
一种钛合金热成型机上热换模方法.pdf

玄静****写意

1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钛合金热成型机上热换模方法.pdf
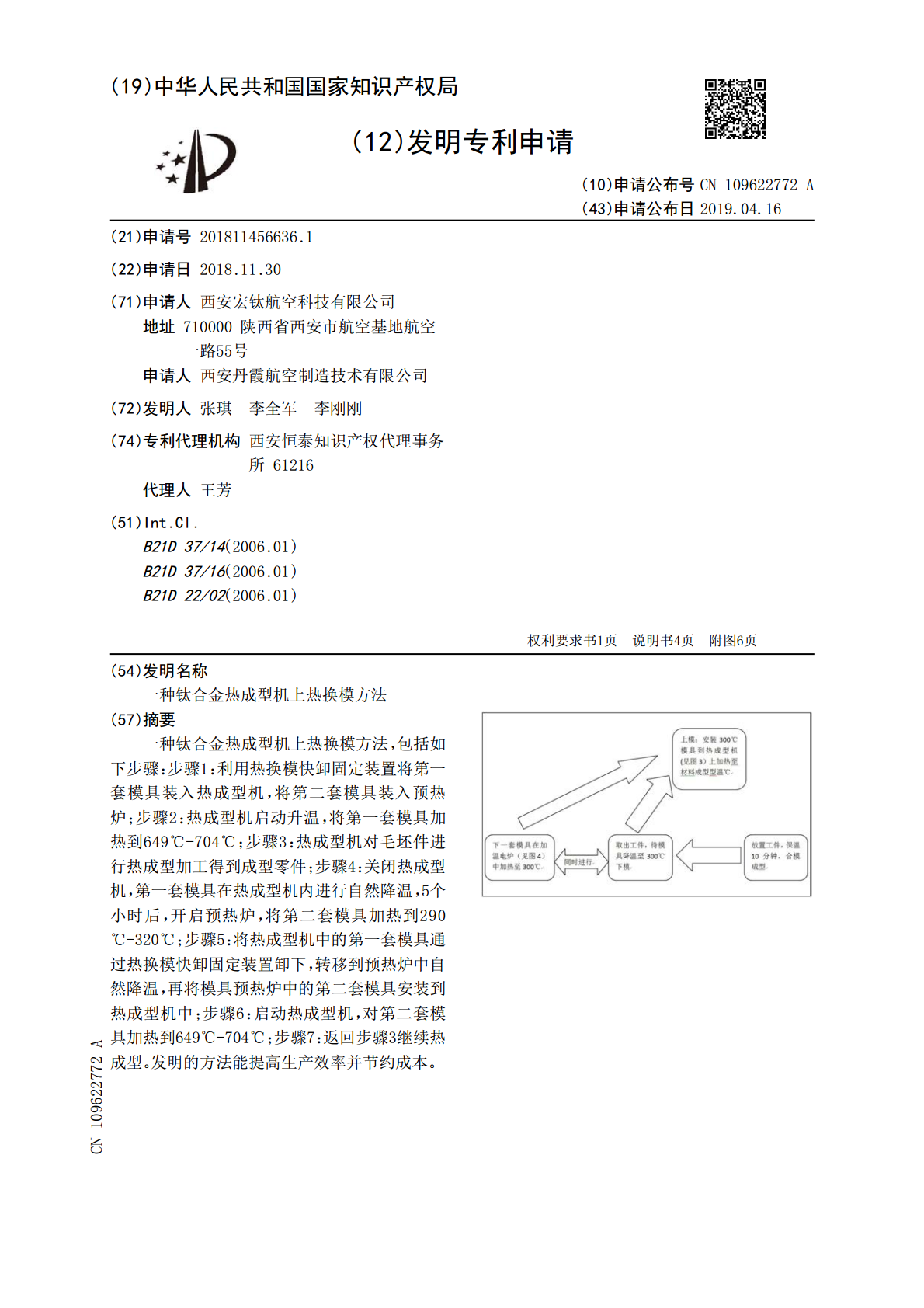
一种钛合金热成型机上热换模方法,包括如下步骤:步骤1:利用热换模快卸固定装置将第一套模具装入热成型机,将第二套模具装入预热炉;步骤2:热成型机启动升温,将第一套模具加热到649℃‑704℃;步骤3:热成型机对毛坯件进行热成型加工得到成型零件;步骤4:关闭热成型机,第一套模具在热成型机内进行自然降温,5个小时后,开启预热炉,将第二套模具加热到290℃‑320℃;步骤5:将热成型机中的第一套模具通过热换模快卸固定装置卸下,转移到预热炉中自然降温,再将模具预热炉中的第二套模具安装到热成型机中;步骤6:启动热成型

换热元件、换热器及挤出成型换热元件的方法.pdf
本申请公开了一种换热元件,包括:沿纵向方向延伸的中空管体,和在中空管体两端的进口和出口,其中,所述中空管体至少在中空管体两端中间的部分具有非圆形横截面,所述非圆形横截面的宽度大于高度,且所述换热元件由聚苯硫醚复合材料构成,所述聚苯硫醚复合材料包含以重量百分比计20%‑90%聚苯硫醚、5%‑75%增强纤维和5%‑60%导热填料。本申请还公开了换热器及挤出成型换热元件的方法。根据本发明,能够提供一种换热效率高、耐高温、强度高且耐腐蚀的聚苯硫醚复合材料换热元件及使用该换热元件的换热器,且通过提高聚苯硫醚复合材料
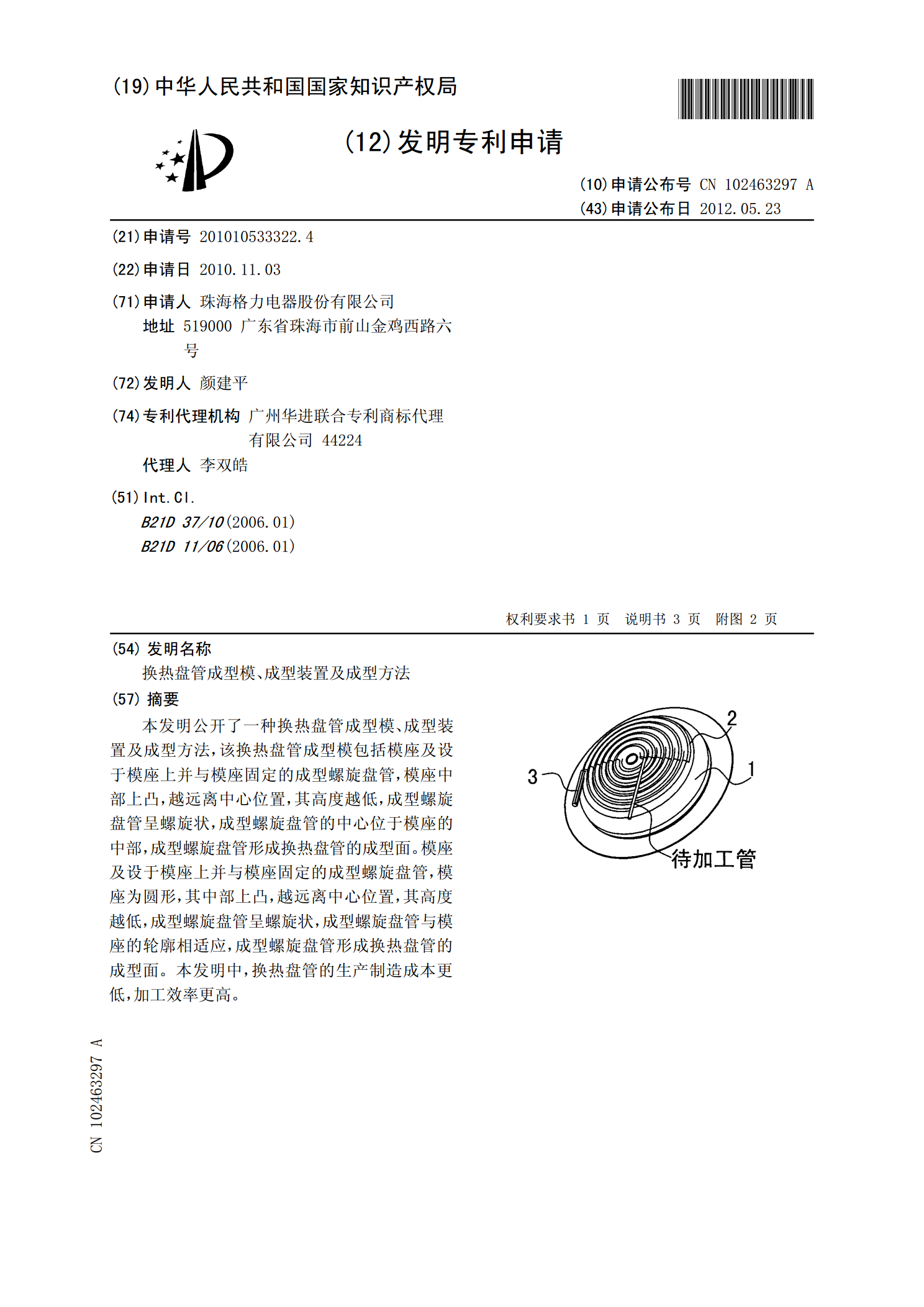
换热盘管成型模、成型装置及成型方法.pdf
本发明公开了一种换热盘管成型模、成型装置及成型方法,该换热盘管成型模包括模座及设于模座上并与模座固定的成型螺旋盘管,模座中部上凸,越远离中心位置,其高度越低,成型螺旋盘管呈螺旋状,成型螺旋盘管的中心位于模座的中部,成型螺旋盘管形成换热盘管的成型面。模座及设于模座上并与模座固定的成型螺旋盘管,模座为圆形,其中部上凸,越远离中心位置,其高度越低,成型螺旋盘管呈螺旋状,成型螺旋盘管与模座的轮廓相适应,成型螺旋盘管形成换热盘管的成型面。本发明中,换热盘管的生产制造成本更低,加工效率更高。
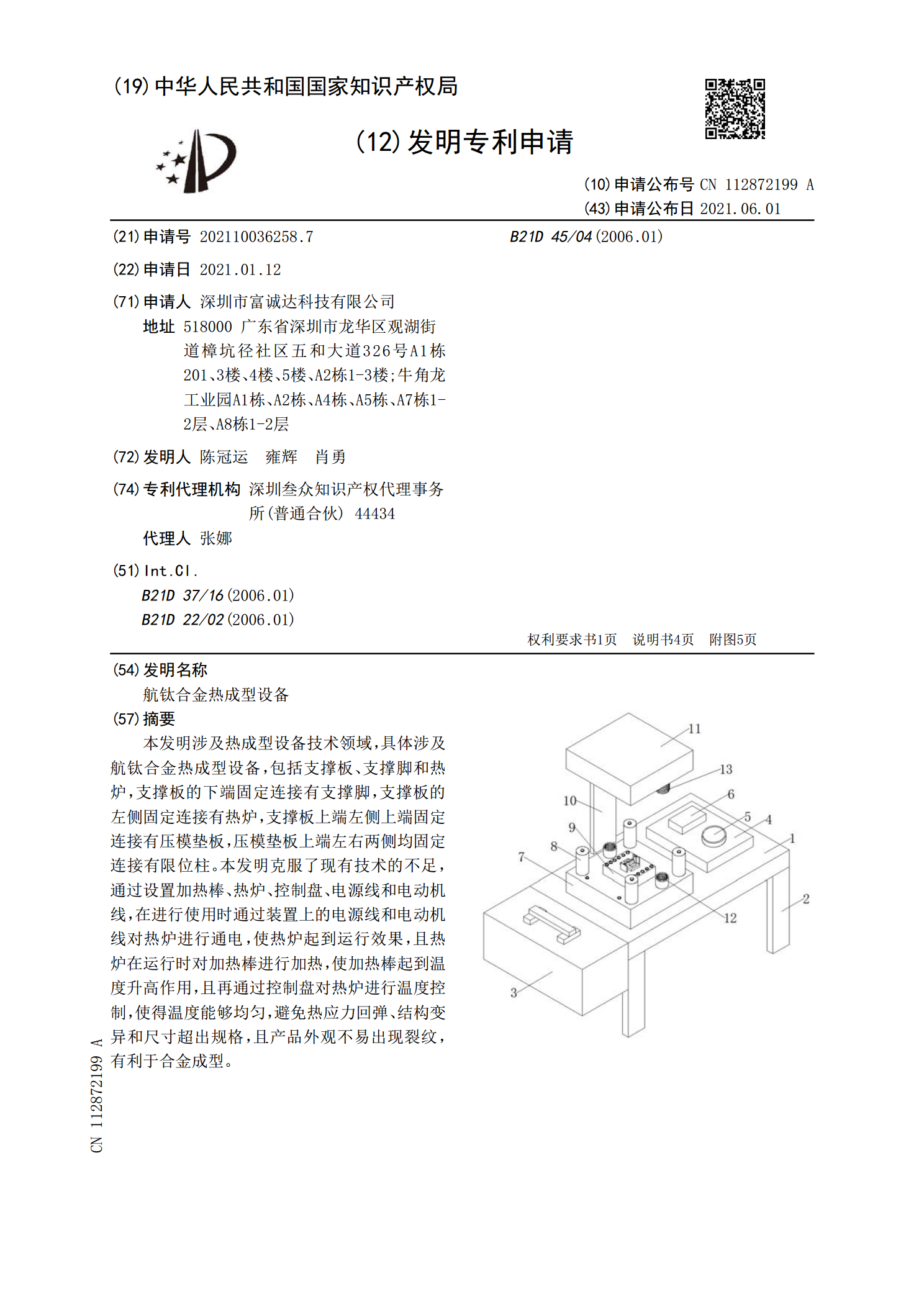
航钛合金热成型设备.pdf
本发明涉及热成型设备技术领域,具体涉及航钛合金热成型设备,包括支撑板、支撑脚和热炉,支撑板的下端固定连接有支撑脚,支撑板的左侧固定连接有热炉,支撑板上端左侧上端固定连接有压模垫板,压模垫板上端左右两侧均固定连接有限位柱。本发明克服了现有技术的不足,通过设置加热棒、热炉、控制盘、电源线和电动机线,在进行使用时通过装置上的电源线和电动机线对热炉进行通电,使热炉起到运行效果,且热炉在运行时对加热棒进行加热,使加热棒起到温度升高作用,且再通过控制盘对热炉进行温度控制,使得温度能够均匀,避免热应力回弹、结构变异和尺

热裁刀在成型机上的应用.docx
热裁刀在成型机上的应用热裁刀在成型机上的应用热裁刀是一种专业的加工设备,主要用于切割和成型不同类型的材料。在成型行业中,热裁刀通常与成型机搭配使用,可以快速、准确地完成各种复杂的切割和成型工作。本文将从热裁刀的原理、技术特点和在成型机上的应用等方面进行探讨。热裁刀原理热裁刀的主要原理是利用电热丝进行加热,通过高温将材料加热到适宜的成型温度,然后通过切割或者压力成型将材料制成各种形状。电热丝的加热温度可以根据材料的不同性质进行自动调节,以保证成型过程的准确与效率。热裁刀技术特点热裁刀是一种特殊的加工设备,具