
消除冷轧铝卷边部白斑缺陷的方法.pdf

景福****90

1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除冷轧铝卷边部白斑缺陷的方法.pdf
本发明公开了一种消除冷轧铝卷边部白斑缺陷的方法,涉及铝合金热处理技术领域,它包括以下步骤:在铝卷推进退火炉前,将所述铝卷两端面层与层之间的缝隙进行满焊焊接,通过焊缝将所述铝卷的层间缝隙与外界空气隔绝,然后将所述铝卷套装于一钢套筒外,将所述铝卷连同所述钢套筒一起进行完全退火。本发明与现有技术相比,可以解决现有铝卷在完全退火过程中边部出现白斑缺陷的问题。
冷轧铝卷边部退火白斑的消除方法.pdf
本发明公开了一种冷轧铝卷边部退火白斑的消除方法,涉及铝合金热处理技术领域,它包括以下步骤:A、完全退火时,将铝卷推进退火炉后,向退火炉充高纯惰性气体,所述惰性气体浓度达90~98%;B、退火开始升温,料温升至200℃~240℃时,保温6h~15h,控制退火前的卷取张应力在25MPa以上;C、保温结束后,充高纯氩气至炉内所述惰性气体浓度达到98%~100%;D、升温至完全退火目标温度,保温,随炉冷却至200℃以下出炉。本发明与现有技术相比,可以解决现有铝卷在完全退火过程中边部出现白斑缺陷的问题。
消除冷轧铝卷边部退火白斑的方法.pdf
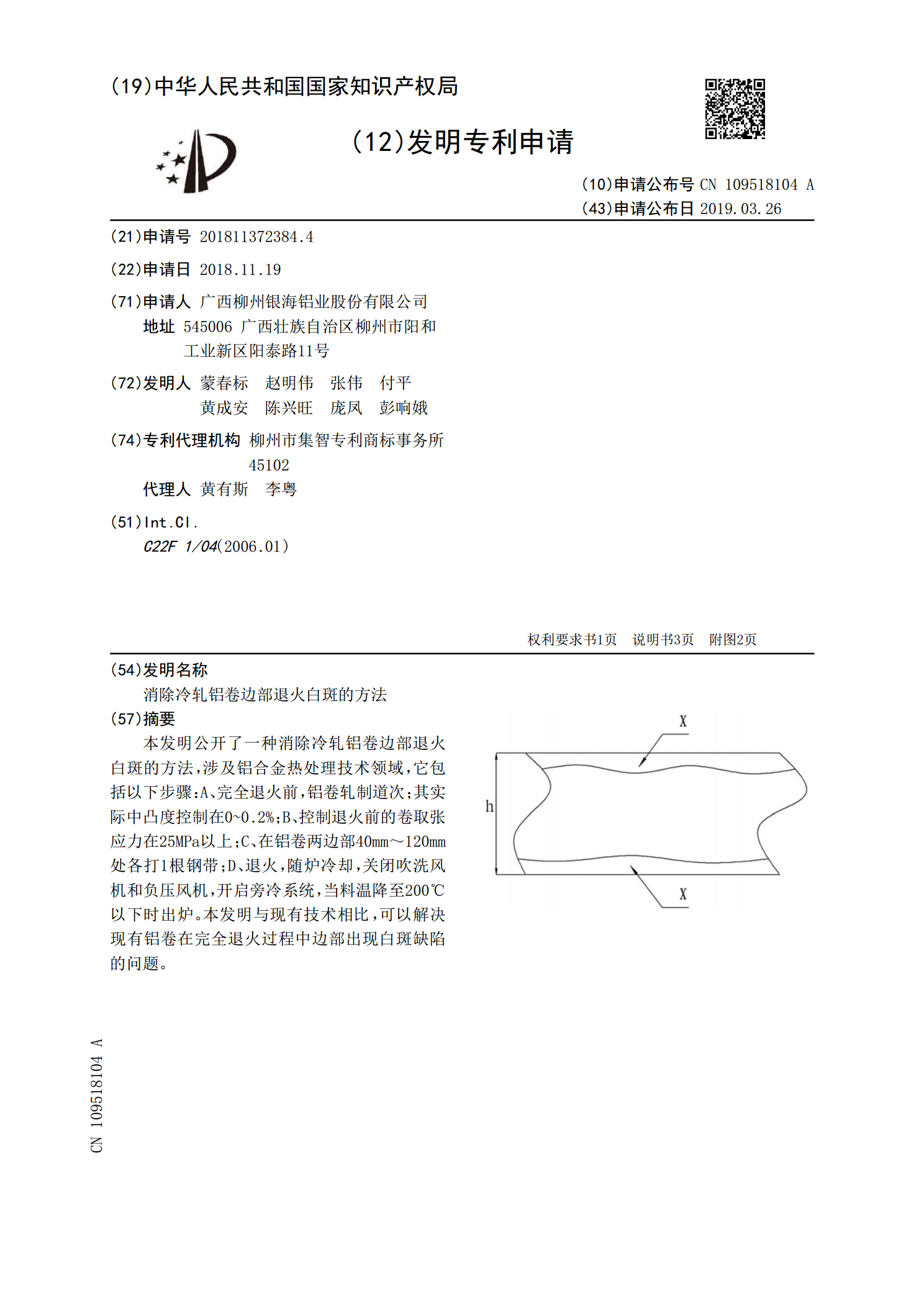
本发明公开了一种消除冷轧铝卷边部退火白斑的方法,涉及铝合金热处理技术领域,它包括以下步骤:A、完全退火前,铝卷轧制道次;其实际中凸度控制在0~0.2%;B、控制退火前的卷取张应力在25MPa以上;C、在铝卷两边部40mm~120mm处各打1根钢带;D、退火,随炉冷却,关闭吹洗风机和负压风机,开启旁冷系统,当料温降至200℃以下时出炉。本发明与现有技术相比,可以解决现有铝卷在完全退火过程中边部出现白斑缺陷的问题。
消除冷轧铝卷退火起皱缺陷的方法.pdf
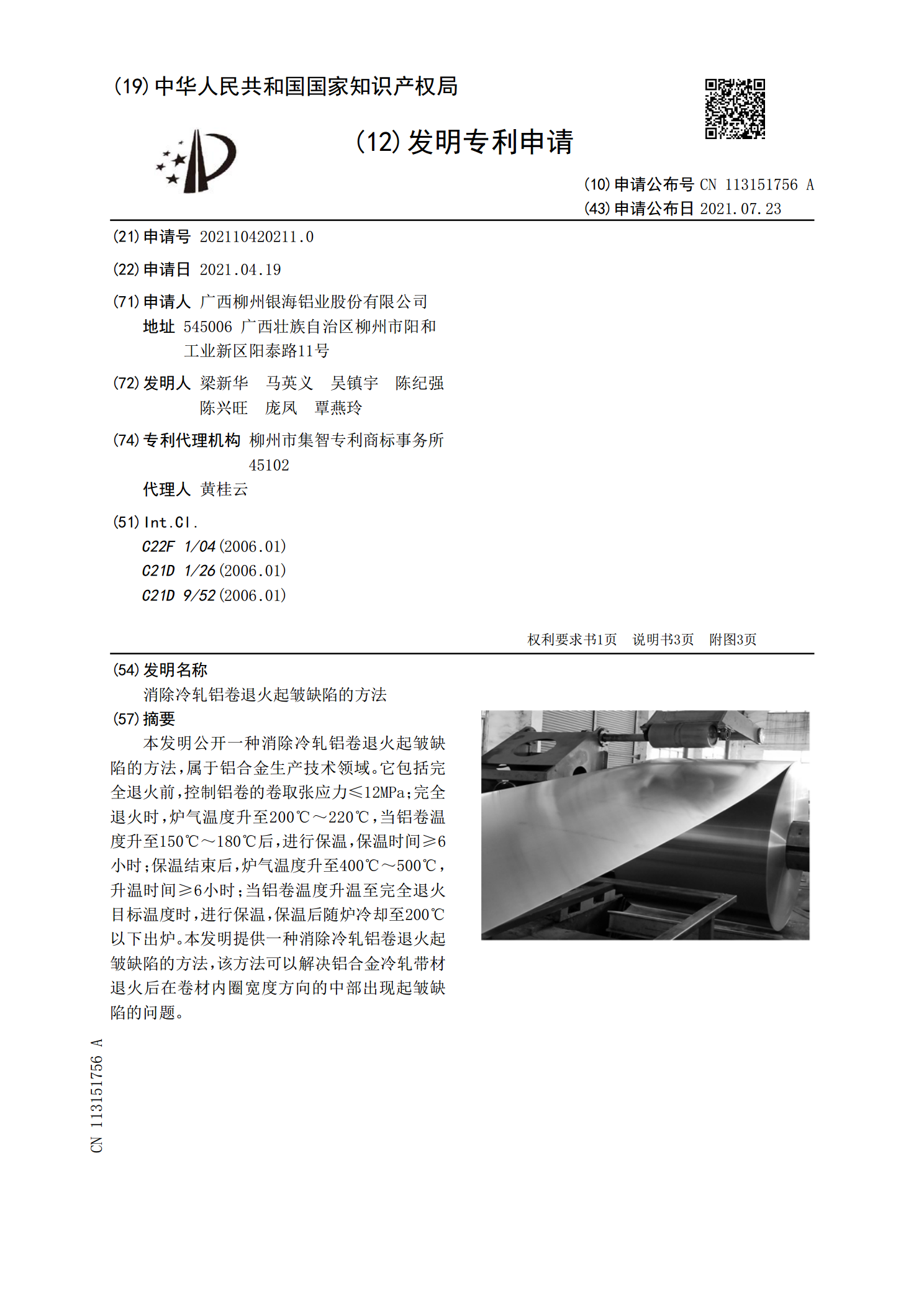
本发明公开一种消除冷轧铝卷退火起皱缺陷的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝卷的卷取张应力≤12MPa;完全退火时,炉气温度升至200℃~220℃,当铝卷温度升至150℃~180℃后,进行保温,保温时间≥6小时;保温结束后,炉气温度升至400℃~500℃,升温时间≥6小时;当铝卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除冷轧铝卷退火起皱缺陷的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。
热轧低碳钢边部线状缺陷的消除方法.pdf
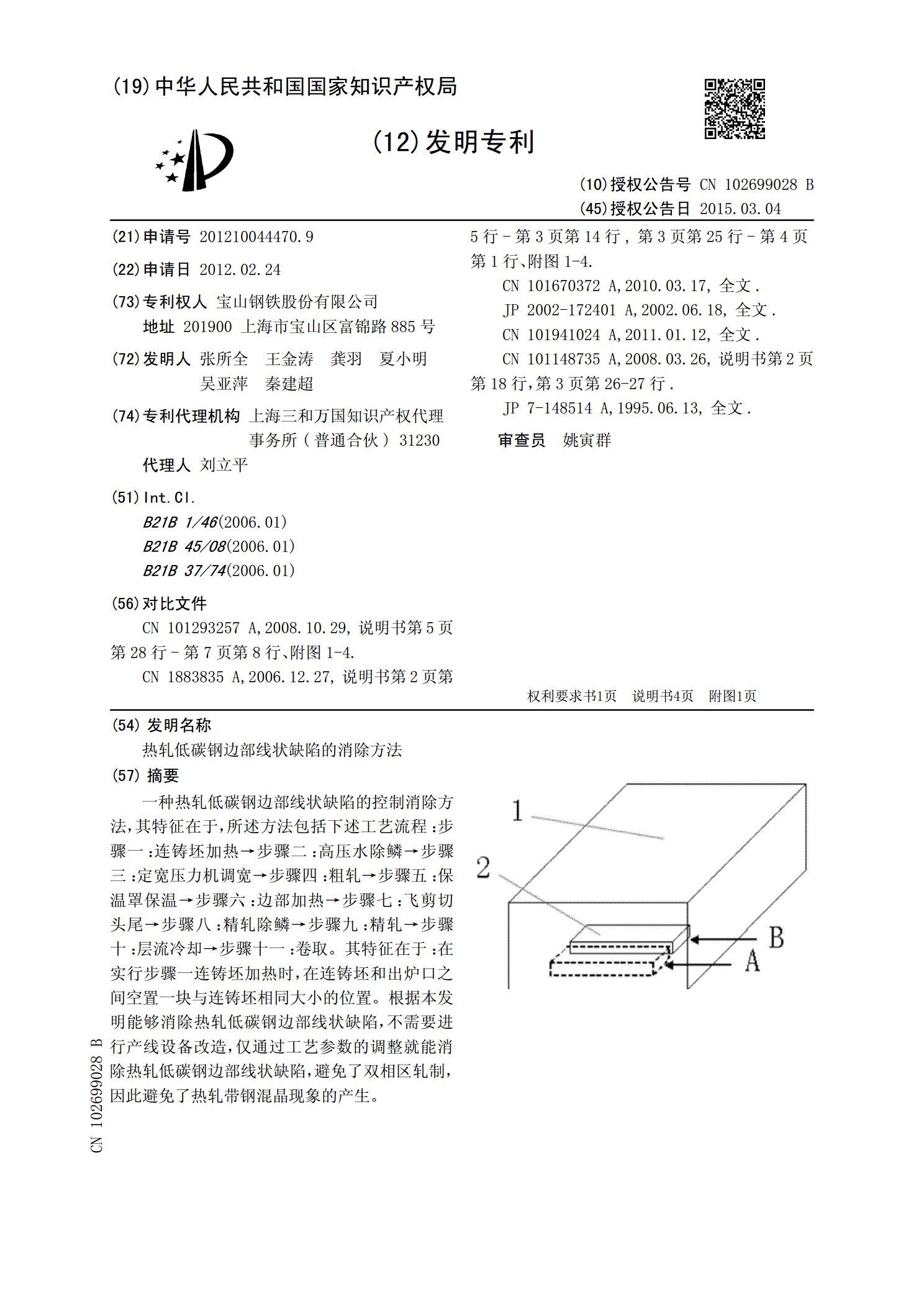
一种热轧低碳钢边部线状缺陷的控制消除方法,其特征在于,所述方法包括下述工艺流程:步骤一:连铸坯加热→步骤二:高压水除鳞→步骤三:定宽压力机调宽→步骤四:粗轧→步骤五:保温罩保温→步骤六:边部加热→步骤七:飞剪切头尾→步骤八:精轧除鳞→步骤九:精轧→步骤十:层流冷却→步骤十一:卷取。其特征在于:在实行步骤一连铸坯加热时,在连铸坯和出炉口之间空置一块与连铸坯相同大小的位置。根据本发明能够消除热轧低碳钢边部线状缺陷,不需要进行产线设备改造,仅通过工艺参数的调整就能消除热轧低碳钢边部线状缺陷,避免了双相区轧制,因