
一种花键轴叉热处理工艺.pdf

书生****12


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种花键轴叉热处理工艺.pdf
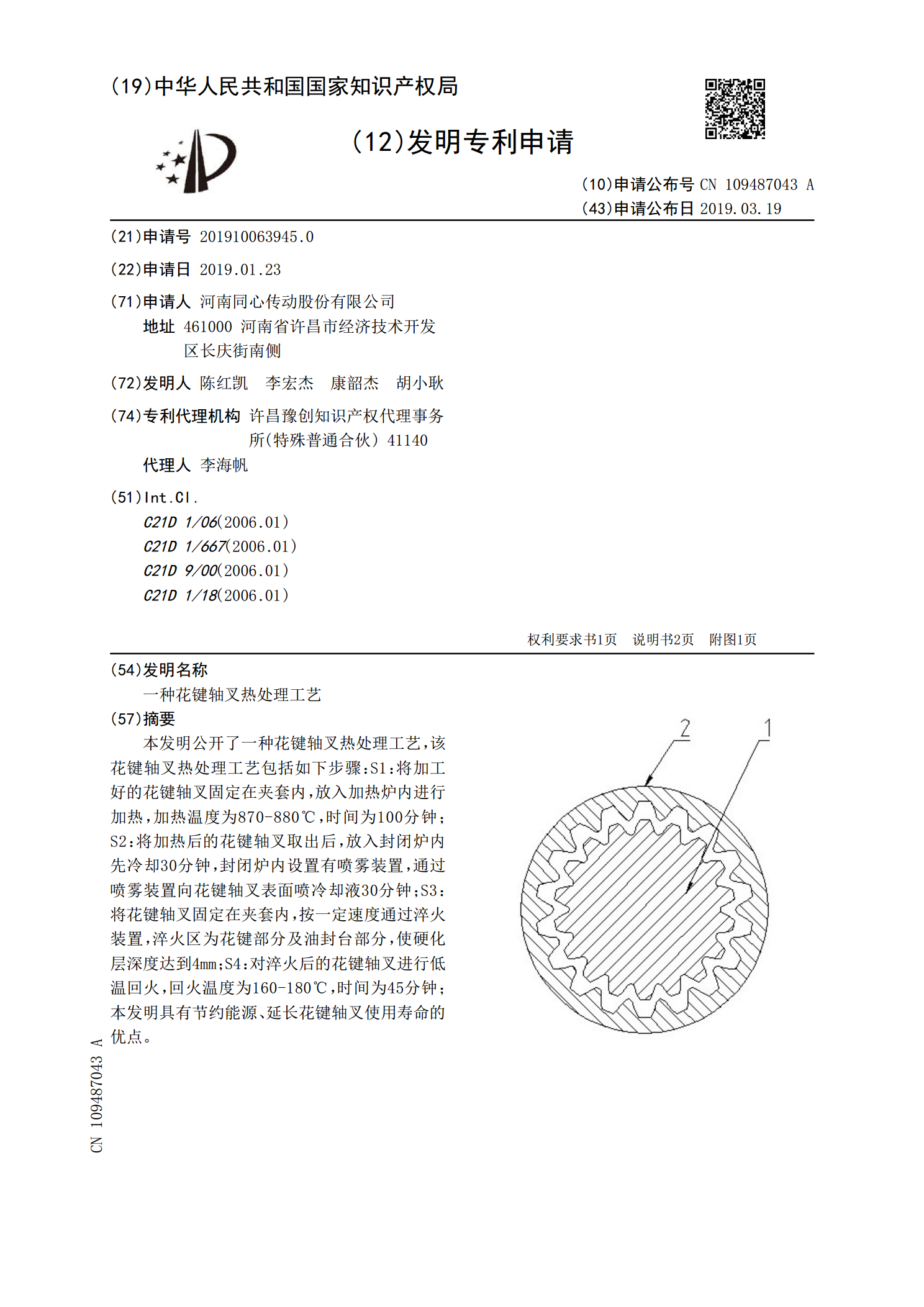
本发明公开了一种花键轴叉热处理工艺,该花键轴叉热处理工艺包括如下步骤:S1:将加工好的花键轴叉固定在夹套内,放入加热炉内进行加热,加热温度为870‑880℃,时间为100分钟;S2:将加热后的花键轴叉取出后,放入封闭炉内先冷却30分钟,封闭炉内设置有喷雾装置,通过喷雾装置向花键轴叉表面喷冷却液30分钟;S3:将花键轴叉固定在夹套内,按一定速度通过淬火装置,淬火区为花键部分及油封台部分,使硬化层深度达到4mm;S4:对淬火后的花键轴叉进行低温回火,回火温度为160‑180℃,时间为45分钟;本发明具有节约能

花键轴叉锻造工艺课程设计.doc
花键轴叉锻造工艺设计姓名:XXX指引老师:郑传林学号:100118024班级:10材料日期:.6.18目录任务书…………………………………………………………………………1一、摘要………………………………………………………………………………3二、零件分析及工艺方案设定………………………………………………………31、零件分析………………………………………………………………………32、拟定工艺方案…………………………………………………………………3三、绘制锻件图…………………………………………………………………
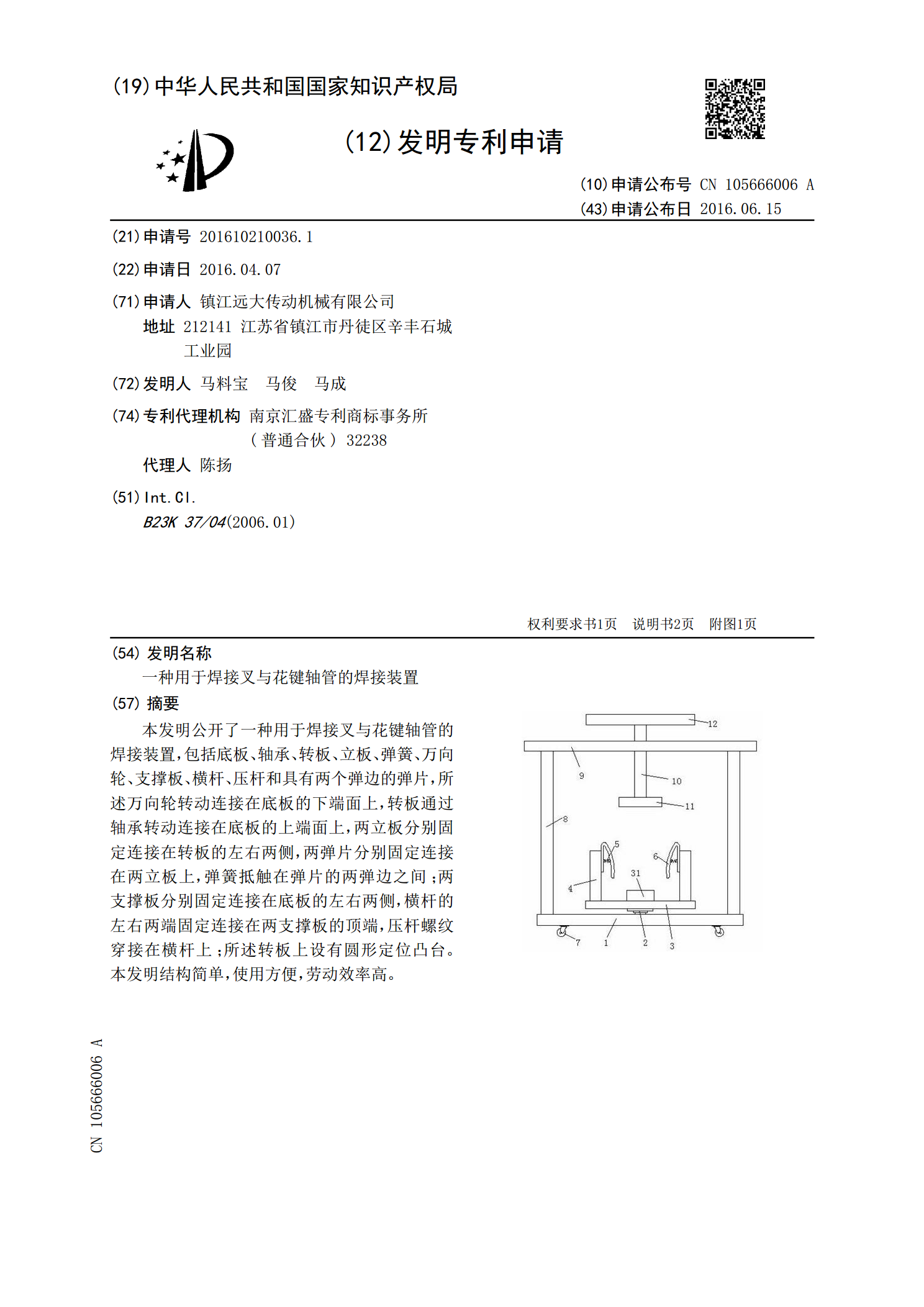
一种用于焊接叉与花键轴管的焊接装置.pdf
本发明公开了一种用于焊接叉与花键轴管的焊接装置,包括底板、轴承、转板、立板、弹簧、万向轮、支撑板、横杆、压杆和具有两个弹边的弹片,所述万向轮转动连接在底板的下端面上,转板通过轴承转动连接在底板的上端面上,两立板分别固定连接在转板的左右两侧,两弹片分别固定连接在两立板上,弹簧抵触在弹片的两弹边之间;两支撑板分别固定连接在底板的左右两侧,横杆的左右两端固定连接在两支撑板的顶端,压杆螺纹穿接在横杆上;所述转板上设有圆形定位凸台。本发明结构简单,使用方便,劳动效率高。
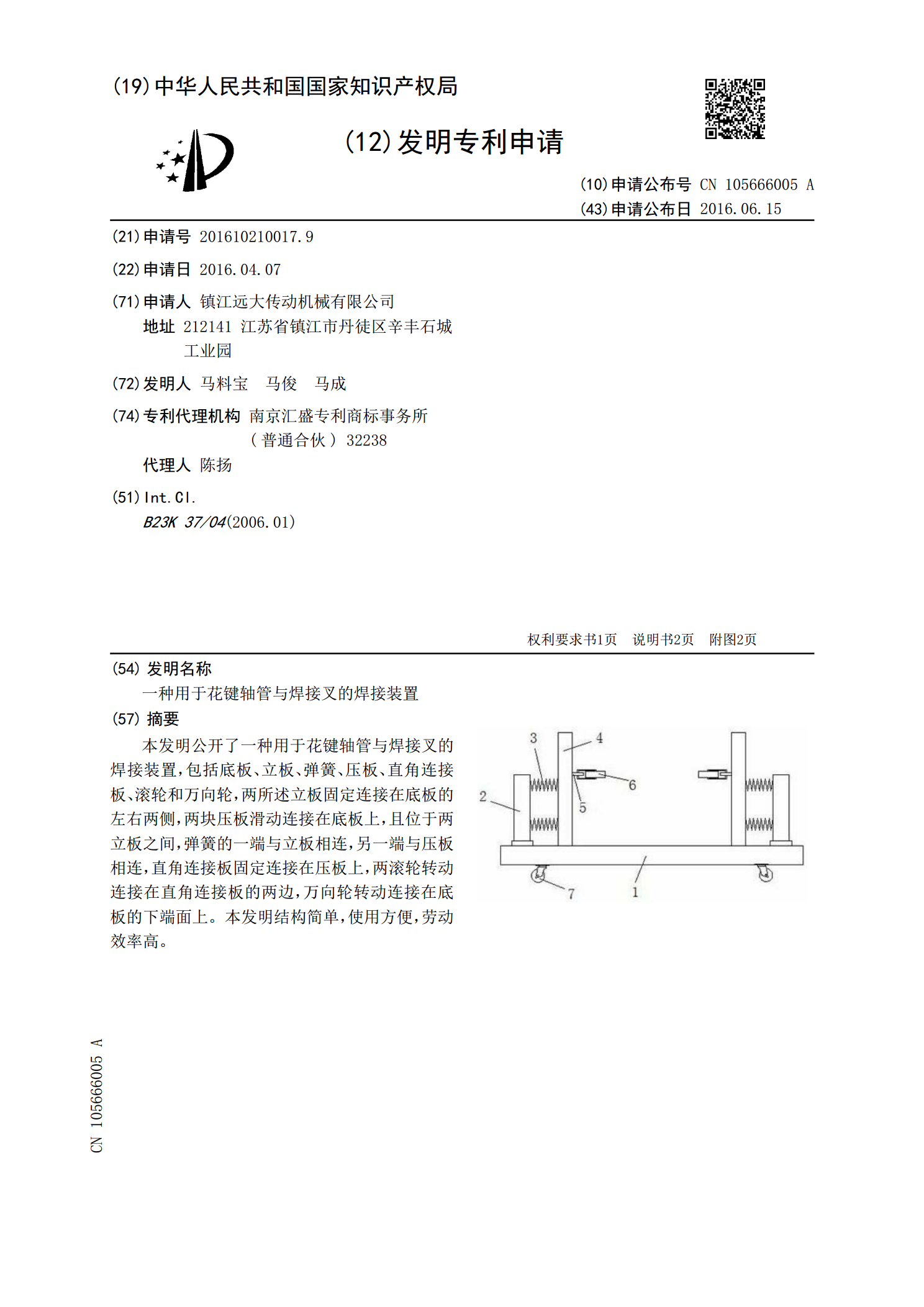
一种用于花键轴管与焊接叉的焊接装置.pdf
本发明公开了一种用于花键轴管与焊接叉的焊接装置,包括底板、立板、弹簧、压板、直角连接板、滚轮和万向轮,两所述立板固定连接在底板的左右两侧,两块压板滑动连接在底板上,且位于两立板之间,弹簧的一端与立板相连,另一端与压板相连,直角连接板固定连接在压板上,两滚轮转动连接在直角连接板的两边,万向轮转动连接在底板的下端面上。本发明结构简单,使用方便,劳动效率高。
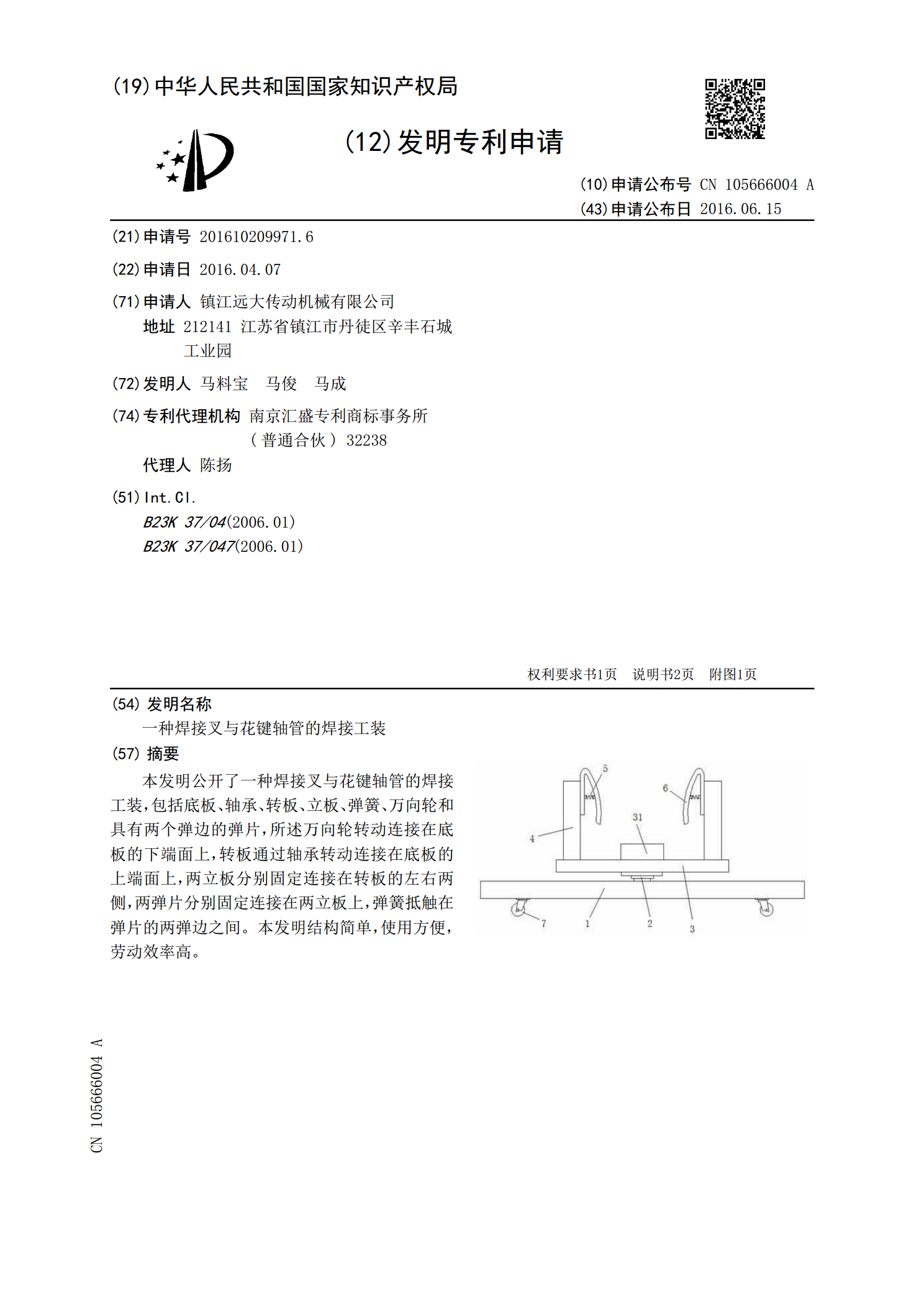
一种焊接叉与花键轴管的焊接工装.pdf
本发明公开了一种焊接叉与花键轴管的焊接工装,包括底板、轴承、转板、立板、弹簧、万向轮和具有两个弹边的弹片,所述万向轮转动连接在底板的下端面上,转板通过轴承转动连接在底板的上端面上,两立板分别固定连接在转板的左右两侧,两弹片分别固定连接在两立板上,弹簧抵触在弹片的两弹边之间。本发明结构简单,使用方便,劳动效率高。