
板簧自动淬火线.pdf

fu****级甜

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
板簧自动淬火线.pdf
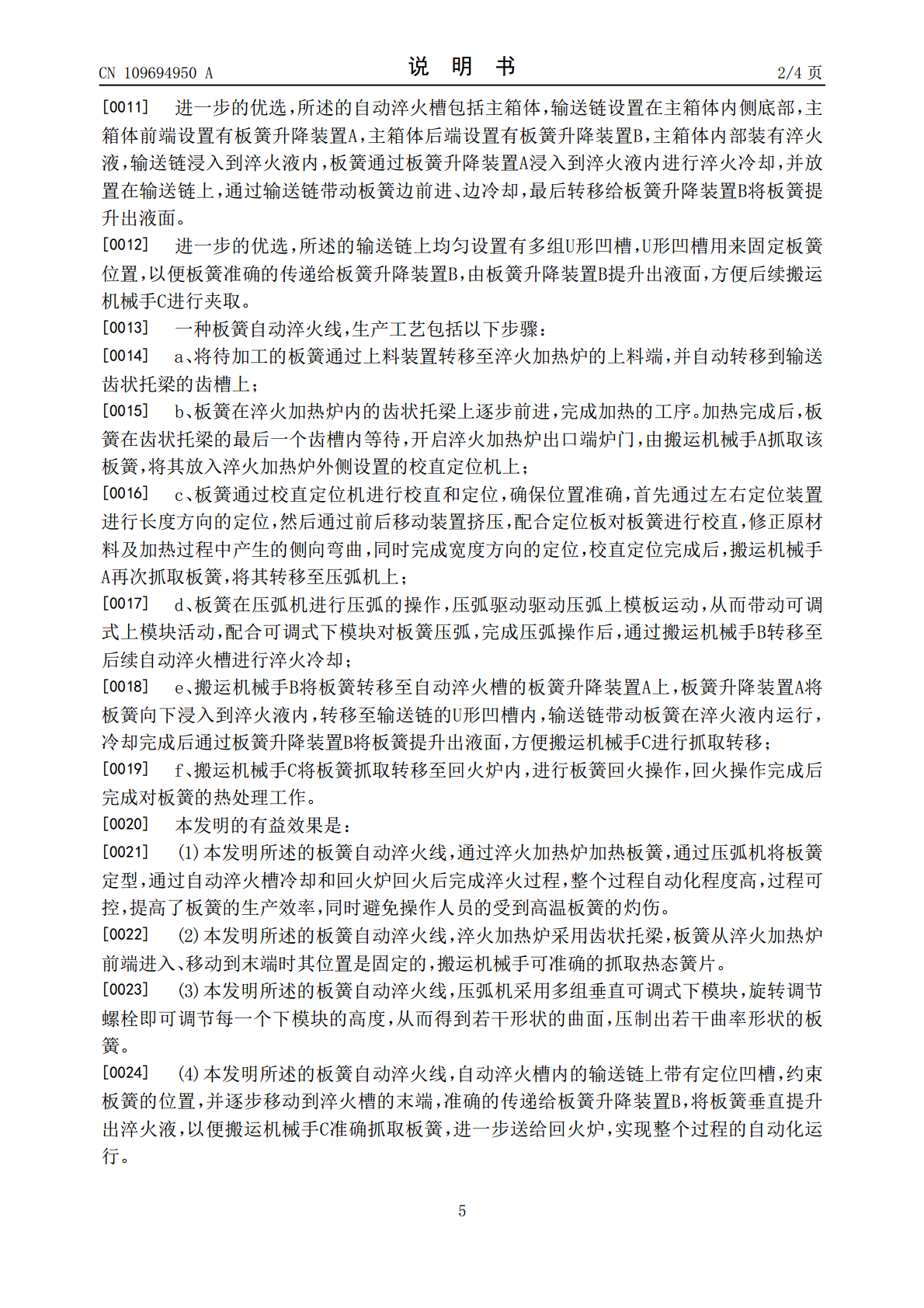
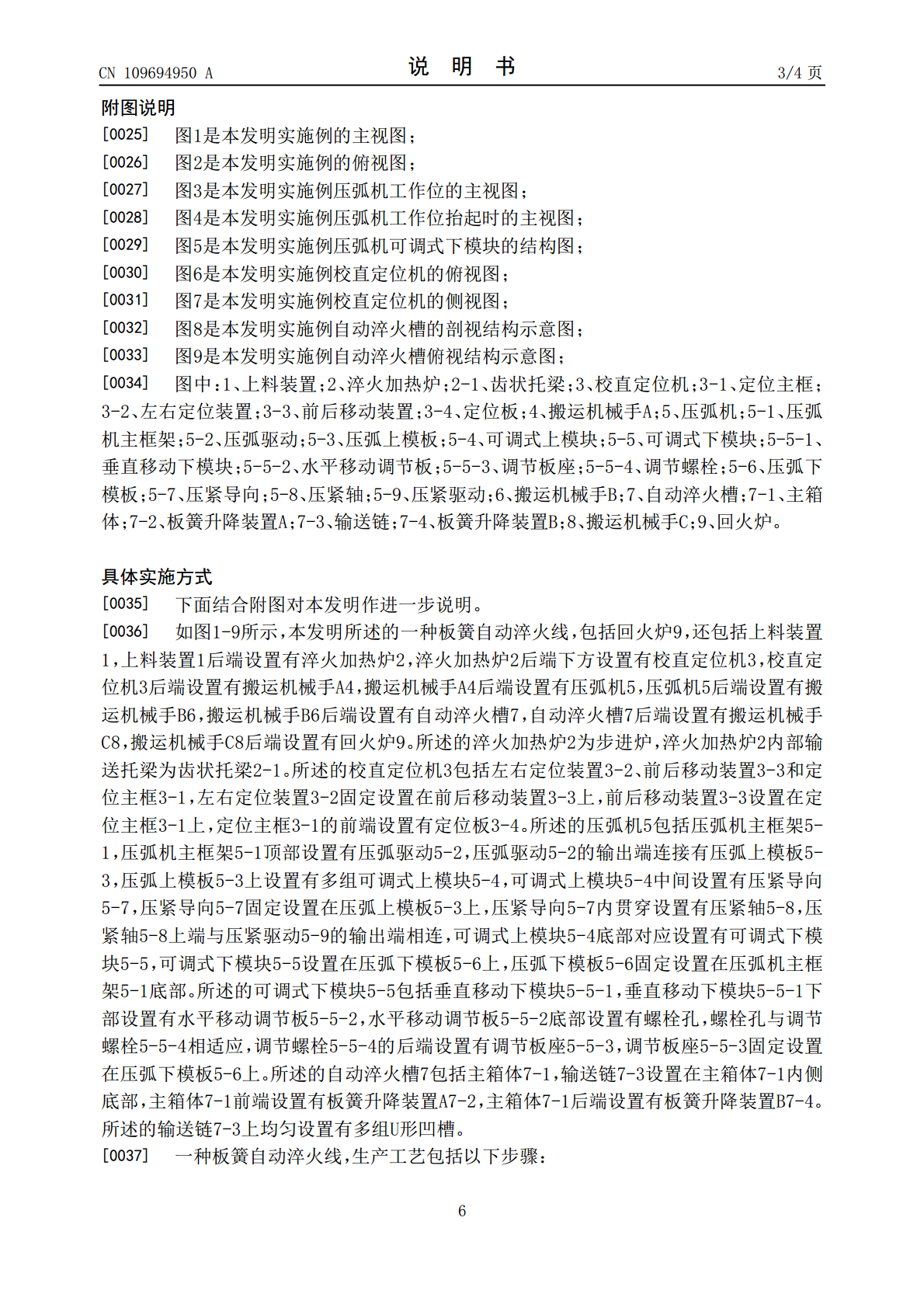
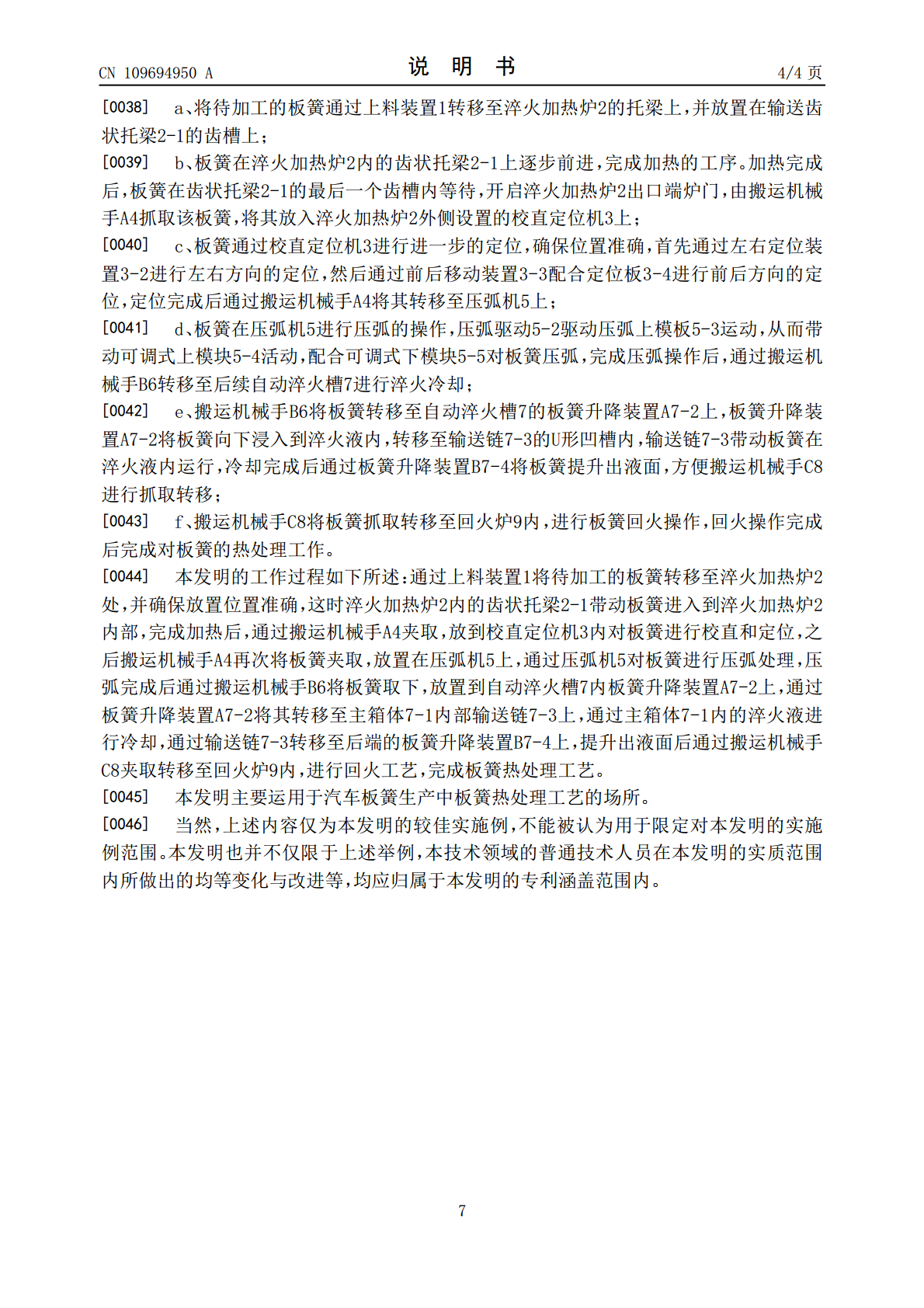
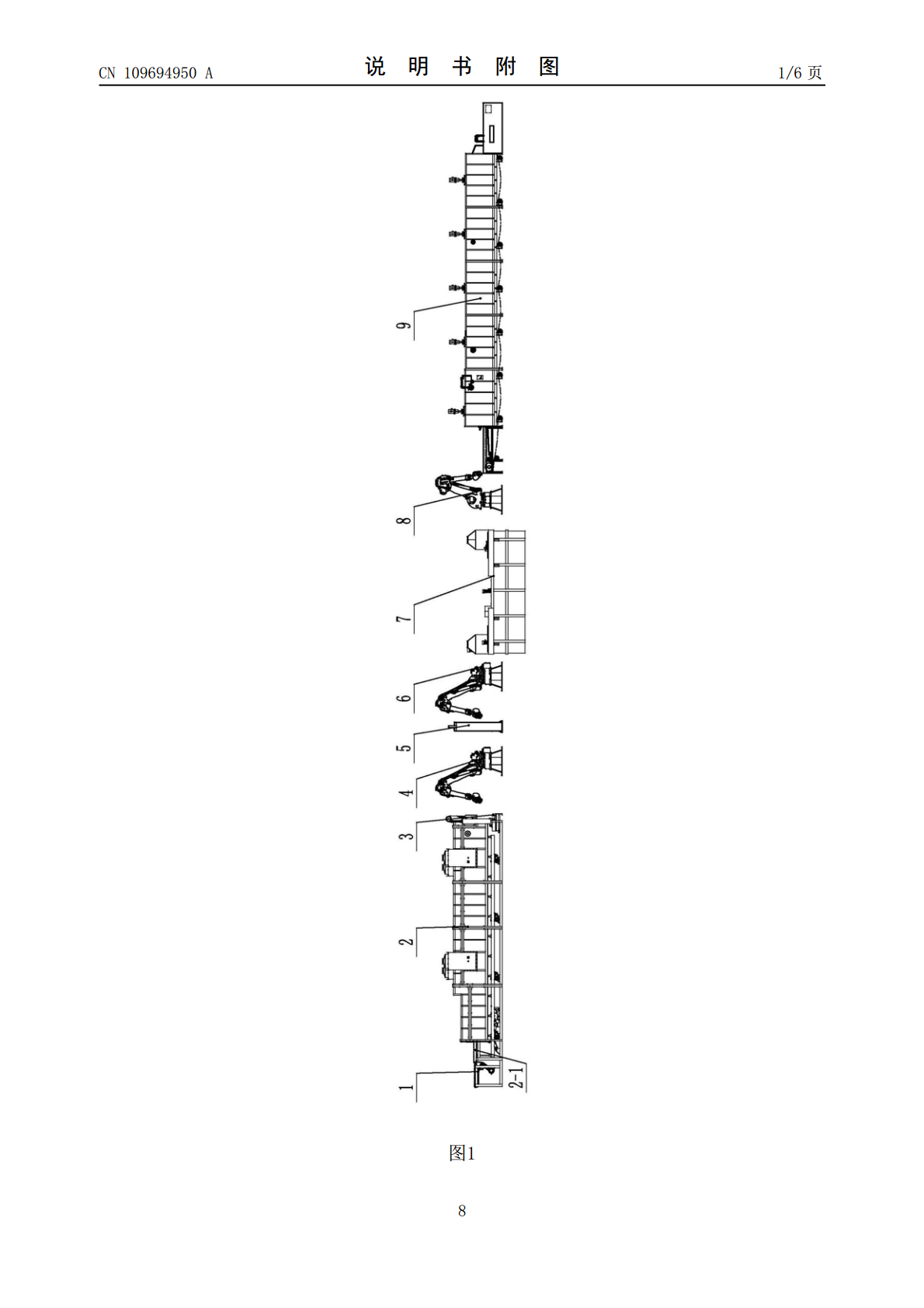
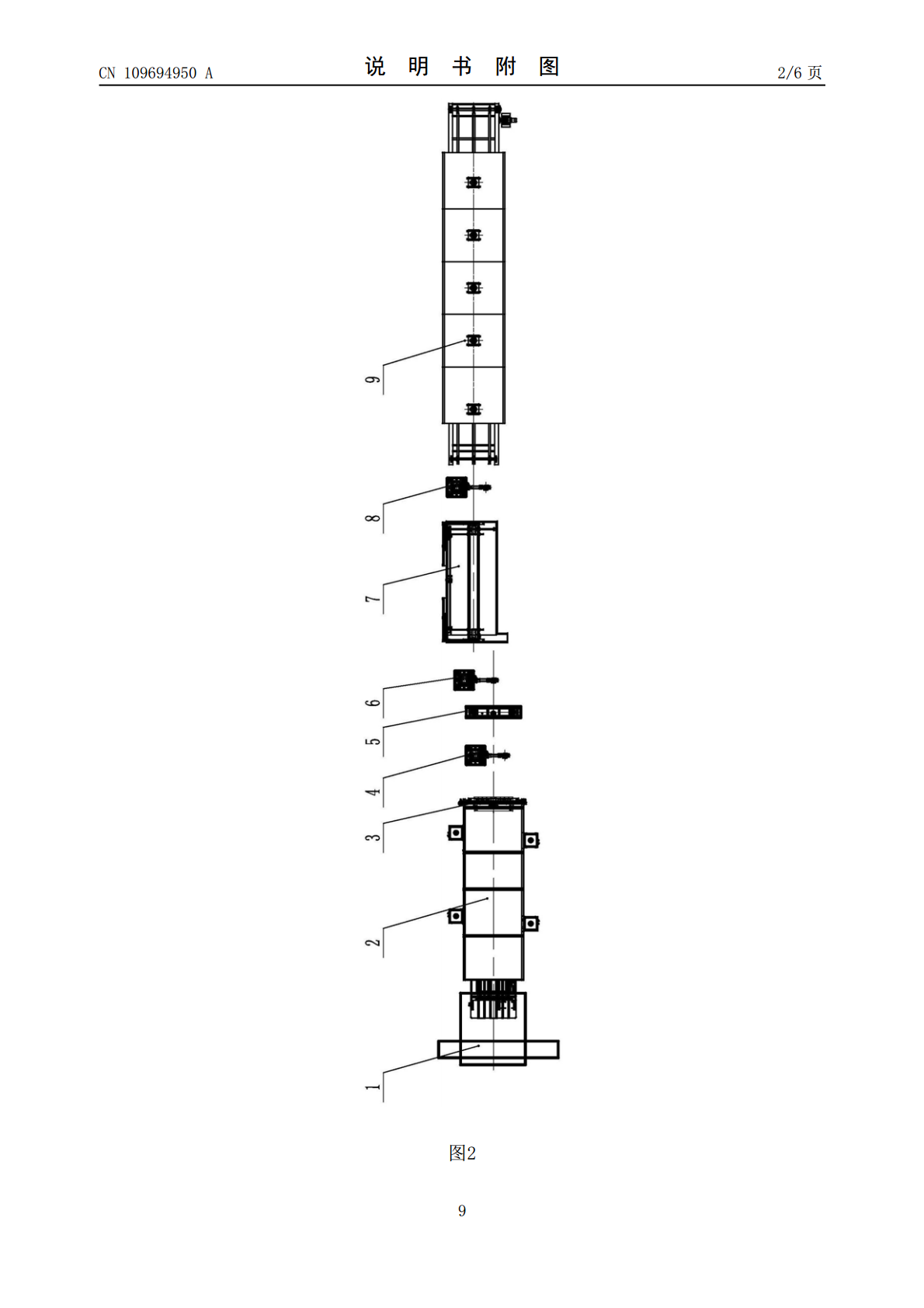
本发明涉及板簧自动淬火线,属于板簧生产设备和生产工艺技术领域。本发明解决了现有板簧热处理过程中存在的自动化程度低、操作人员多、劳动强度大、产品精度低和操作人员安全及环境问题。本发明包括回火炉,还包括淬火加热炉前的上料装置,上料装置后端设置有淬火加热炉,淬火加热炉后端下方设置有校直定位机,校直定位机后端设置有搬运机械手A,搬运机械手A后端设置有压弧机,压弧机后端设置有搬运机械手B,搬运机械手B后端设置有自动淬火槽,自动淬火槽后端设置有搬运机械手C,搬运机械手C后端设置有回火炉。
汽车板簧自动淬火线.pdf
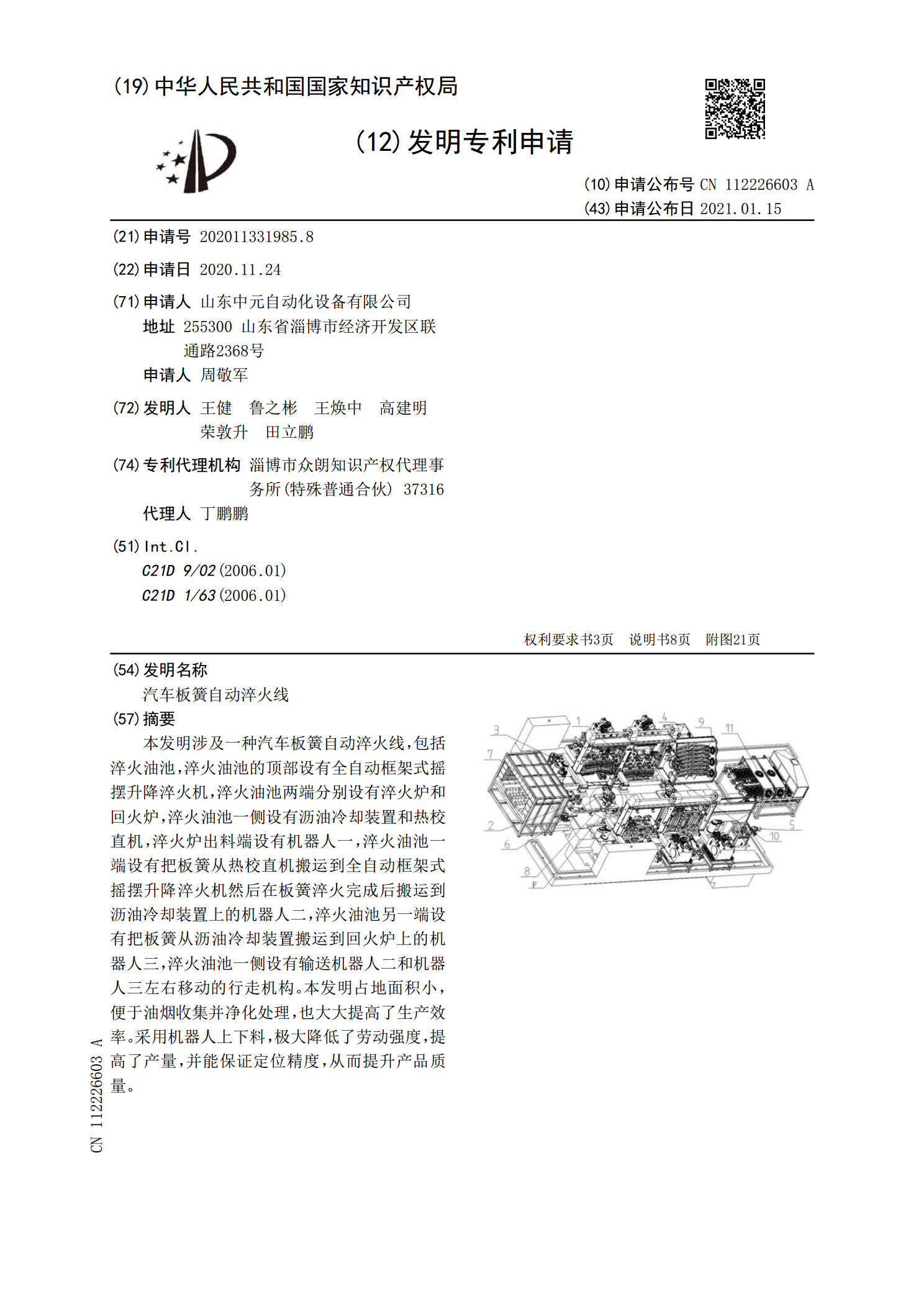
本发明涉及一种汽车板簧自动淬火线,包括淬火油池,淬火油池的顶部设有全自动框架式摇摆升降淬火机,淬火油池两端分别设有淬火炉和回火炉,淬火油池一侧设有沥油冷却装置和热校直机,淬火炉出料端设有机器人一,淬火油池一端设有把板簧从热校直机搬运到全自动框架式摇摆升降淬火机然后在板簧淬火完成后搬运到沥油冷却装置上的机器人二,淬火油池另一端设有把板簧从沥油冷却装置搬运到回火炉上的机器人三,淬火油池一侧设有输送机器人二和机器人三左右移动的行走机构。本发明占地面积小,便于油烟收集并净化处理,也大大提高了生产效率。采用机器人上
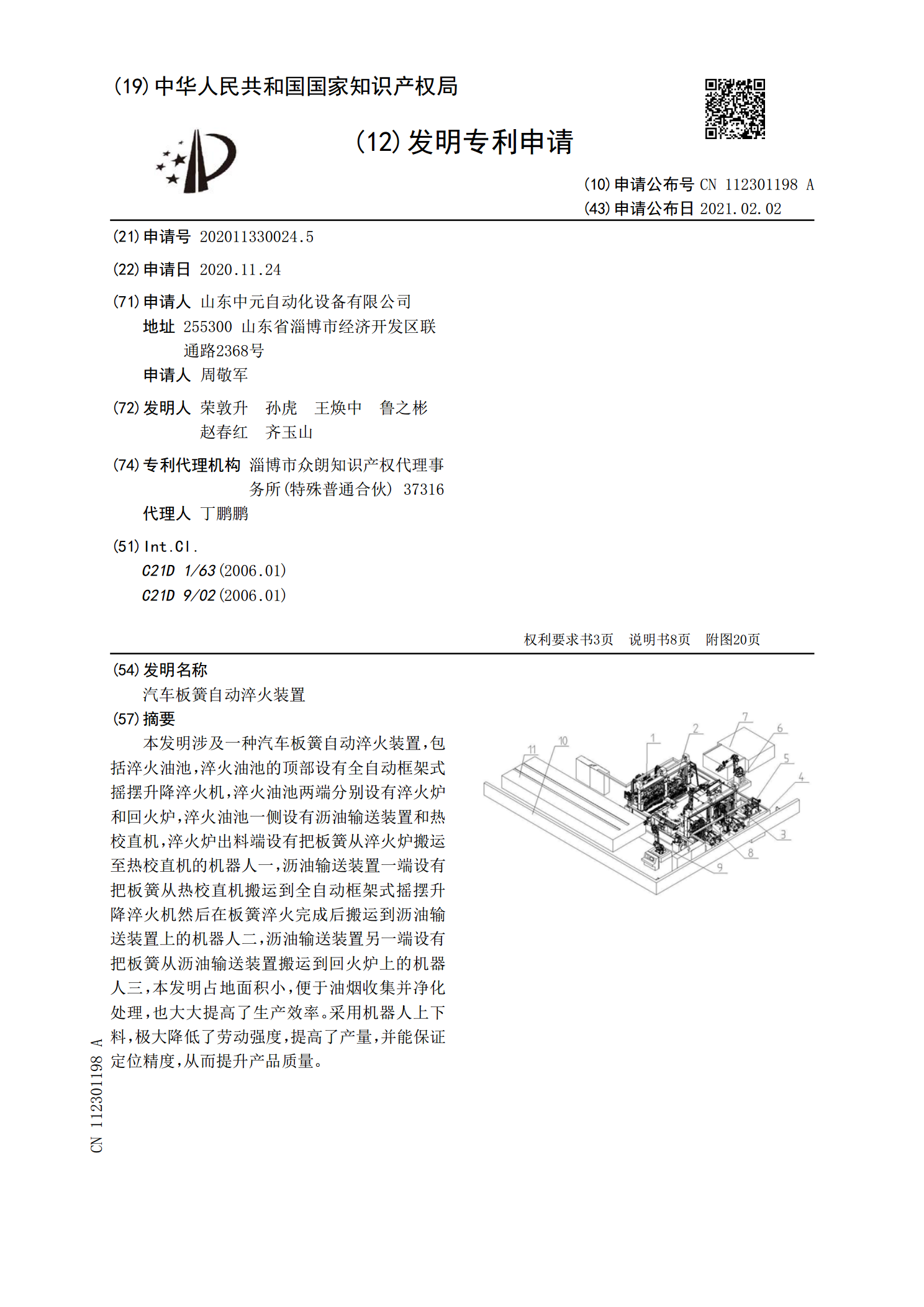
汽车板簧自动淬火装置.pdf
本发明涉及一种汽车板簧自动淬火装置,包括淬火油池,淬火油池的顶部设有全自动框架式摇摆升降淬火机,淬火油池两端分别设有淬火炉和回火炉,淬火油池一侧设有沥油输送装置和热校直机,淬火炉出料端设有把板簧从淬火炉搬运至热校直机的机器人一,沥油输送装置一端设有把板簧从热校直机搬运到全自动框架式摇摆升降淬火机然后在板簧淬火完成后搬运到沥油输送装置上的机器人二,沥油输送装置另一端设有把板簧从沥油输送装置搬运到回火炉上的机器人三,本发明占地面积小,便于油烟收集并净化处理,也大大提高了生产效率。采用机器人上下料,极大降低了劳
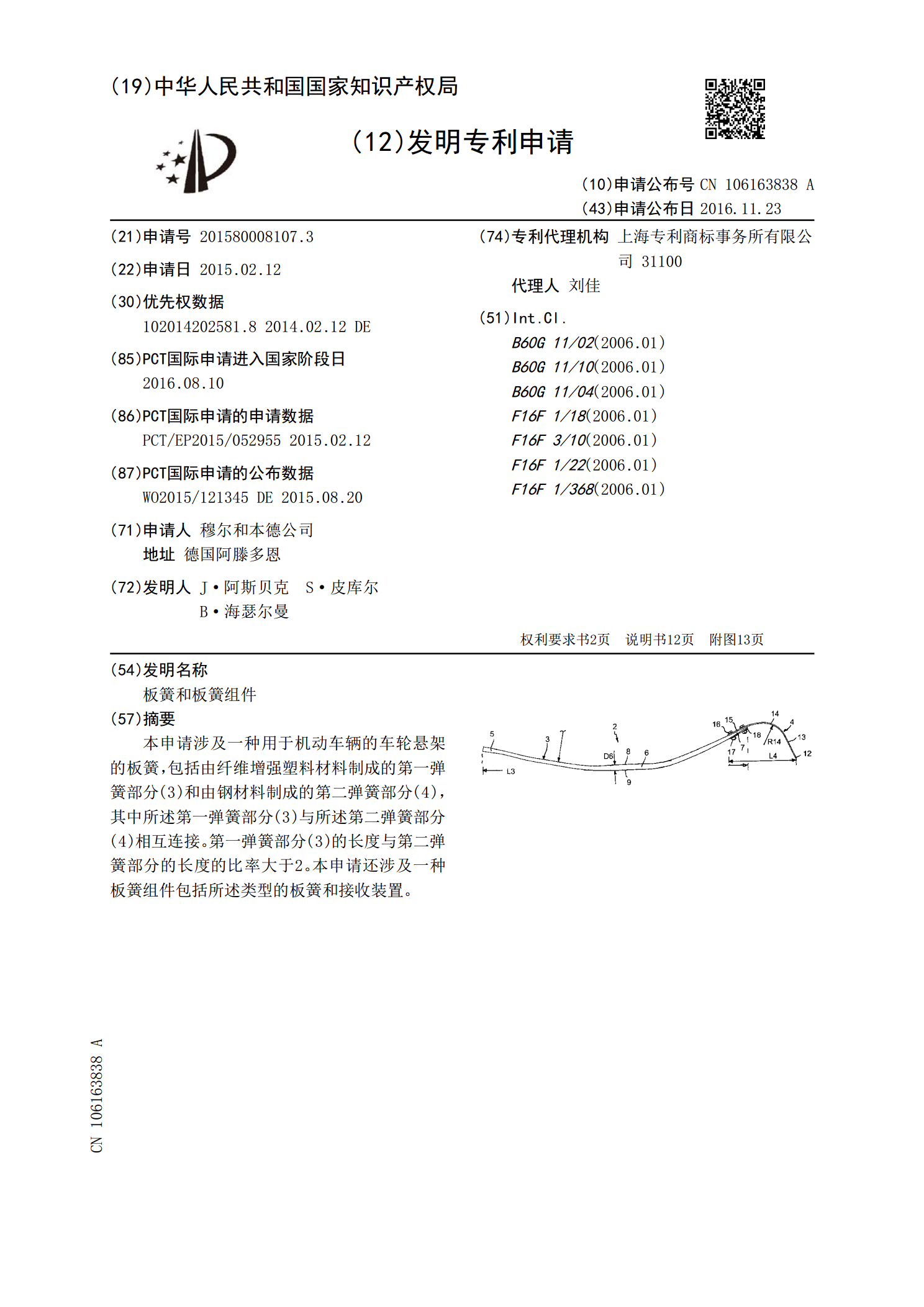
板簧和板簧组件.pdf
本申请涉及一种用于机动车辆的车轮悬架的板簧,包括由纤维增强塑料材料制成的第一弹簧部分(3)和由钢材料制成的第二弹簧部分(4),其中所述第一弹簧部分(3)与所述第二弹簧部分(4)相互连接。第一弹簧部分(3)的长度与第二弹簧部分的长度的比率大于2。本申请还涉及一种板簧组件包括所述类型的板簧和接收装置。
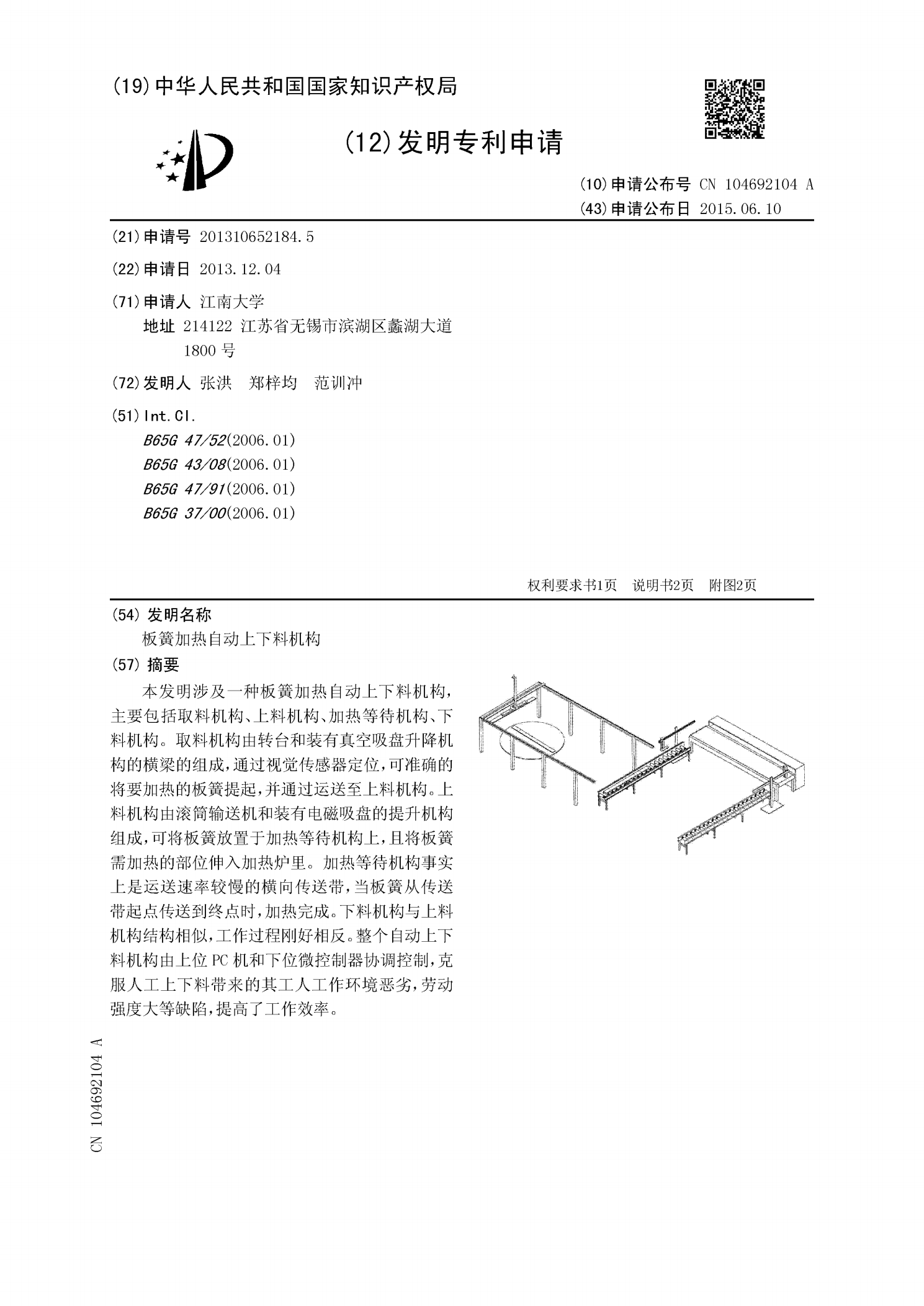
板簧加热自动上下料机构.pdf
本发明涉及一种板簧加热自动上下料机构,主要包括取料机构、上料机构、加热等待机构、下料机构。取料机构由转台和装有真空吸盘升降机构的横梁的组成,通过视觉传感器定位,可准确的将要加热的板簧提起,并通过运送至上料机构。上料机构由滚筒输送机和装有电磁吸盘的提升机构组成,可将板簧放置于加热等待机构上,且将板簧需加热的部位伸入加热炉里。加热等待机构事实上是运送速率较慢的横向传送带,当板簧从传送带起点传送到终点时,加热完成。下料机构与上料机构结构相似,工作过程刚好相反。整个自动上下料机构由上位PC机和下位微控制器协调控制