
一种金属溶液的供给装置.pdf

猫巷****忠娟


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属溶液的供给装置.pdf
本发明公开了一种金属溶液的供给装置,包括熔炉、供料流道、计量供料装置,所述供料流道的一端与所述熔炉的底部侧壁连通,另一端通过计量阀与所述计量供料装置连通;所述计量供料装置包括计量腔、供液腔、供液出口、以及设置在所述计量腔和所述供液腔之间活塞,所述供液出口设置在所述供液腔的底部,所述计量腔设置在所述供液腔的上方,所述活塞上设置有连通所述计量腔和所述供液腔的供液通道,所述供液通道内设置有开关挡板;避免金属溶液再次被氧化,有效保障铸造产品的质量。
一种金属溶液的供给装置.pdf
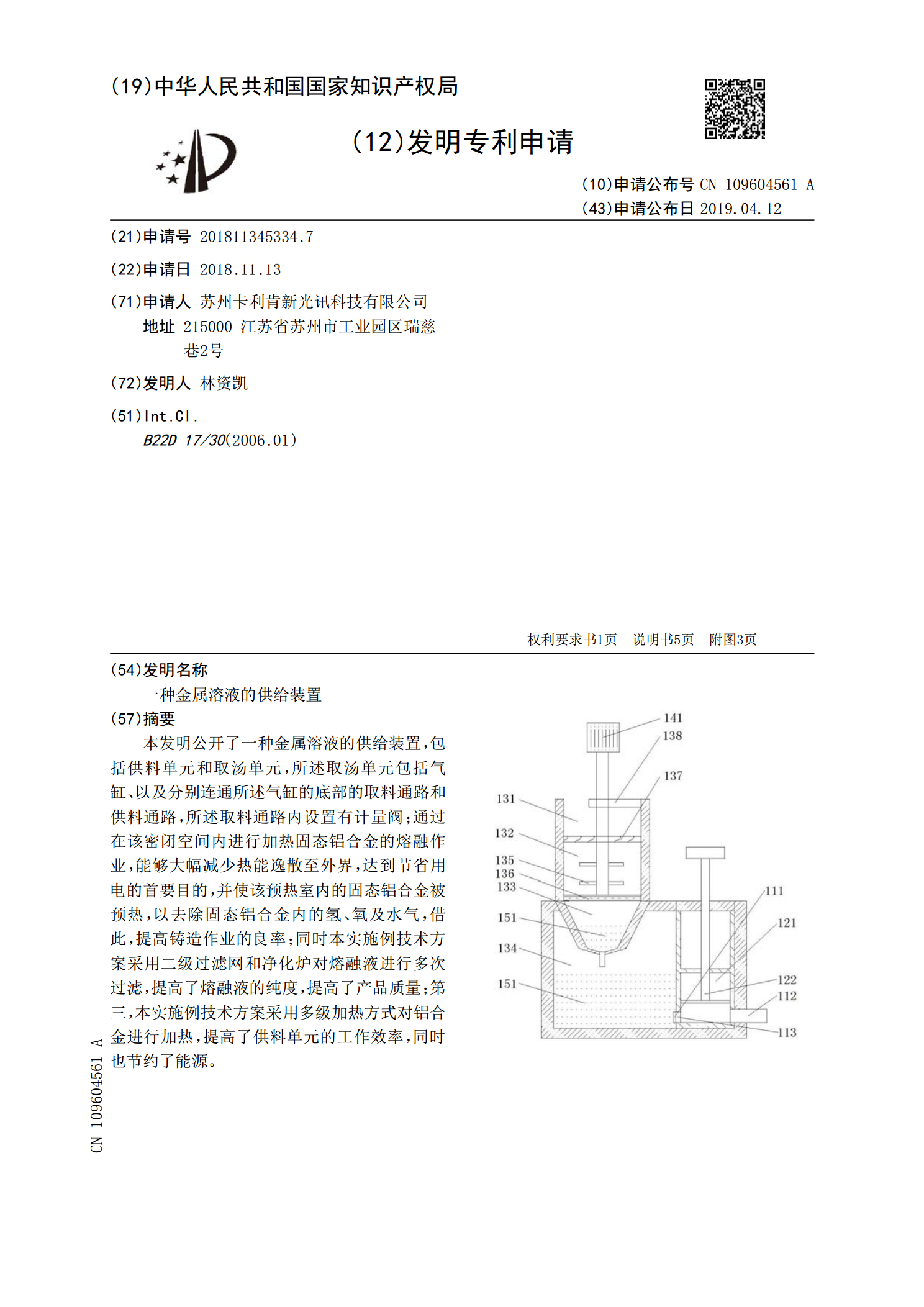
本发明公开了一种金属溶液的供给装置,包括供料单元和取汤单元,所述取汤单元包括气缸、以及分别连通所述气缸的底部的取料通路和供料通路,所述取料通路内设置有计量阀;通过在该密闭空间内进行加热固态铝合金的熔融作业,能够大幅减少热能逸散至外界,达到节省用电的首要目的,并使该预热室内的固态铝合金被预热,以去除固态铝合金内的氢、氧及水气,借此,提高铸造作业的良率;同时本实施例技术方案采用二级过滤网和净化炉对熔融液进行多次过滤,提高了熔融液的纯度,提高了产品质量;第三,本实施例技术方案采用多级加热方式对铝合金进行加热,提

热金属供给注射方法以及热金属供给注射装置.pdf
热金属供给注射方法包括:通过负压产生装置在筒状容器中产生负压,并使熔融金属从保持炉吸取到筒状容器中,同时保留筒状容器的开口部分浸渍在熔融金属中,在将内柱塞头移动至筒状容器的尖端侧后,将筒状容器的开口部分布置在腔的入口中,同时通过关闭筒状容器的开口部分而维持负压,以及将内柱塞头移动至筒状容器的后端侧,然后将外柱塞头与内柱塞头一起移动至筒状容器的尖端侧,并经由入口通过注射使腔的内部填充熔融金属。

金属材料供给装置.pdf
与金属熔化炉(10)一并设置的金属材料供给装置(30)具有输送要被供给至坩埚(11)的金属材料的振动槽(54)。被输送来的金属材料从在振动槽(54)的前端部设置的材料排出口(57)排出。金属材料供给装置(30)能够在材料排出口(57)被配置于坩埚(11)的上方的材料供给位置与从该材料供给位置后退了的后退位置之间移动,从而能够在材料供给位置向坩埚(11)供给金属材料。被供给至坩埚(11)并堆积在其上的金属材料的上端部由微波水平仪(71)检测,基于其检测值对振动槽(54)的驱动执行的材料供给动作进行控制。

金属溶液精炼装置.pdf
本发明公开了一种金属溶液的精炼装置,该精炼装置包括熔剂钟罩、旋转叶轮、转动轴以及驱动电机,所述熔剂钟罩上设有透气孔,熔剂钟罩通过轴承与转动轴的下端连接,旋转叶轮连接在转动轴的轴身上,转动轴上端与驱动电机的输出轴连接。本发明不需要依靠气体作为载体而可将金属溶液进行精炼除气,具有结构简单,体积小以及使用方便的优点。