
一种新型半高速钢冷轧中间辊及其制备方法.pdf

Jo****34

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型半高速钢冷轧中间辊及其制备方法.pdf
本发明公开了一种新型半高速钢冷轧中间辊及其制备方法,该轧辊的化学成分按质量百分比组成如下:0.60‑0.75%的C;0.80‑1.0%的Si;0.20‑0.40%的Mn;6.5‑7.5%的Cr;0.2‑0.5%Ni的;0.60‑0.80%的Mo;0.80‑1.0%的V;S、P均≤0.015%;其余为Fe和不可避免杂质。该方法的流程为:电炉冶炼→炉外精炼→真空除气→浇铸电极棒→电渣重熔→钢坯→高温扩散退火→锻造→球化退火→超声波探伤→冷轧辊坯→粗加工→调质热处理→半精加工→精磨辊身→超声波探伤→感应淬火→冷
高速钢夹送辊及其制备方法.pdf
高速钢夹送辊及其制备方法,属于轧钢技术领域。高速钢夹送辊包括高速钢辊套以及中碳低合金辊芯两部分,先采用中频感应电炉熔炼高速钢,具体投入的原料为废钢、增碳剂、钨铁、镍铁、钼铁和铬铁,钢水熔化后升温至1523‑1536℃,依次加入硅铁和金属铝,继续升温至1548‑1561℃,依次加入钒铁和硼铁,钢水经炉外变质处理后,在离心铸造机上浇注成高速钢辊套毛坯,经机械加工和硬化热处理后,将高速钢辊套和中碳低合金辊芯通过热装复合成一体,获得性能优异,使用效果良好的高速钢夹送辊。
冷轧高强汽车板专用高速钢组合辊及其制造方法.pdf
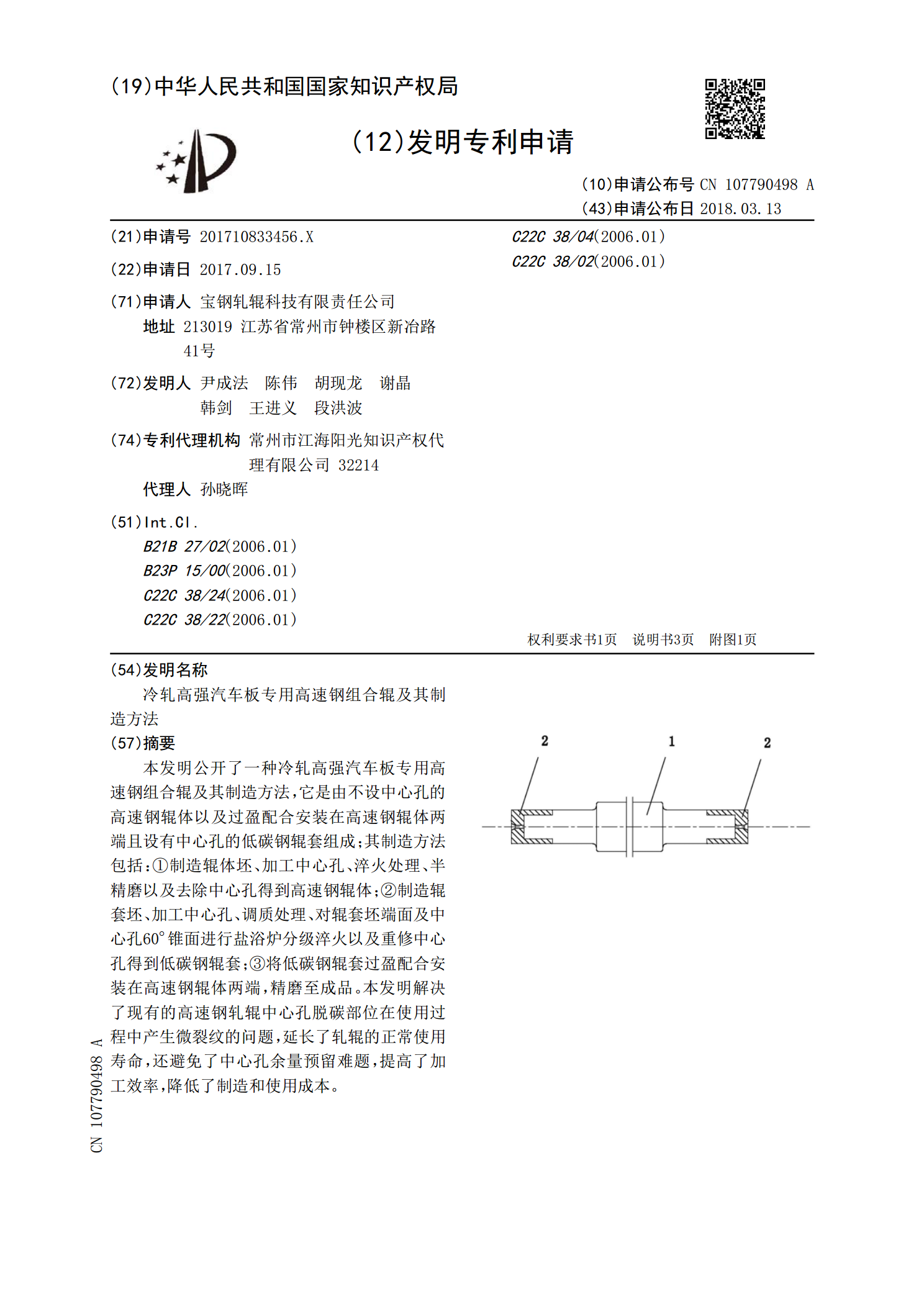
本发明公开了一种冷轧高强汽车板专用高速钢组合辊及其制造方法,它是由不设中心孔的高速钢辊体以及过盈配合安装在高速钢辊体两端且设有中心孔的低碳钢辊套组成;其制造方法包括:①制造辊体坯、加工中心孔、淬火处理、半精磨以及去除中心孔得到高速钢辊体;②制造辊套坯、加工中心孔、调质处理、对辊套坯端面及中心孔60°锥面进行盐浴炉分级淬火以及重修中心孔得到低碳钢辊套;③将低碳钢辊套过盈配合安装在高速钢辊体两端,精磨至成品。本发明解决了现有的高速钢轧辊中心孔脱碳部位在使用过程中产生微裂纹的问题,延长了轧辊的正常使用寿命,还避
加硼高速钢辊环及其制备方法.pdf
一种加硼高速钢辊环及其制备方法,属于钢铁生产技术领域。采用中频感应电炉熔炼钢水,先在中频感应电炉内,以废钢、铬铁、钼铁和钨铁为原料,混合加热熔炼成高速钢钢水,钢水熔清后,依次加入硅铁、锰铁和金属铝,并将炉内高速钢钢水的主要化学成分控制在6.07‑6.26%Cr,8.61‑8.84%W,2.02‑2.29%Mo,0.27‑0.38%Al,余量Fe,然后加入钛铁和硼铁,全部熔化后在离心机上浇注成辊环,经淬火和回火后,辊环硬度高,耐磨性好,推广使用具有良好的效果。

一种半导电橡胶辊及其制备方法.pdf
本发明涉及一种橡胶辊,具体涉及一种半导电橡胶辊及其制备方法,该半导电橡胶辊包括金属芯和空心胶管,所述空心胶管按重量份数计,包括以下组分:橡胶100份、炭黑40‑60份、交联敏化剂0.5‑6份、软化油20‑50份、润滑剂5‑10份、吸酸剂1‑5份和填料15‑30份;所述橡胶由氯醚橡胶、丁腈橡胶和二烯类橡胶混合而成,所述二烯类橡胶为顺丁橡胶和/或丁苯橡胶。本发明组分中不含有小分子硫化活性剂、助剂、增塑剂等;同时,采用电子束辐照交联的方式制备胶辊,彻底解决了小分子硫化助剂等析出污染导致的打印品成像不良的问题,提