
双管板换热管胀接工艺评定.pdf

文库****品店

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双管板换热管胀接工艺评定.pdf
双管板换热管胀接工艺评定一、试胀的目的1、.检查胀管器的质量。2.检查管材的胀接性能。3.根据试胀的检查结果,确定台适的胀管率和制定胀接工艺规程。二、试胀的合格标准1、试胀管未发生过胀、欠胀、开裂、起槽、挤压、切痕等主要缺陷。2、外观成形正常,用目测或放大镜检查喇叭口翻边无裂纹,挤胀,切痕等缺陷。3、手摸管子内外部表面,管子胀紧的过渡部分是圆滑过渡,无突然变形;用角尺放于管子两侧检查其胀口无偏挤现象,要求间隙偏差≤0.3mm。3.试胀管在解剖检查时,胀口与外壁啮合良好,印痕均匀明显,管壁减薄量均匀,且控制

基于ANSYS的双换热管双管板换热器应力分析与评定.docx
基于ANSYS的双换热管双管板换热器应力分析与评定双换热管双管板换热器,在工业领域广泛应用于传热过程中。其优势在于具有换热效率高、结构简单等特点。然而,在使用过程中,双换热管双管板换热器所受到的应力会对其性能产生重要影响。为了确保这类换热器的安全可靠运行,有必要进行应力分析与评定。ANSYS是一种常用的有限元分析软件,它可以模拟复杂结构的应力分布。在进行双换热管双管板换热器应力分析时,可以采用有限元方法建立换热器的数值模型,进行静力学分析,以评估其结构在正常工作条件下的应力状态。首先,需要对双换热管双管板
一种双管板弓形换热管穿管工艺.pdf
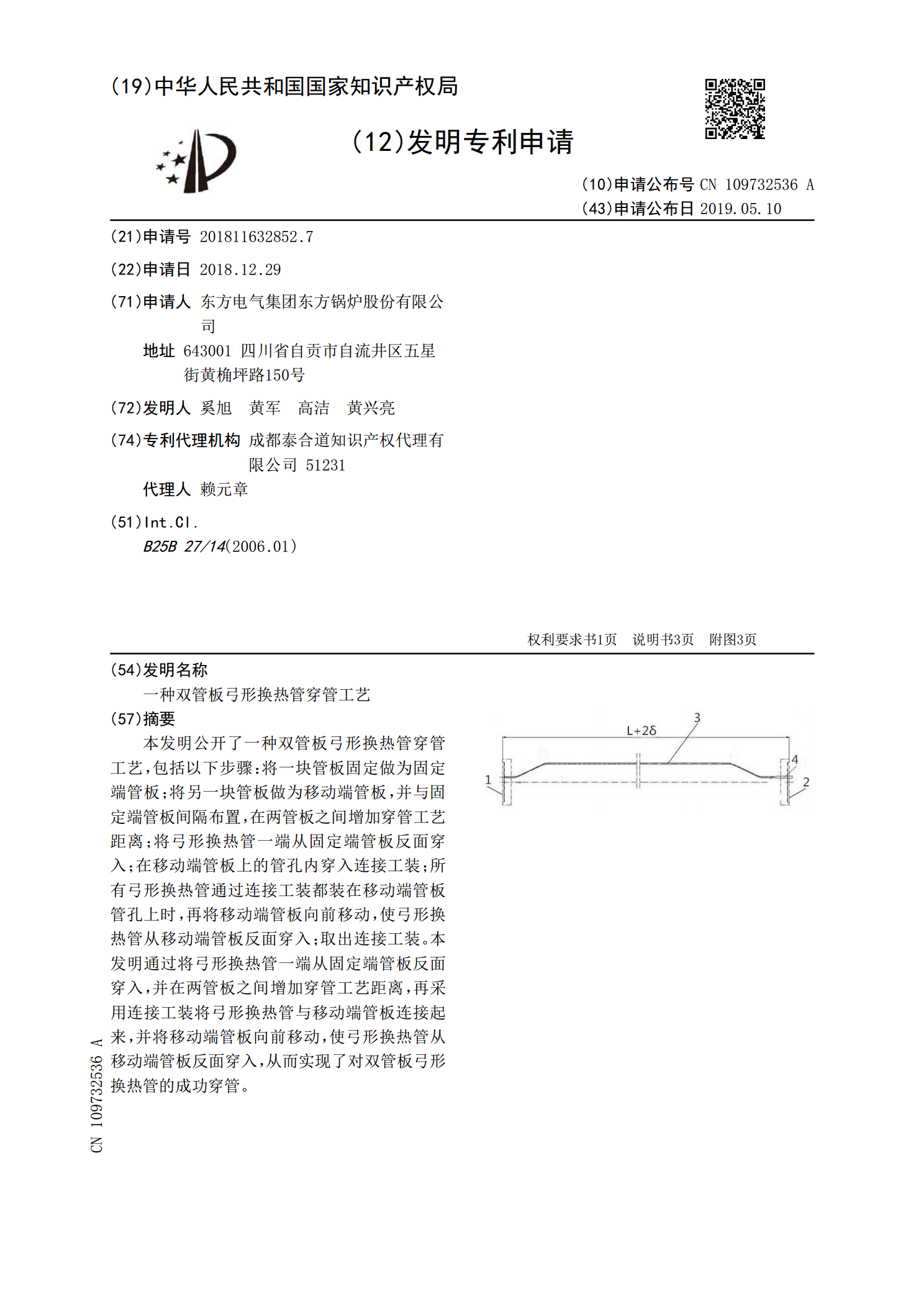
本发明公开了一种双管板弓形换热管穿管工艺,包括以下步骤:将一块管板固定做为固定端管板;将另一块管板做为移动端管板,并与固定端管板间隔布置,在两管板之间增加穿管工艺距离;将弓形换热管一端从固定端管板反面穿入;在移动端管板上的管孔内穿入连接工装;所有弓形换热管通过连接工装都装在移动端管板管孔上时,再将移动端管板向前移动,使弓形换热管从移动端管板反面穿入;取出连接工装。本发明通过将弓形换热管一端从固定端管板反面穿入,并在两管板之间增加穿管工艺距离,再采用连接工装将弓形换热管与移动端管板连接起来,并将移动端管板向

管壳式余热锅炉薄管板与换热管胀接性能研究.docx
管壳式余热锅炉薄管板与换热管胀接性能研究标题:管壳式余热锅炉薄管板与换热管胀接性能研究摘要:管壳式余热锅炉是一种能够利用废热能源的热交换装置,其薄管板与换热管胀接性能对于锅炉的正常运行与换热效率至关重要。本文通过研究管壳式余热锅炉薄管板与换热管胀接的性能,探讨了胀接材料的选择与应用、胀接接头的结构设计、以及胀接工艺的影响等方面的内容。通过实验分析和理论计算,得出了一些关键结论,为提升管壳式余热锅炉的性能提供了理论与实验依据。第一章引言1.1研究背景1.2研究目的第二章热胀冷缩理论与模型2.1胀接原理2.2

一种换热管与管板及防冲套管胀接方法.pdf
本发明公开了一种换热管与管板及防冲套管胀接方法,包括换热管与管板的胀接和换热管与防冲套管的胀接:第一步:换热管与管板的胀接,带防冲套管的换热管区域不胀接,胀接长度L3=换热管长度L1-防冲套管长度L2;第二步:换热管与防冲套管胀接,胀接长度为L2。采用本发明所述换热管与管板及防冲套管胀接方法,防冲套管区域不再重复胀接,保护了防冲套管区域内的换热管使用寿命,并彻底解决高压加热器产品中防冲套管及换热管贴合不紧、易脱落的问题;解决了换热管与管板胀接时胀杆断裂的问题,产品的质量大幅提高,同时换热管与管板胀接时的胀