
一种双管板弓形换热管穿管工艺.pdf

书錦****by

1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双管板弓形换热管穿管工艺.pdf
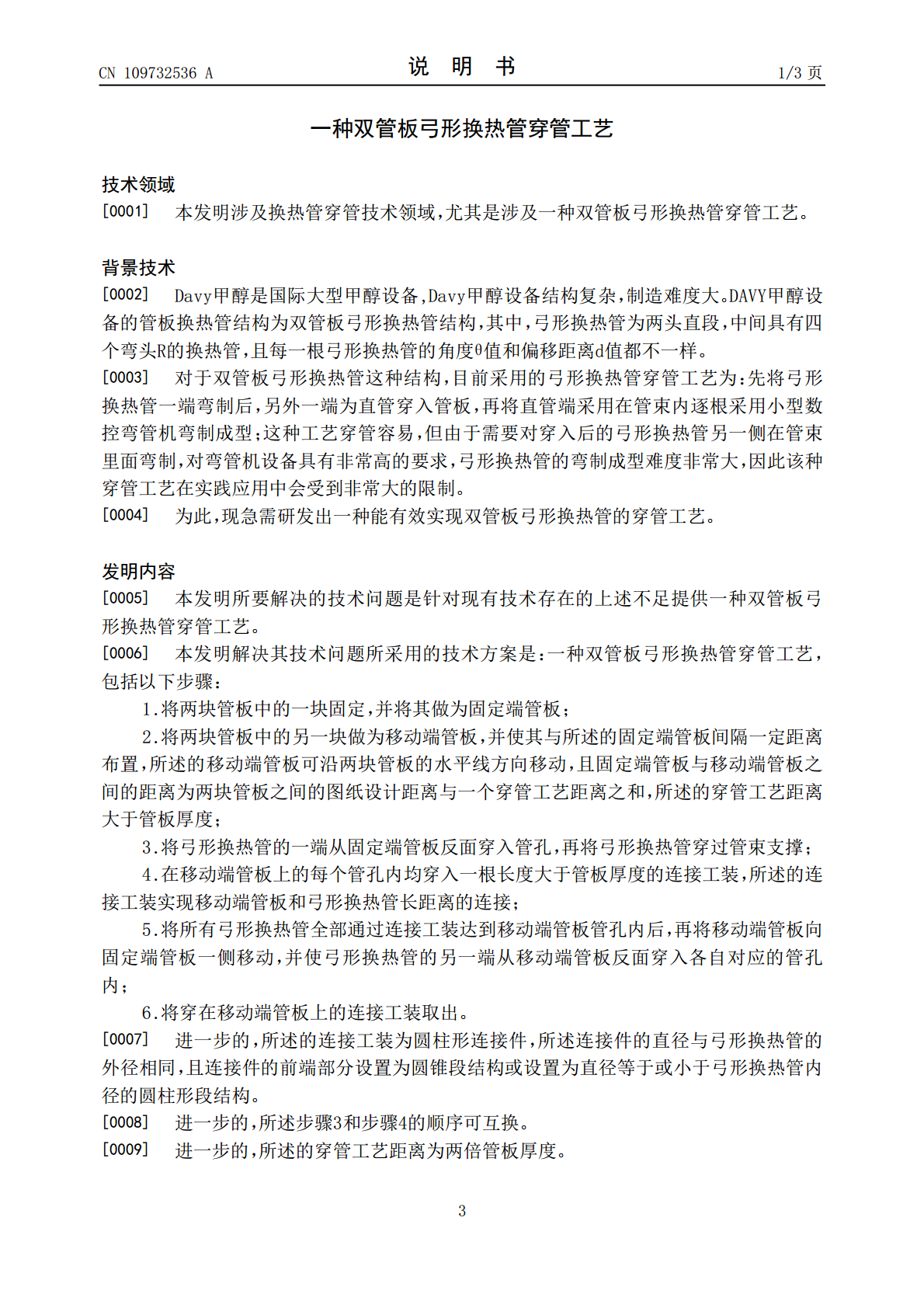
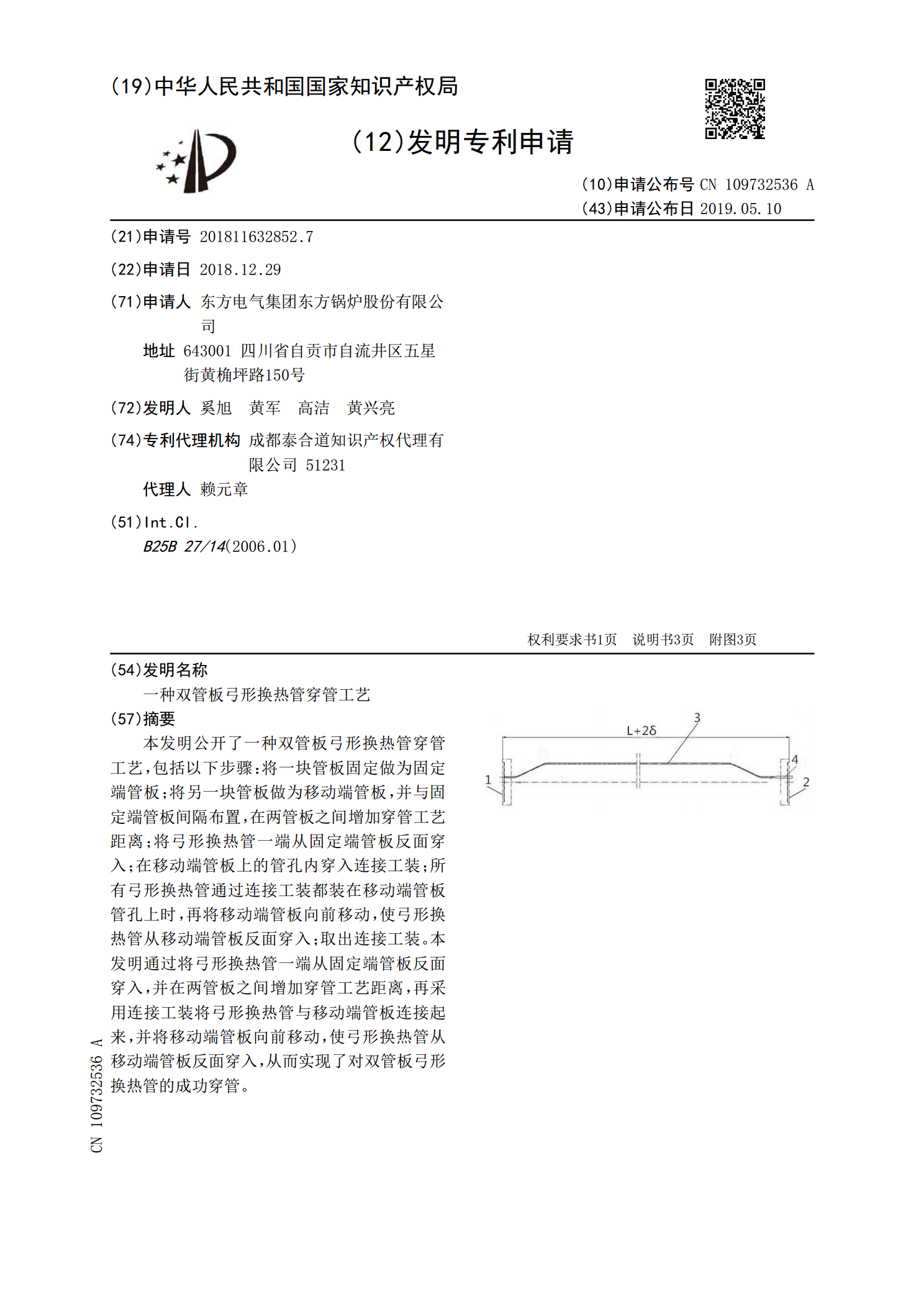
本发明公开了一种双管板弓形换热管穿管工艺,包括以下步骤:将一块管板固定做为固定端管板;将另一块管板做为移动端管板,并与固定端管板间隔布置,在两管板之间增加穿管工艺距离;将弓形换热管一端从固定端管板反面穿入;在移动端管板上的管孔内穿入连接工装;所有弓形换热管通过连接工装都装在移动端管板管孔上时,再将移动端管板向前移动,使弓形换热管从移动端管板反面穿入;取出连接工装。本发明通过将弓形换热管一端从固定端管板反面穿入,并在两管板之间增加穿管工艺距离,再采用连接工装将弓形换热管与移动端管板连接起来,并将移动端管板向

一种双管板π形换热管管束穿管方法.pdf
本发明公开了一种双管板π形换热管管束穿管方法,包括以下步骤:将两块管板固定在平台上;穿最下层最外两侧换热管,穿管时,先将π形换热管一端穿入一块管板,再将π形换热管另一端穿入另一块管板,之后旋转π形换热管至目标方位;穿最下层次外两侧换热管,穿管时,先将π形换热管放置在竖直位置,再将π形换热管一端穿入一块管板,将π形换热管另一端穿入另一块管板,之后将π形换热管从竖直位置旋转至目标方位;按前述穿管方法完成剩余换热管的穿管;此后穿第二层直至穿完所有换热管。本发明通过准确计算穿管顺序并利用π形换热管穿管的空间错位,
双管板换热管胀接工艺评定.pdf
双管板换热管胀接工艺评定一、试胀的目的1、.检查胀管器的质量。2.检查管材的胀接性能。3.根据试胀的检查结果,确定台适的胀管率和制定胀接工艺规程。二、试胀的合格标准1、试胀管未发生过胀、欠胀、开裂、起槽、挤压、切痕等主要缺陷。2、外观成形正常,用目测或放大镜检查喇叭口翻边无裂纹,挤胀,切痕等缺陷。3、手摸管子内外部表面,管子胀紧的过渡部分是圆滑过渡,无突然变形;用角尺放于管子两侧检查其胀口无偏挤现象,要求间隙偏差≤0.3mm。3.试胀管在解剖检查时,胀口与外壁啮合良好,印痕均匀明显,管壁减薄量均匀,且控制

一种双管式换热管.pdf
本发明公开一种双管式换热管,包括换热内管和换热外管,该换热内管相应套装在换热外管的内部,两个管体设置为同心管体结构,且两管体之间留有环向流道,该换热内管中设置有热流介质,流向设置为从下而上,而换热外管与换热内管之间的环向流道处则设置有冷凝介质。本发明为内外管体结构,内外管体均流入不同温度的介质,换热内管的外壁上安装设置换热片,可以将热量从换热内管中引导至换热片,冷凝介质与换热片进行热交换,增加换热效率,本发明中换热外管的内壁上还设置有挡板,挡板与换热片为上下交错设置,挡板与换热片与侧壁之间均留有径流间隙,
换热管与管板连接通用工艺规程.pdf
其长度应不小于二倍的管板厚度。刷管后,换热管应放置在干燥通风处,已经刷管处理的换热管必须在7天内与管板进行胀接或焊接连接,否则应重新进行刷管处理。c)换热管的外伸长度,按产品焊接工艺规程执行。对需打磨的管头要求打磨平整,不得有卷边现象,并用机械或化学方法清除管板、管端表面残留的砂轮灰等杂物。d)当换热管与管板定位后实施焊接或胀接前(不超过4小时),应采用钢丝刷将连接部位的换热管与管板表面的锈斑、油污清理干净。胀紧率应符合工艺要求。e)换热管与管板連接采用先胀后焊时,焊接前应将管头表面的油污、水渍等用丙酮清