
冷轧高强汽车板专用高速钢组合辊及其制造方法.pdf

是你****韵呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冷轧高强汽车板专用高速钢组合辊及其制造方法.pdf
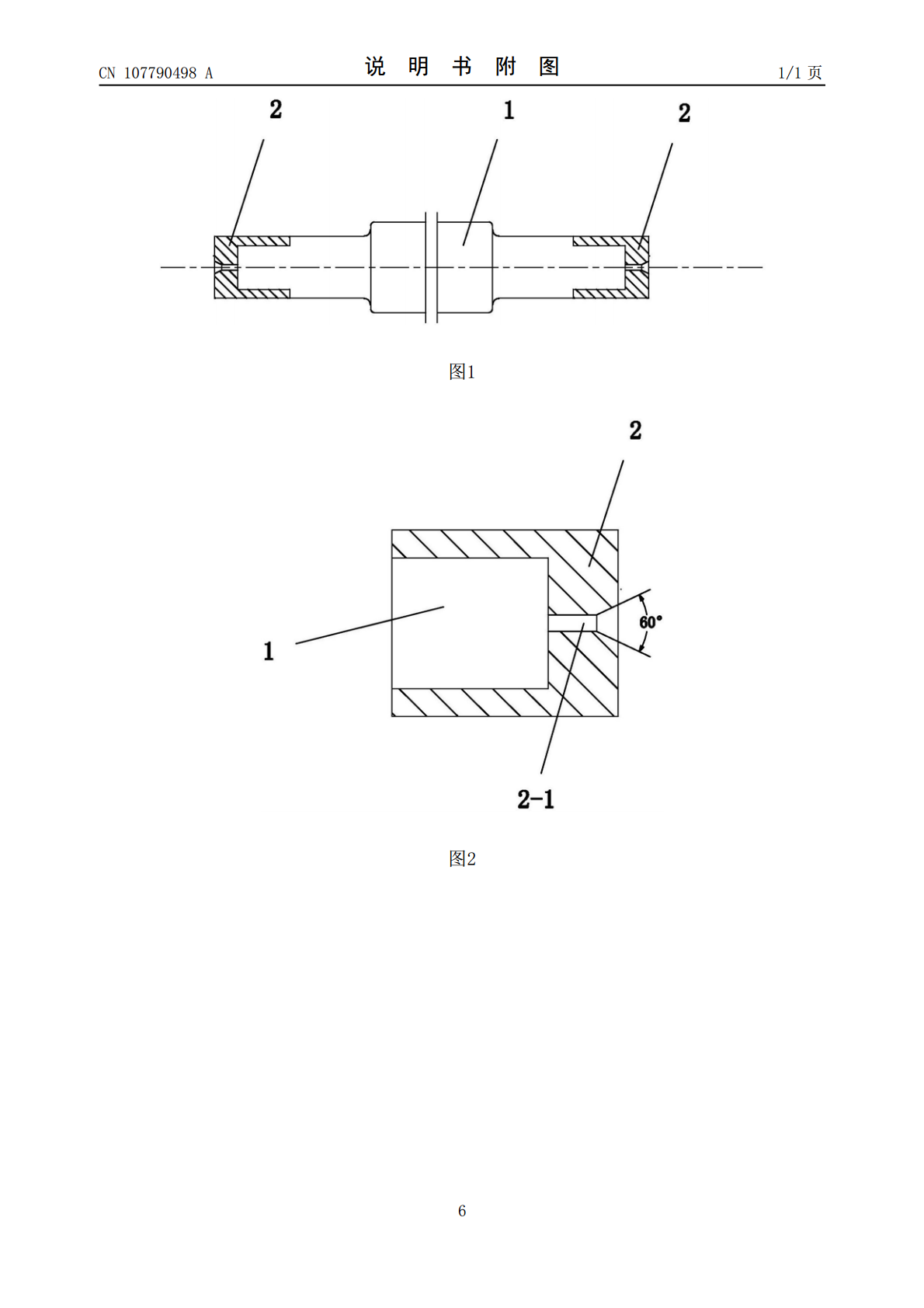
本发明公开了一种冷轧高强汽车板专用高速钢组合辊及其制造方法,它是由不设中心孔的高速钢辊体以及过盈配合安装在高速钢辊体两端且设有中心孔的低碳钢辊套组成;其制造方法包括:①制造辊体坯、加工中心孔、淬火处理、半精磨以及去除中心孔得到高速钢辊体;②制造辊套坯、加工中心孔、调质处理、对辊套坯端面及中心孔60°锥面进行盐浴炉分级淬火以及重修中心孔得到低碳钢辊套;③将低碳钢辊套过盈配合安装在高速钢辊体两端,精磨至成品。本发明解决了现有的高速钢轧辊中心孔脱碳部位在使用过程中产生微裂纹的问题,延长了轧辊的正常使用寿命,还避
冷轧高强汽车板专用高速钢轧辊及其制造方法.pdf
本发明公开了一种冷轧高强汽车板专用高速钢轧辊,其化学成分及重量百分比如下:碳0.80~0.90%;硅0.20~0.45%;锰0.15~0.40%;铬3.55~3.70%;钼4.25~4.40%;钒1.50~1.70%;钨5.30~5.45%;磷≤0.030%;硫≤0.030%;其余为铁和不可避免的杂质。该冷轧高强汽车板专用高速钢轧辊的制造方法包括按照化学成分及重量百分比冶炼和锻造辊坯、预备热处理以及最终热处理;所述最终热处理包括采用保护气氛炉通过亚温淬火+油冷以及两次回火处理。本发明的高速钢轧辊整体硬度≥
一种用于高强钢轧制的冷轧工作辊用钢,冷轧 工作辊及其制造方法.pdf
本发明公开了一种用于高强钢轧制的冷轧工作辊用钢,冷轧工作辊及其制造方法。所述冷轧工作辊材质的化学组分及含量为:C:0.6~0.8wt%;Si:0.6~1.5wt%;Mn:0.6~1.5wt%;Cr:4.0~6.0wt%;Mo:0.5~2.0wt%;V:0.5~1.0wt%;P≤0.020wt%;S≤0.015wt%;其余为Fe和不可避免的杂质。其制造工艺流程包括:电炉冶炼→炉外精炼→真空脱气→浇注电极棒→电渣重溶→铸锭→锻造→预备热处理→粗加工→调质热处理→半精加工→最终热处理→精加工→成品。本发明的新型

高强度冷轧钢板及其制造方法.pdf
本发明的高强度冷轧钢板具有规定的化学组成,距离表面为板厚的1/4的位置处的组织以体积率计包含70.0%以上的回火马氏体、超过3.0%且低于10.0%的残留奥氏体、合计为25.0%以下的铁素体及贝氏体和5.0%以下的马氏体,距离上述表面为25μm的位置处的组织以体积率计包含合计为70%以上的铁素体及贝氏体和合计为30%以下的马氏体及回火马氏体,在距离上述表面为25μm的位置处,上述马氏体及上述回火马氏体的平均粒径为5.0μm以下,所述高强度冷轧钢板的抗拉强度为1310MPa以上,均匀伸长率为5.0%以上,9

高强度冷轧钢板及其制造方法.pdf
本发明提供消除现有技术的问题点、兼具多种特性(屈服比、强度、伸长率、扩孔性、耐延迟断裂特性)的高强度冷轧钢板及其制造方法。所述高强度冷轧钢板的特征在于,具有特定的成分组成,具有如下微观组织,上述微观组织是一种复合组织,其含有以体积分率计10~25%的平均晶体粒径为2μm以下的铁素体、以体积分率计5~20%的残留奥氏体、以体积分率计5%~15%以下的平均晶体粒径为2μm以下的马氏体,剩余部分包含平均晶体粒径5μm以下的贝氏体和回火马氏体,铁素体以外的硬质相的体积分率(V1)与回火马氏体的体积分率(V2)的关