
一种热成型加热炉.pdf

含平****ng

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热成型加热炉.pdf
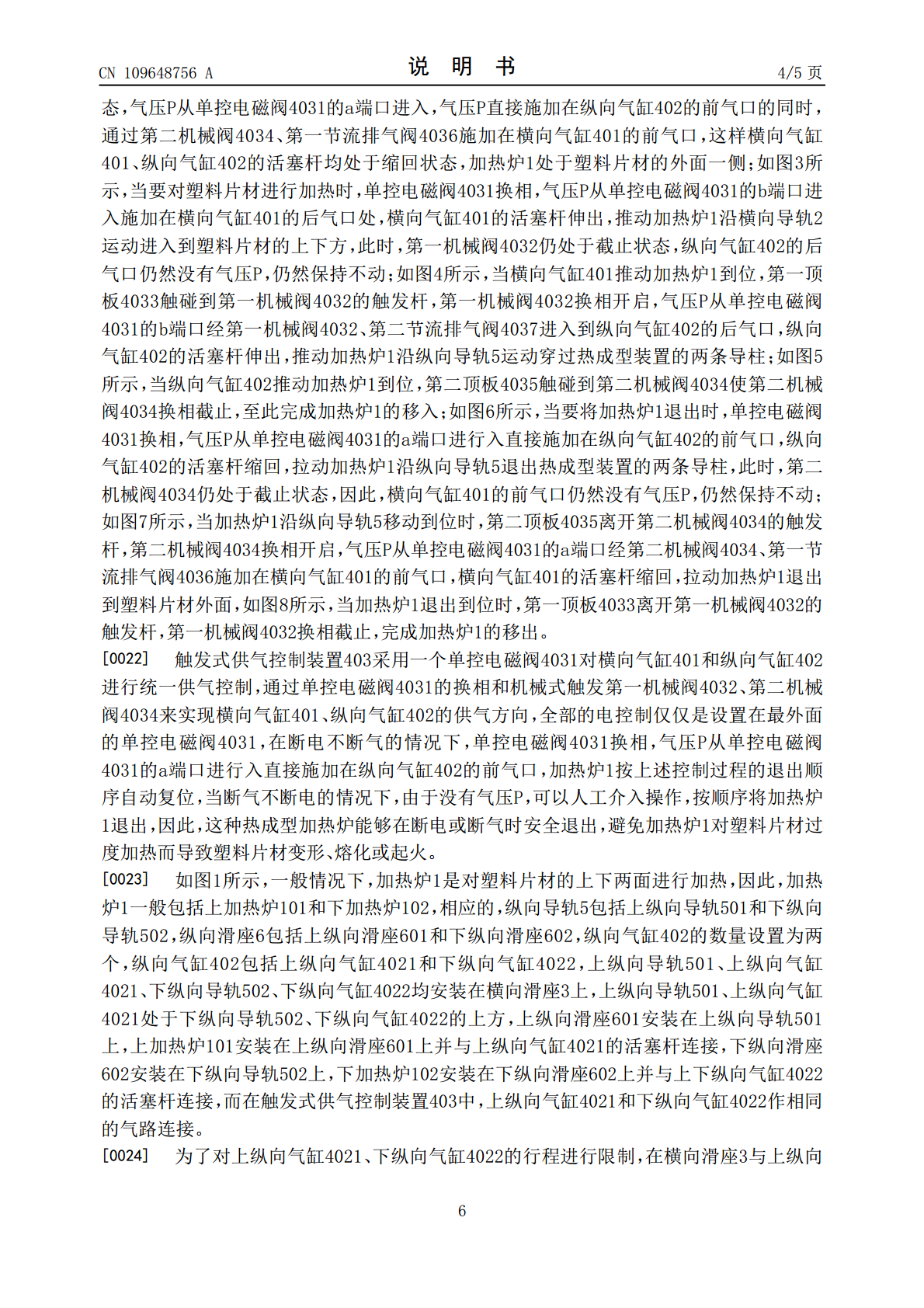
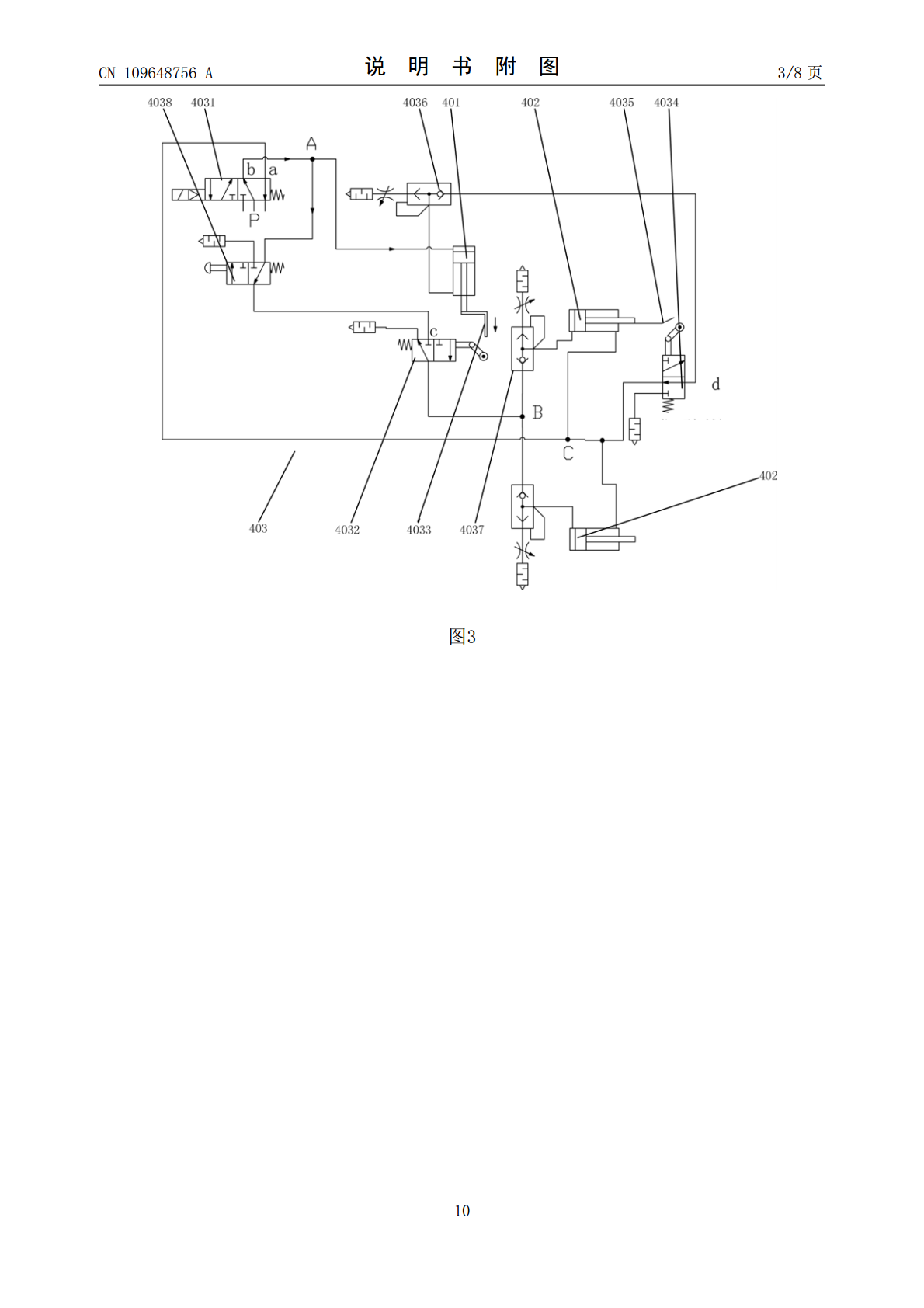
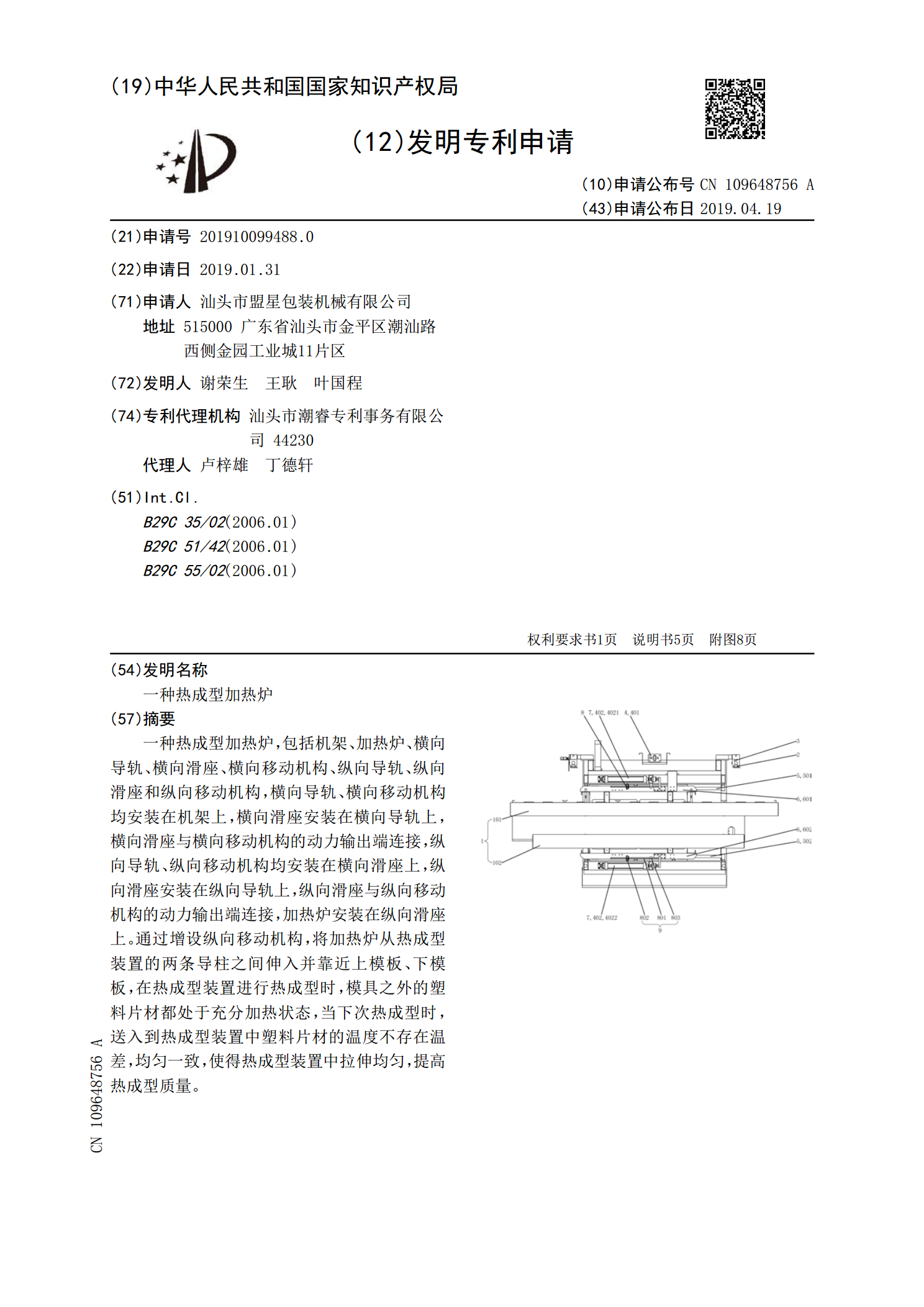
一种热成型加热炉,包括机架、加热炉、横向导轨、横向滑座、横向移动机构、纵向导轨、纵向滑座和纵向移动机构,横向导轨、横向移动机构均安装在机架上,横向滑座安装在横向导轨上,横向滑座与横向移动机构的动力输出端连接,纵向导轨、纵向移动机构均安装在横向滑座上,纵向滑座安装在纵向导轨上,纵向滑座与纵向移动机构的动力输出端连接,加热炉安装在纵向滑座上。通过增设纵向移动机构,将加热炉从热成型装置的两条导柱之间伸入并靠近上模板、下模板,在热成型装置进行热成型时,模具之外的塑料片材都处于充分加热状态,当下次热成型时,送入到热
一种箱式热成型加热炉.pdf
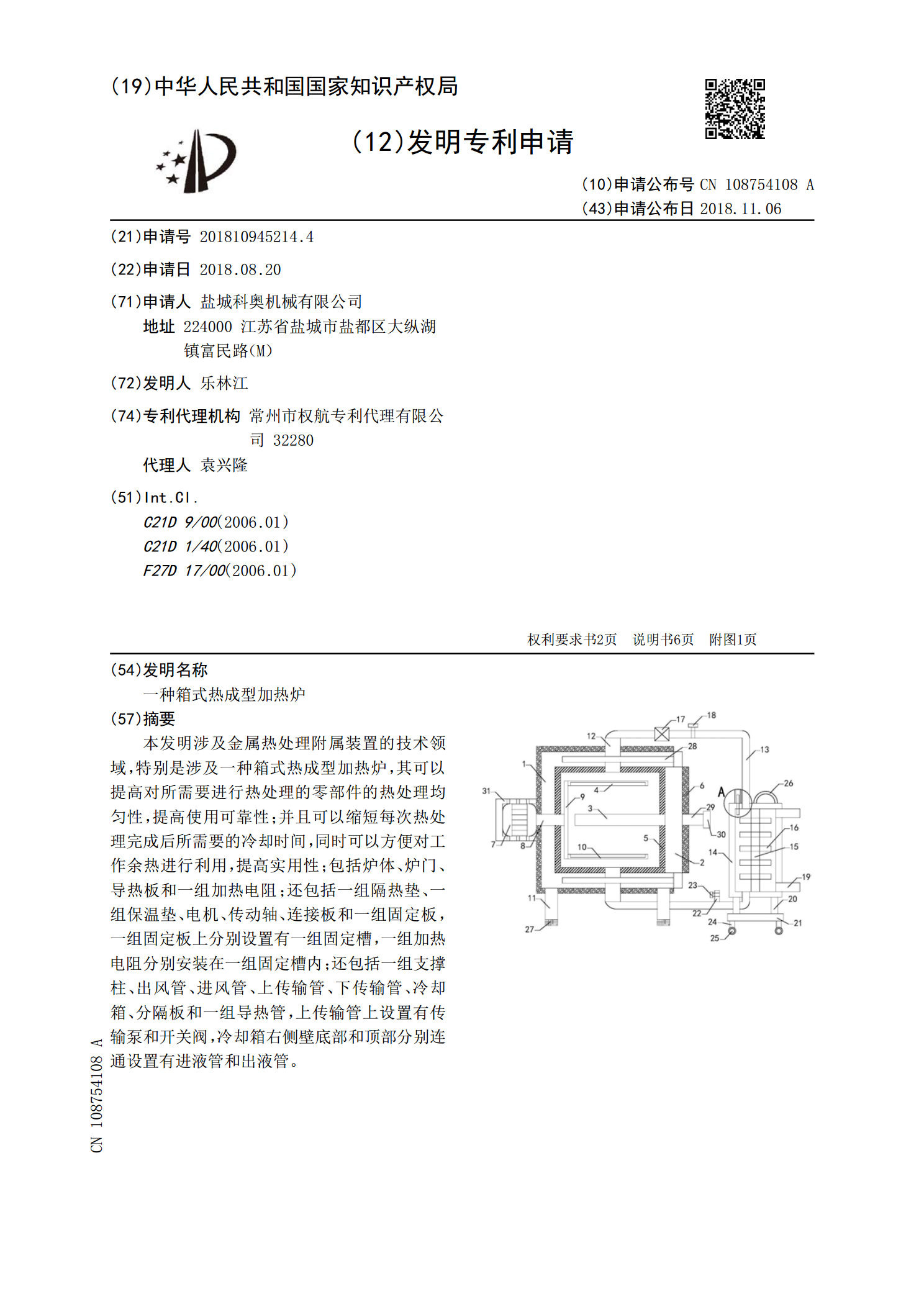
本发明涉及金属热处理附属装置的技术领域,特别是涉及一种箱式热成型加热炉,其可以提高对所需要进行热处理的零部件的热处理均匀性,提高使用可靠性;并且可以缩短每次热处理完成后所需要的冷却时间,同时可以方便对工作余热进行利用,提高实用性;包括炉体、炉门、导热板和一组加热电阻;还包括一组隔热垫、一组保温垫、电机、传动轴、连接板和一组固定板,一组固定板上分别设置有一组固定槽,一组加热电阻分别安装在一组固定槽内;还包括一组支撑柱、出风管、进风管、上传输管、下传输管、冷却箱、分隔板和一组导热管,上传输管上设置有传输泵和开
一种单层箱式热成型加热炉.pdf
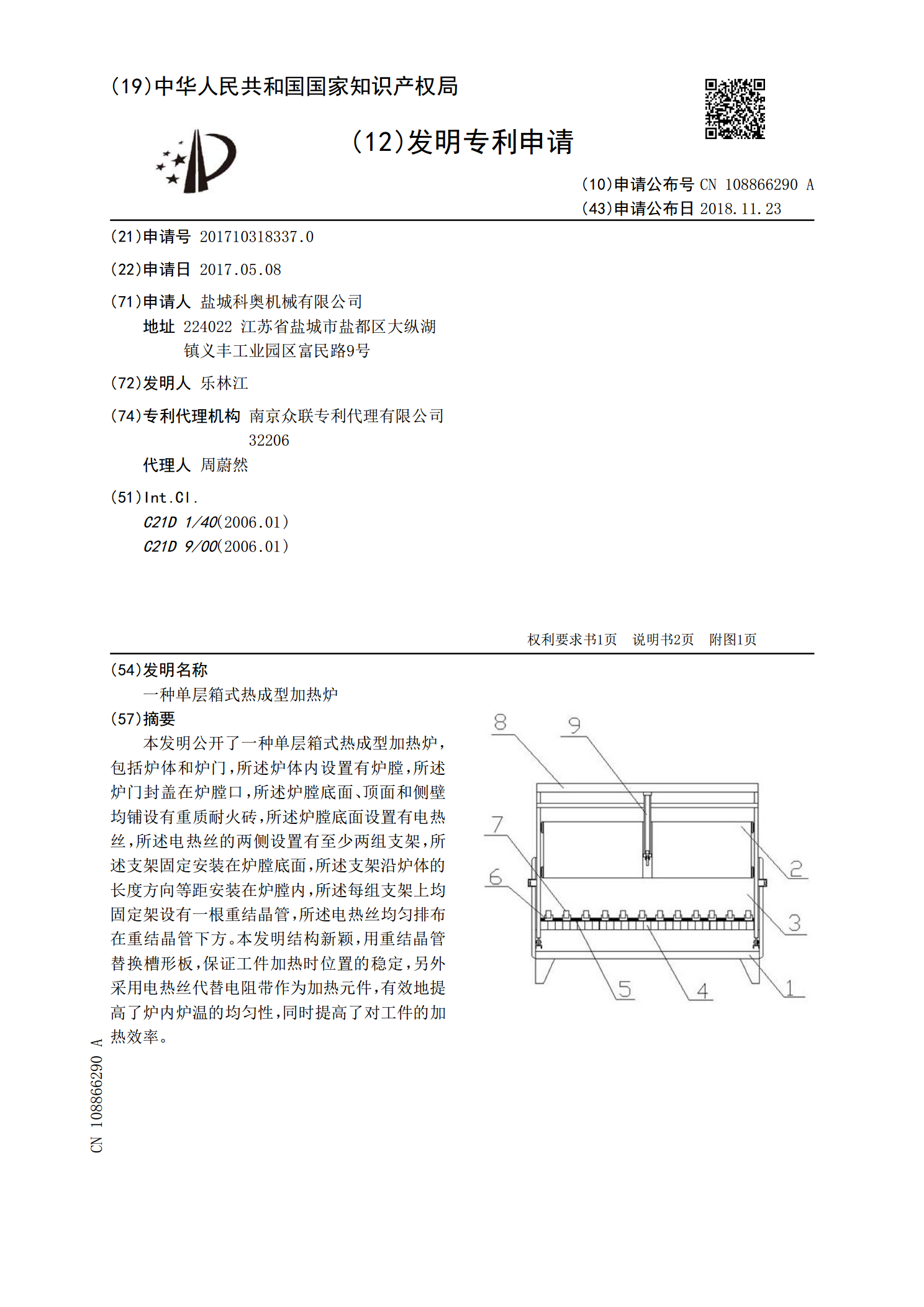
本发明公开了一种单层箱式热成型加热炉,包括炉体和炉门,所述炉体内设置有炉膛,所述炉门封盖在炉膛口,所述炉膛底面、顶面和侧壁均铺设有重质耐火砖,所述炉膛底面设置有电热丝,所述电热丝的两侧设置有至少两组支架,所述支架固定安装在炉膛底面,所述支架沿炉体的长度方向等距安装在炉膛内,所述每组支架上均固定架设有一根重结晶管,所述电热丝均匀排布在重结晶管下方。本发明结构新颖,用重结晶管替换槽形板,保证工件加热时位置的稳定,另外采用电热丝代替电阻带作为加热元件,有效地提高了炉内炉温的均匀性,同时提高了对工件的加热效率。
热成型加热炉下料机构.pdf
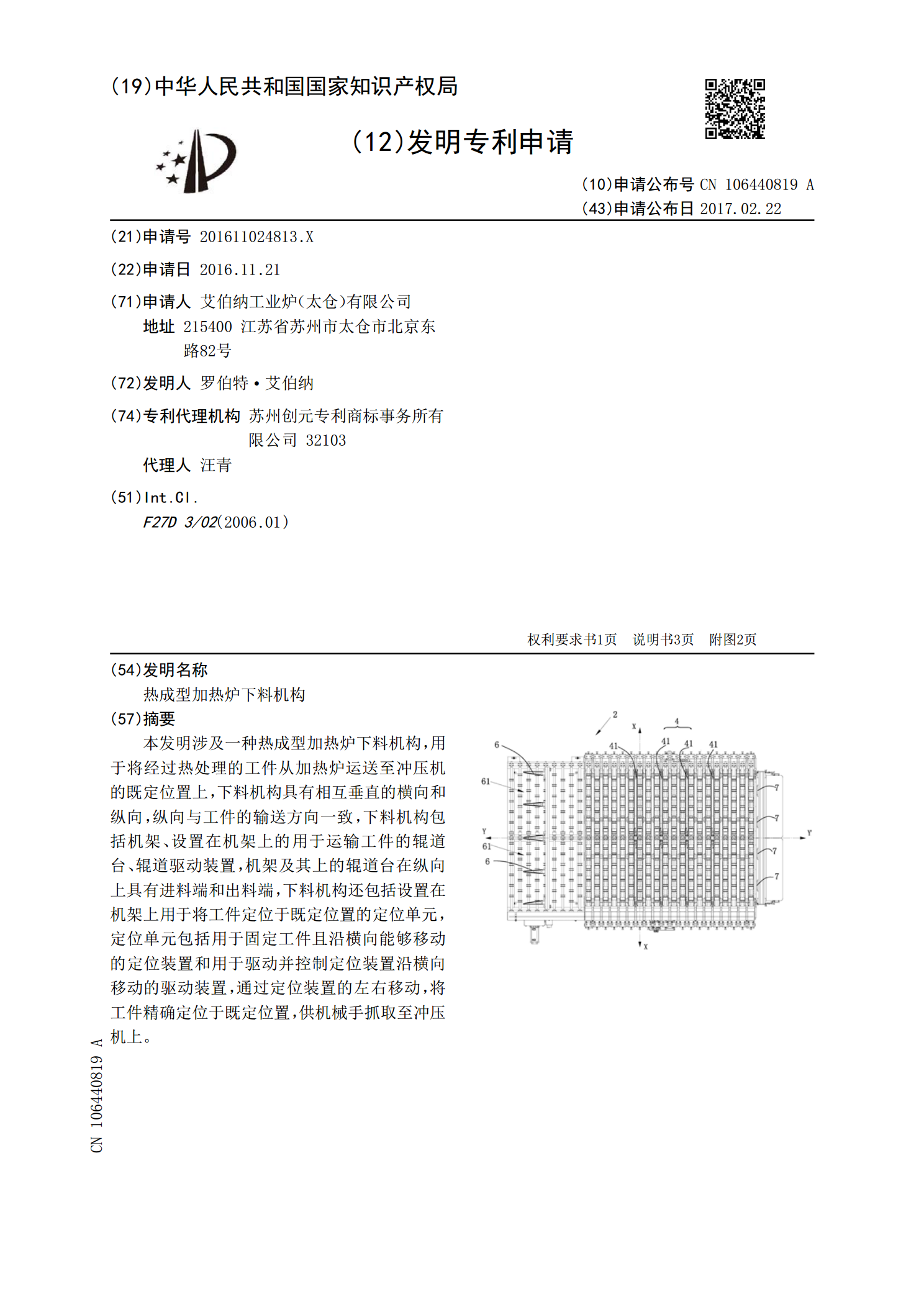
本发明涉及一种热成型加热炉下料机构,用于将经过热处理的工件从加热炉运送至冲压机的既定位置上,下料机构具有相互垂直的横向和纵向,纵向与工件的输送方向一致,下料机构包括机架、设置在机架上的用于运输工件的辊道台、辊道驱动装置,机架及其上的辊道台在纵向上具有进料端和出料端,下料机构还包括设置在机架上用于将工件定位于既定位置的定位单元,定位单元包括用于固定工件且沿横向能够移动的定位装置和用于驱动并控制定位装置沿横向移动的驱动装置,通过定位装置的左右移动,将工件精确定位于既定位置,供机械手抓取至冲压机上。

一种用于汽车铝热成型加热炉的支撑架.pdf
本发明公开了一种用于汽车铝热成型加热炉的支撑架,用于放置在加热炉内支撑铝热成型板料,包括方钢、支撑板,二者间竖直设有数块竖板,竖板整体为U形,包括两顶部和一底部,两顶部分别通过一垫板连接同侧的支撑板下表面,底部连接方钢;竖板两顶部下方朝向加热炉炉门的一面分别设有一升降组件,所述升价升降组件包括螺钉和螺母,所述螺母外壁水平固定在竖板侧壁,螺钉的螺帽位于下方用于与加热炉内壁接触,另一端穿过螺母与螺母螺纹配合;所述方钢外壁包覆有隔热棉层,底部设有定位销孔。本发明能将很好地支撑板料冷热状态,解决汽车铝热成型时板料