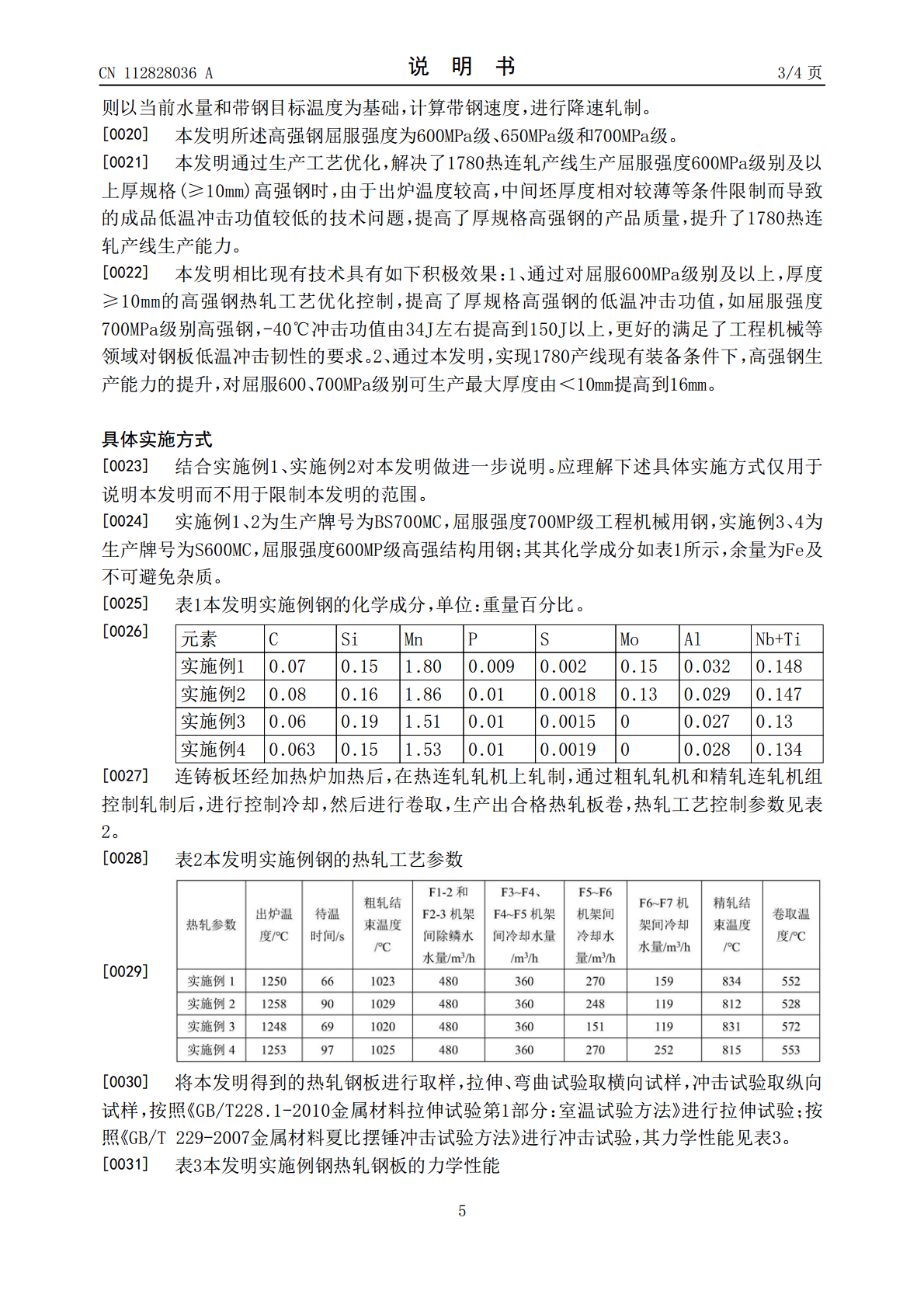
本发明公开了一种提高厚规格高强钢低温冲击韧性的方法,主要解决现有厚度为10‑16mm、屈服强度为600MPa级别及以上热连轧钢板的低温冲击功值较低的技术问题。一种提高厚规格高强钢低温冲击韧性的方法,包括,1)用加热炉对厚度为210~230mm的高强钢连铸板坯进行加热处理;2)粗轧,除鳞后的板坯输送至粗轧机R1和R2进行6道次轧制;3)精轧,中间坯经精轧机F1~F7进行7道次连续轧制,精轧结束温度为800~840℃;精轧后,钢板厚度为10~16mm,卷取温度为510~580℃时卷取得热轧钢卷。本发明满足了工
保证厚规格高强钢低温韧性的热处理方法.pdf
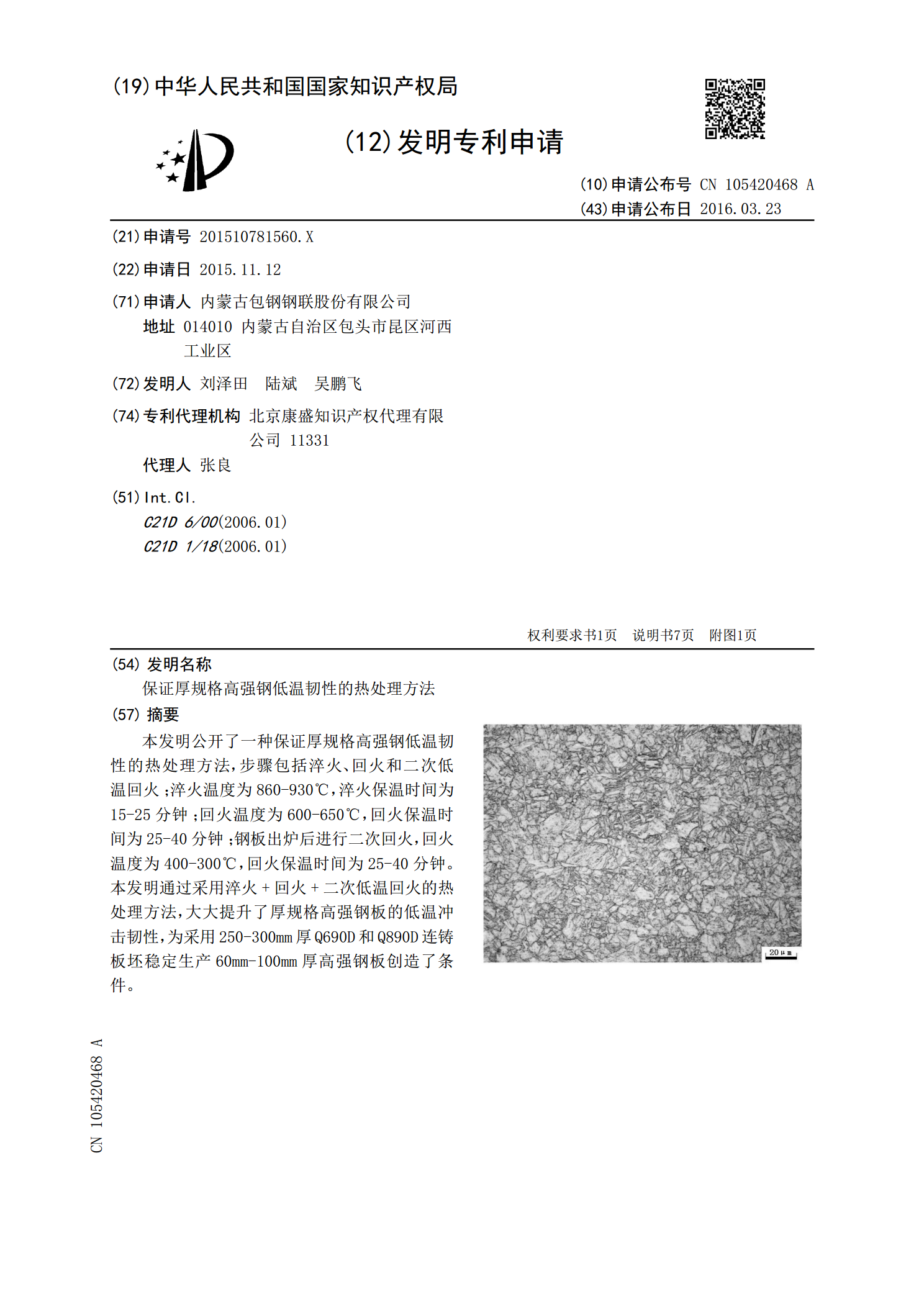
本发明公开了一种保证厚规格高强钢低温韧性的热处理方法,步骤包括淬火、回火和二次低温回火;淬火温度为860-930℃,淬火保温时间为15-25分钟;回火温度为600-650℃,回火保温时间为25-40分钟;钢板出炉后进行二次回火,回火温度为400-300℃,回火保温时间为25-40分钟。本发明通过采用淬火+回火+二次低温回火的热处理方法,大大提升了厚规格高强钢板的低温冲击韧性,为采用250-300mm厚Q690D和Q890D连铸板坯稳定生产60mm-100mm厚高强钢板创造了条件。

一种改善厚规格耐候钢低温冲击韧性的热处理方法.pdf
本发明公开了一种改善厚规格耐候钢低温冲击韧性的热处理方法,其特征是:热处理工序包括淬火和高温回火;淬火加热温度880±10℃,保温时间10分,淬火后钢板温度≤30℃。钢板回火温度620±10℃,保温时间40分,出炉后空冷。本发明的目的是提供一种改善厚规格耐候钢板低温冲击韧性的热处理方法,显著提高了厚规格耐候钢板低温冲击功,将厚度大于60mm耐候钢板的低温冲击功稳定控制在200J以上,显著提升厚规格耐候钢的合格率,降低生产成本,给企业降低损失。

一种厚规格高强钢卷取样装置及取样方法.pdf
本发明提供了一种厚规格高强钢卷取样装置及取样方法,包括升降机构、压辊机构A、压辊机构B、托辊机构、取样机构、收集机构和钢卷:所述升降机构包括鞍座,所述鞍座的上端设置有带槽,下端连接有导向柱和升降液压缸,所述带槽上放置钢卷;所述压辊机构A包括机架,所述机架的一端连接有摆杆,另一端连接有压辊液压缸的一端,所述摆杆上连接有压辊A,所述压辊液压缸的另一端与摆杆铰接连接;所述压辊机构B包括压紧液压缸A、杆A、杆B和压紧臂A,所述压紧液压缸A、杆A、杆B和压紧臂A相互连接形成一个四边形结构。取样方便快捷,提高工作效率
一种提高稀土高强钢冲击韧性的工艺.pdf
本发明公开了一种提高稀土高强钢冲击韧性的工艺,包括如下步骤:KR脱硫扒渣→转炉冶炼→LF精炼→RH精炼及稀土处理→连铸→加热→轧制→加速冷却→热处理。本发明针对稀土存在下对低合金高强钢微观组织结构的影响,研究得到稀土铈Ce可以改善夹杂物的形态和净化晶界,提高晶界的强度,减少裂纹通过缺陷的贯通而扩展的可能,从而提高冲击韧性,也可以细化奥氏体晶界从而改善冲击韧性,同时添加稀土铈Ce能够使钢的韧脆转变温度降低10℃左右。