
一种冷镦钢的球化退火方法.pdf

是你****岺呀

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷镦钢的球化退火方法.pdf
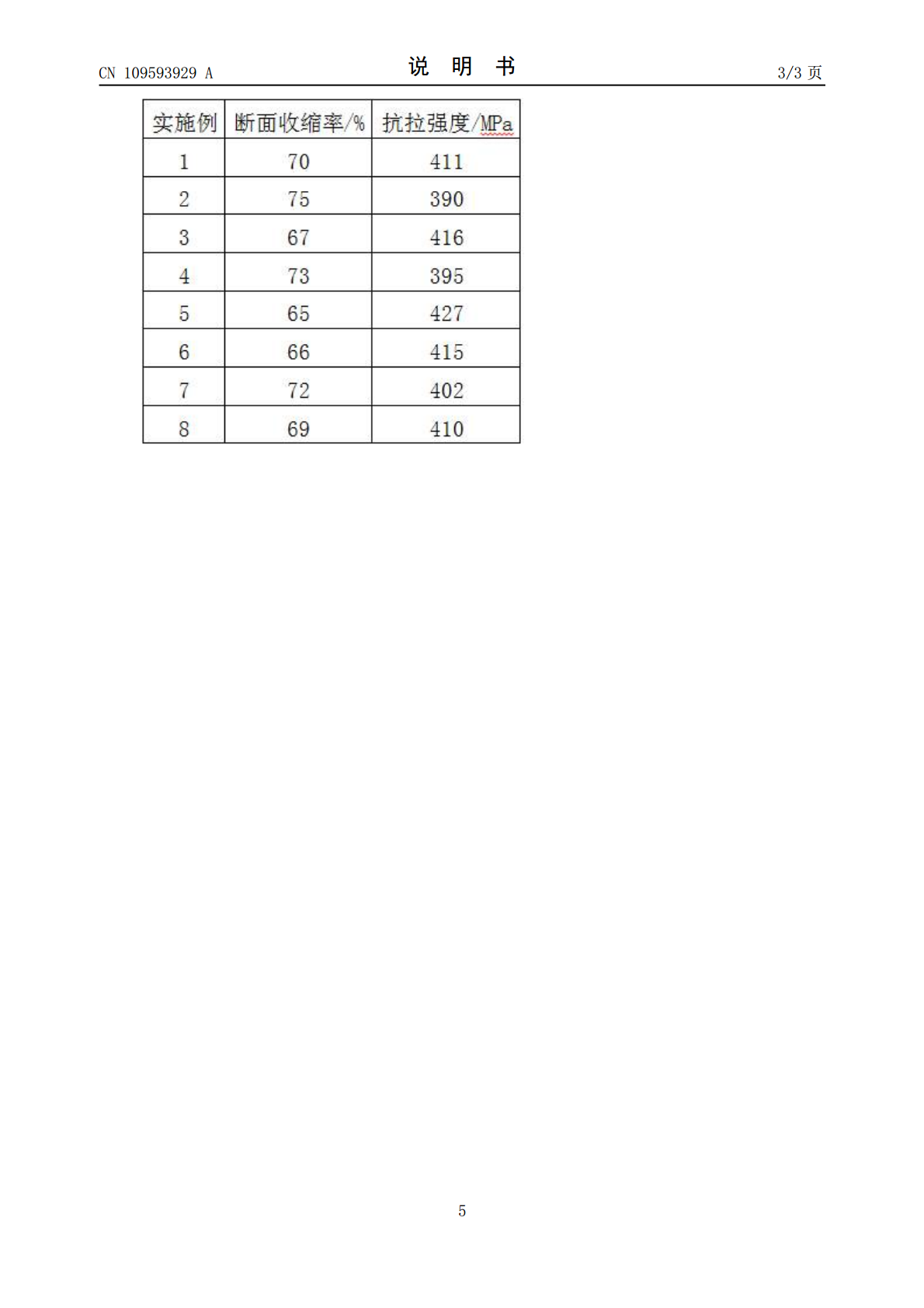
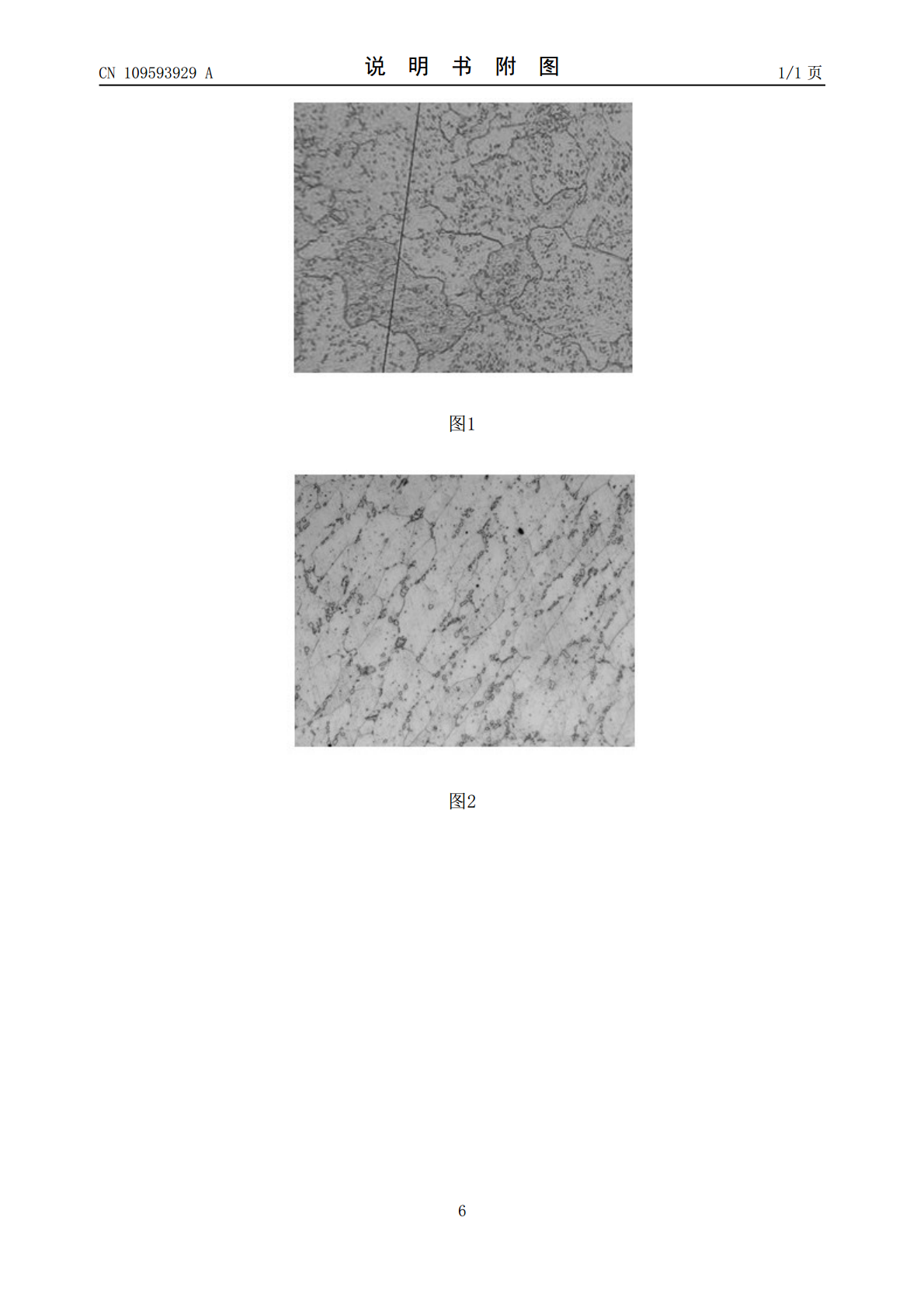
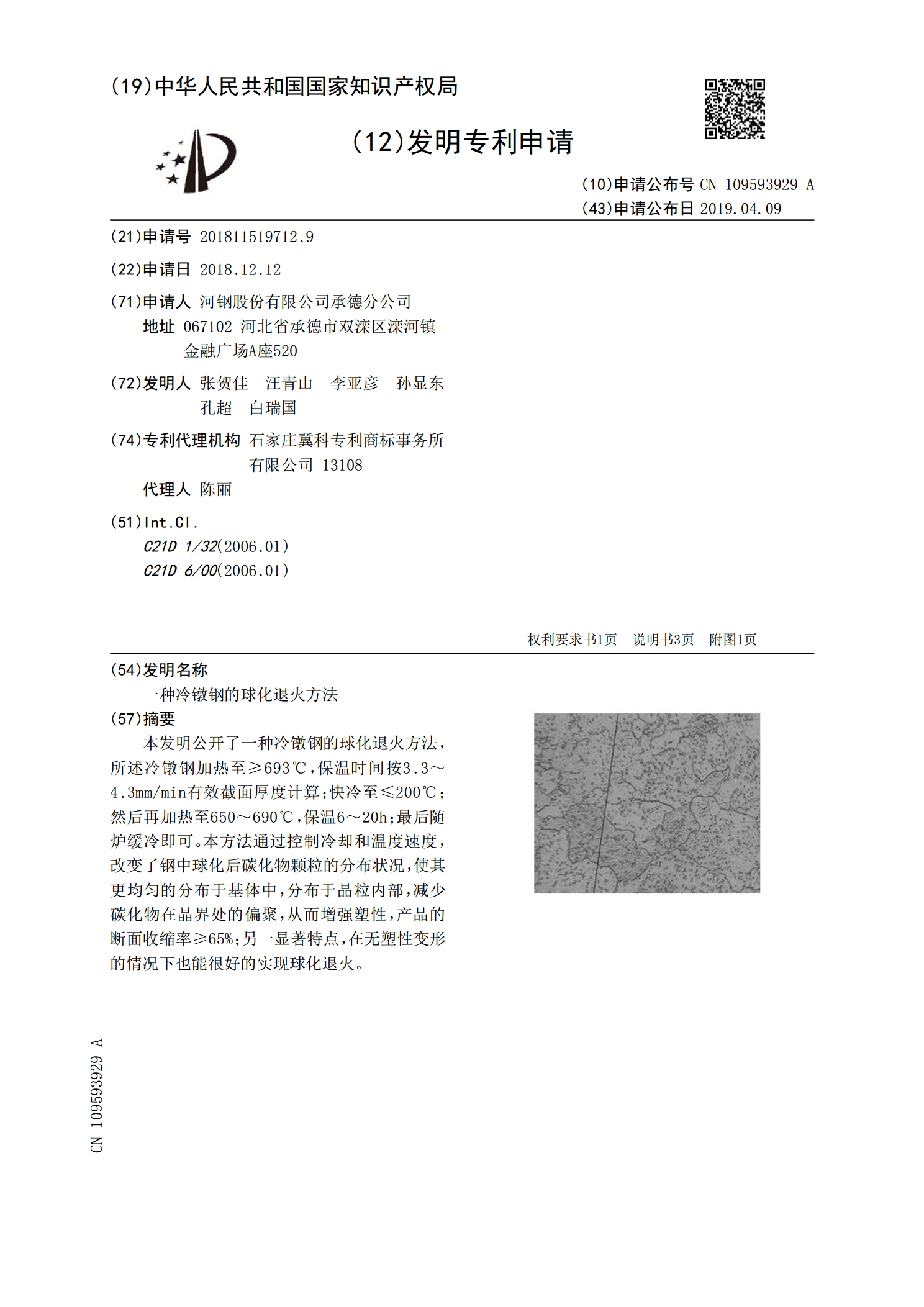
本发明公开了一种冷镦钢的球化退火方法,所述冷镦钢加热至≥693℃,保温时间按3.3~4.3mm/min有效截面厚度计算;快冷至≤200℃;然后再加热至650~690℃,保温6~20h;最后随炉缓冷即可。本方法通过控制冷却和温度速度,改变了钢中球化后碳化物颗粒的分布状况,使其更均匀的分布于基体中,分布于晶粒内部,减少碳化物在晶界处的偏聚,从而增强塑性,产品的断面收缩率≥65%;另一显著特点,在无塑性变形的情况下也能很好的实现球化退火。
一种含B冷镦钢的球化退火方法.pdf
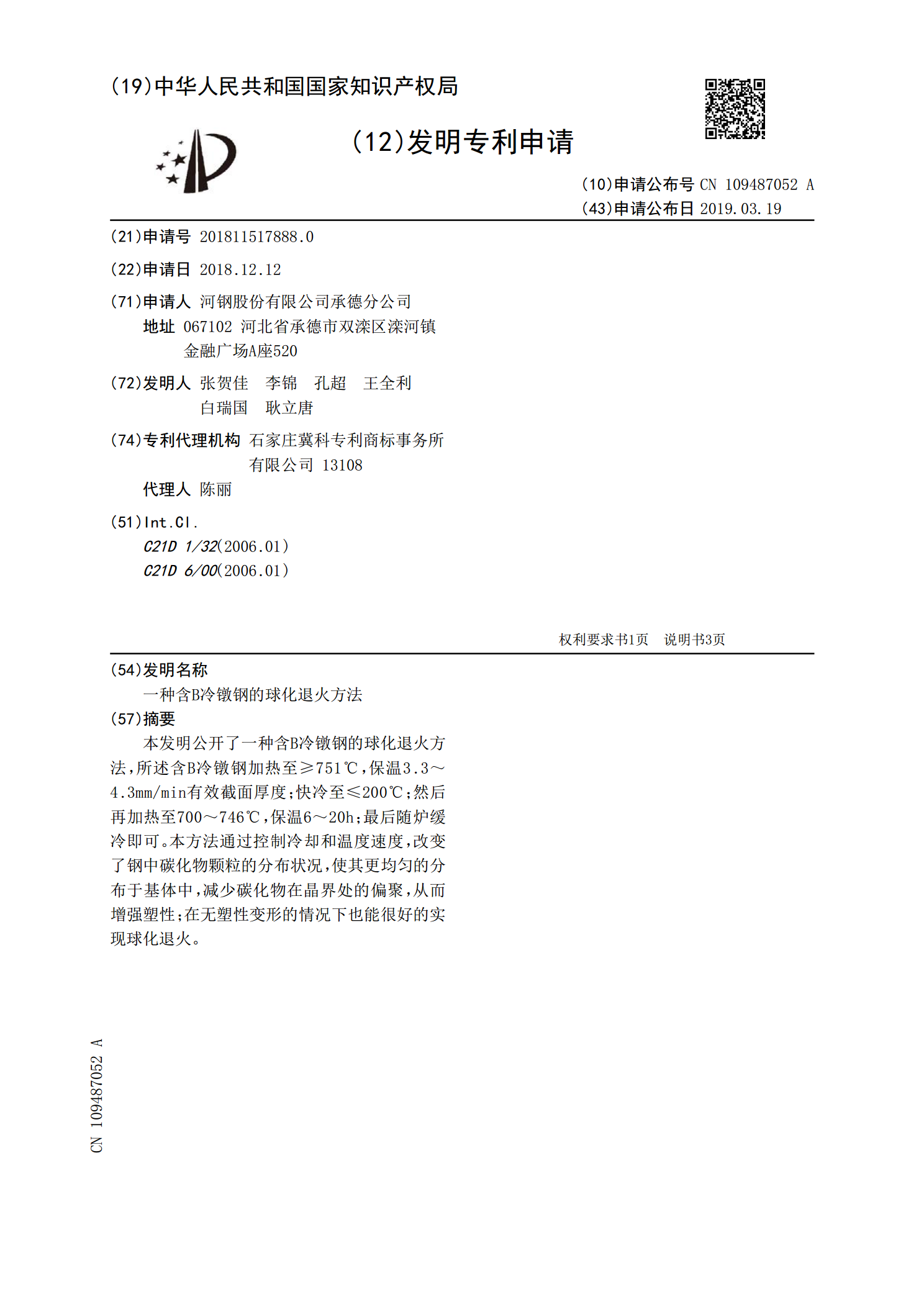
本发明公开了一种含B冷镦钢的球化退火方法,所述含B冷镦钢加热至≥751℃,保温3.3~4.3mm/min有效截面厚度;快冷至≤200℃;然后再加热至700~746℃,保温6~20h;最后随炉缓冷即可。本方法通过控制冷却和温度速度,改变了钢中碳化物颗粒的分布状况,使其更均匀的分布于基体中,减少碳化物在晶界处的偏聚,从而增强塑性;在无塑性变形的情况下也能很好的实现球化退火。
中低碳合金冷镦钢的球化退火方法.pdf
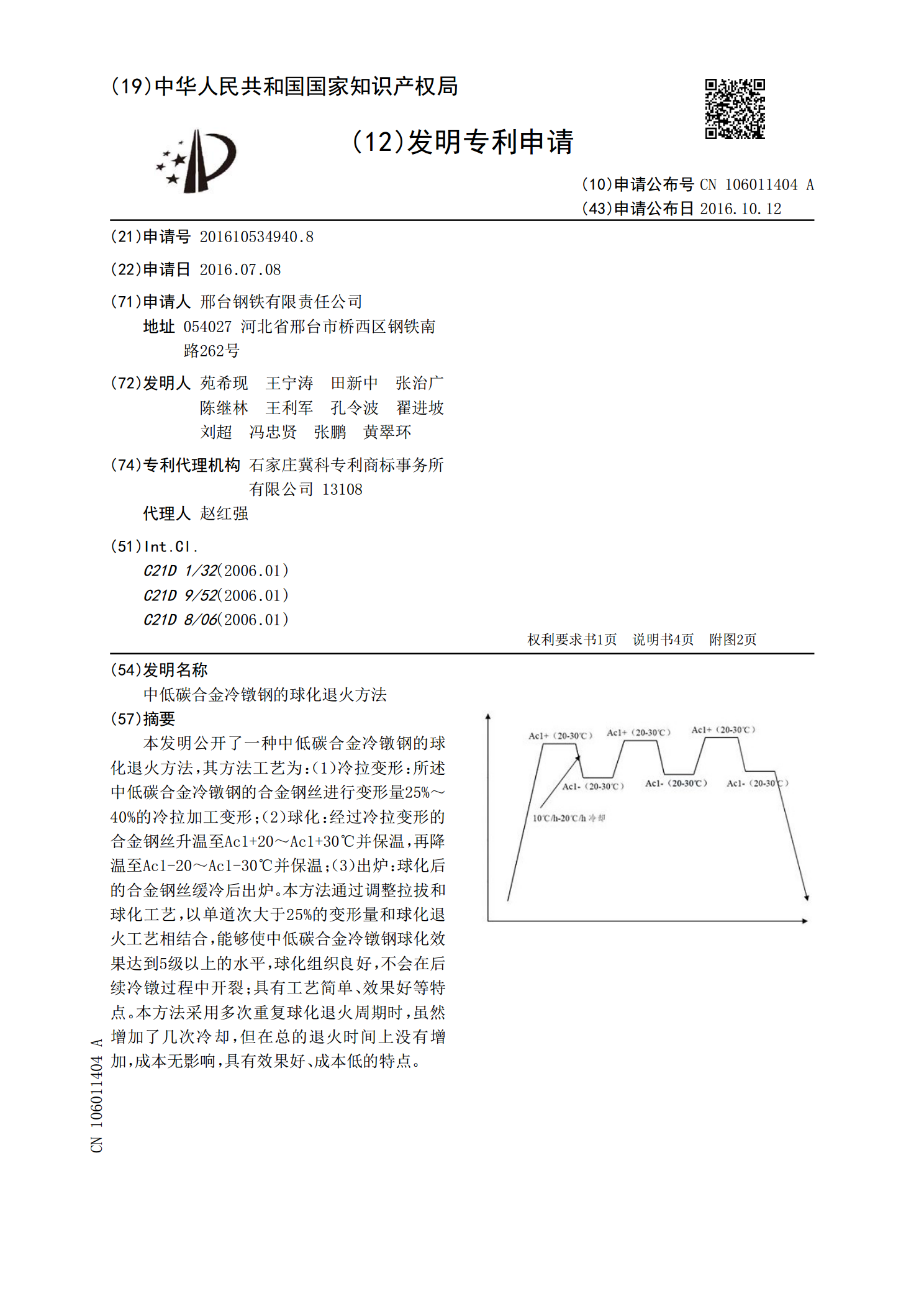
本发明公开了一种中低碳合金冷镦钢的球化退火方法,其方法工艺为:(1)冷拉变形:所述中低碳合金冷镦钢的合金钢丝进行变形量25%~40%的冷拉加工变形;(2)球化:经过冷拉变形的合金钢丝升温至Ac1+20~Ac1+30℃并保温,再降温至Ac1‑20~Ac1‑30℃并保温;(3)出炉:球化后的合金钢丝缓冷后出炉。本方法通过调整拉拔和球化工艺,以单道次大于25%的变形量和球化退火工艺相结合,能够使中低碳合金冷镦钢球化效果达到5级以上的水平,球化组织良好,不会在后续冷镦过程中开裂;具有工艺简单、效果好等特点。本方法
一种中低碳合金冷镦钢的球化退火方法.pdf
本发明涉及一种中低碳合金冷镦钢的球化退火方法,中低碳合金冷镦钢经酸洗、磷化及皂化处理后进行拉拔变形,经冷拉拔的线材进行球化退火处理,将线材加热至700‑720℃,保温6h,再以5‑10℃/h的速率冷却至680℃,然后再以100℃/h的速率冷却至250‑300℃后保温2h,然后球化后的合金钢丝缓冷后出炉。其通过改进球化退火工艺,得到适度粗化的碳化物粒子分布状态,材料强度降低,塑性增加,综合力学性能显著改善。球化退火后的中低碳合金冷镦钢球化组织良好,不会在后续冷镦过程中开裂;具有工艺简单、效果好等特点。通过控
一种免球化退火优质高强冷镦钢的制造方法.pdf
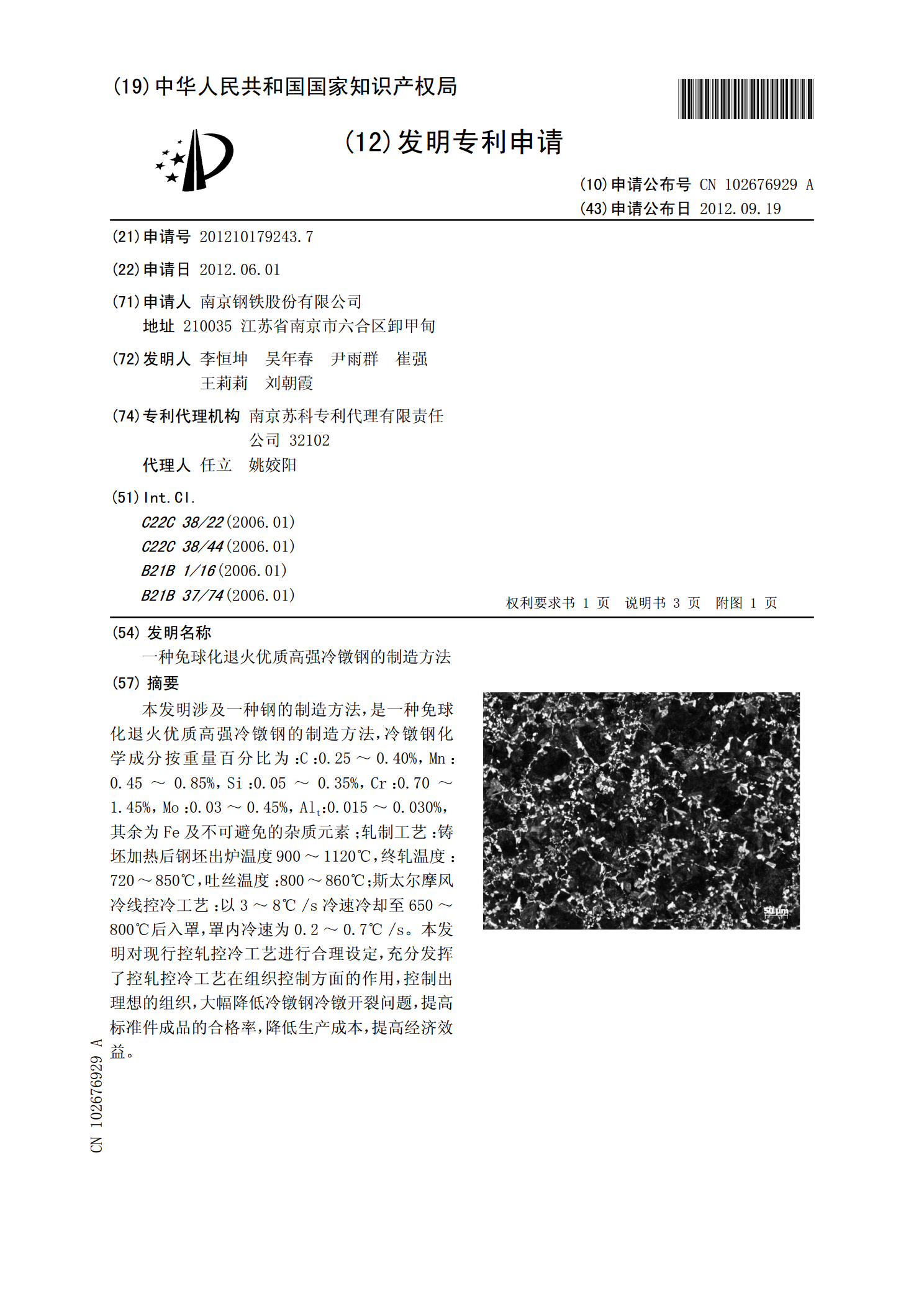
本发明涉及一种钢的制造方法,是一种免球化退火优质高强冷镦钢的制造方法,冷镦钢化学成分按重量百分比为:C:0.25~0.40%,Mn:0.45~0.85%,Si:0.05~0.35%,Cr:0.70~1.45%,Mo:0.03~0.45%,Alt:0.015~0.030%,其余为Fe及不可避免的杂质元素;轧制工艺:铸坯加热后钢坯出炉温度900~1120℃,终轧温度:720~850℃,吐丝温度:800~860℃;斯太尔摩风冷线控冷工艺:以3~8℃/s冷速冷却至650~800℃后入罩,罩内冷速为0.2~0.7℃