
一种高抗震高强度生态绿色钢材及加工工艺.pdf

一只****懿呀


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高抗震高强度生态绿色钢材及加工工艺.pdf
本发明公开了一种高抗震高强度生态绿色钢材,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.50~0.70%、Mn:1.35~1.50%、P:≤0.03%、S:≤0.025%、N:0.0090~0.0110%、余量Fe及杂质;其加工工艺具体如下:第一步,将钢坯经过加热炉加热,所述钢坯其入炉钢坯温度小于450℃;所述加热炉其加热温度为二加温度:860±20℃;一加温度:1090±20℃,均热温度1120±15℃;第二步,轧制温控;第三步,冷却控制;本发明的高抗震高强度生态绿色钢
一种改进的高抗震高强度生态绿色钢材及加工工艺.pdf
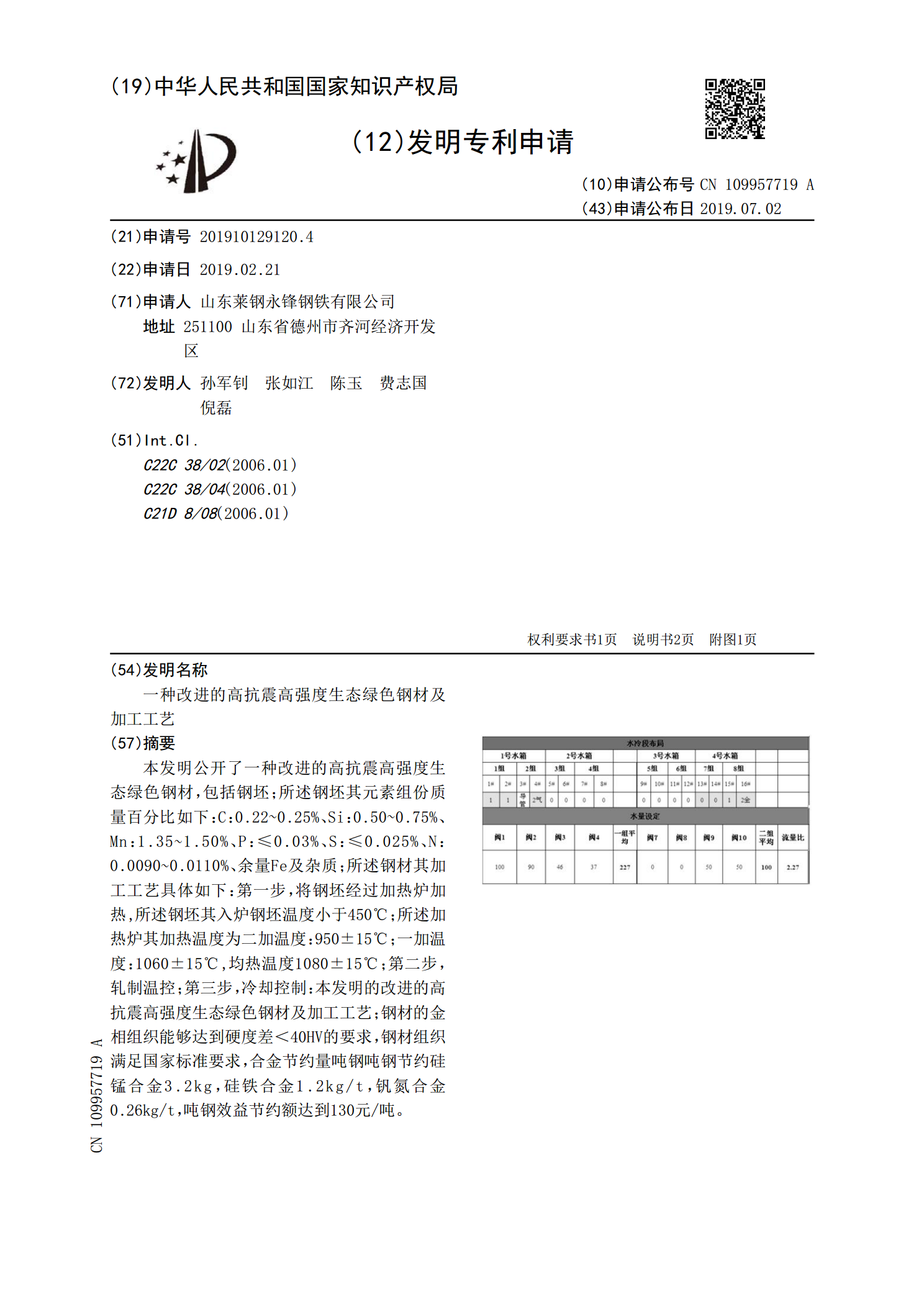
本发明公开了一种改进的高抗震高强度生态绿色钢材,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.50~0.75%、Mn:1.35~1.50%、P:≤0.03%、S:≤0.025%、N:0.0090~0.0110%、余量Fe及杂质;所述钢材其加工工艺具体如下:第一步,将钢坯经过加热炉加热,所述钢坯其入炉钢坯温度小于450℃;所述加热炉其加热温度为二加温度:950±15℃;一加温度:1060±15℃,均热温度1080±15℃;第二步,轧制温控;第三步,冷却控制:本发明的改进的高

一种高抗震高强度生态绿色带肋钢盘条及加工工艺.pdf
本发明公开了一种高抗震高强度生态绿色带肋钢盘条,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.20~0.50%、Mn:0.85~1.25%、P:≤0.03%、S:≤0.025%、余量Fe及杂质;所述带肋钢盘条加工工艺具体如下:第一步,将钢坯经过加热炉加热,第二步,轧制温控;第三步,冷却控制:采用湍吸式冷却喷嘴;并进行分段冷却,喷嘴流量根据温度控制标准调整;风冷辊道按照标准设定速比,保温罩要求全部打开;本发明的高抗震高强度生态绿色带肋钢盘条及加工工艺,节约国家资源,提升产品
一种建筑用高强度抗震钢材制备设备.pdf
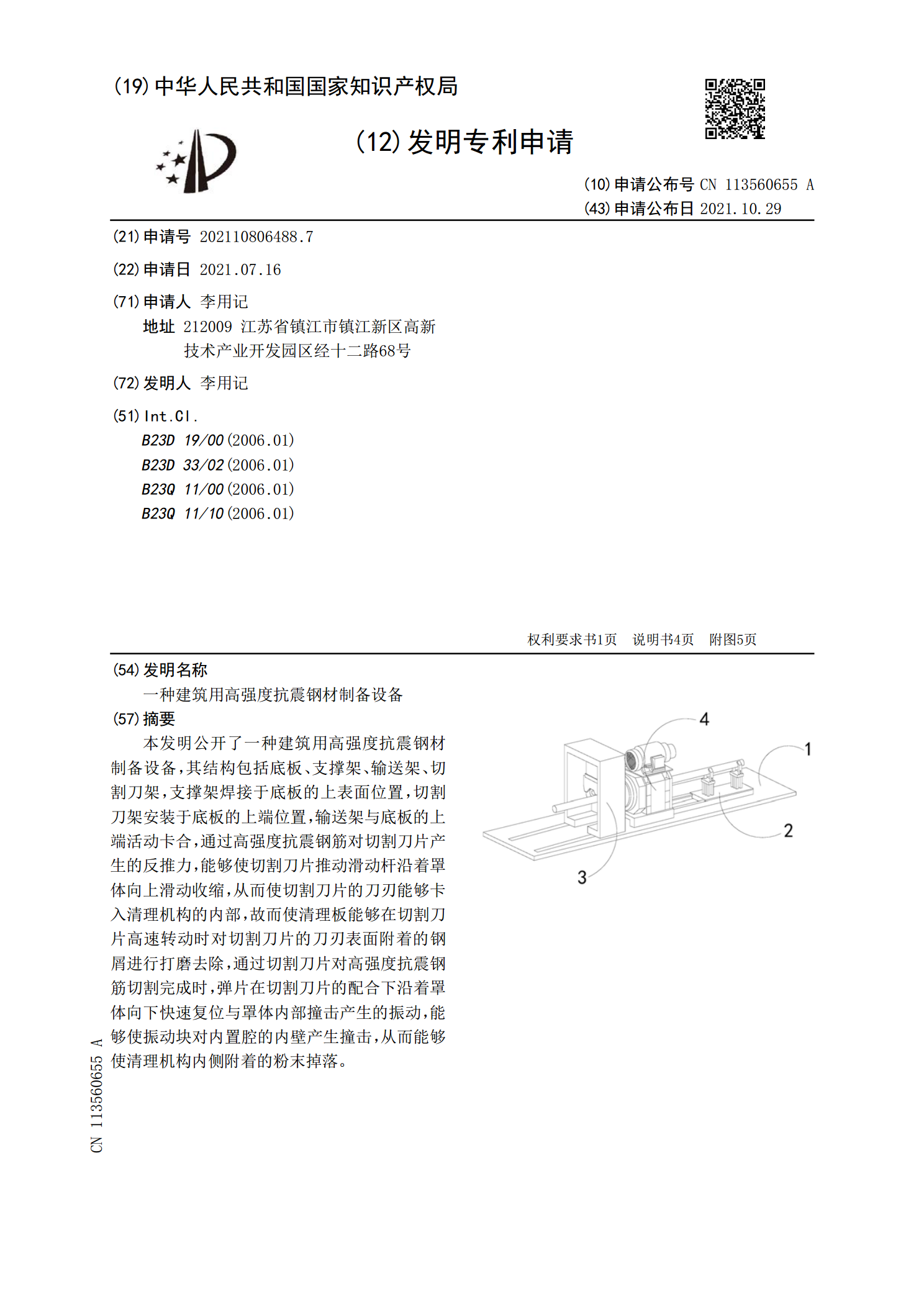
本发明公开了一种建筑用高强度抗震钢材制备设备,其结构包括底板、支撑架、输送架、切割刀架,支撑架焊接于底板的上表面位置,切割刀架安装于底板的上端位置,输送架与底板的上端活动卡合,通过高强度抗震钢筋对切割刀片产生的反推力,能够使切割刀片推动滑动杆沿着罩体向上滑动收缩,从而使切割刀片的刀刃能够卡入清理机构的内部,故而使清理板能够在切割刀片高速转动时对切割刀片的刀刃表面附着的钢屑进行打磨去除,通过切割刀片对高强度抗震钢筋切割完成时,弹片在切割刀片的配合下沿着罩体向下快速复位与罩体内部撞击产生的振动,能够使振动块对

一种高速生产小直径高强度高塑性钢材的热处理加工方法.pdf
本发明是一种高速生产小直径高强度高塑性钢材的热处理加工方法,将粗规格盘圆先经预热中频炉加热到720-790℃,再经超音频加热炉补偿加热到950-1150℃;经多道次连续式轧机将盘圆精轧到所需要外型尺寸的小直径钢筋;进行至少一次淬火将小直径钢筋表面温度控制在400-650℃,再利用钢筋内部热传导使钢筋表面温度升至490-690℃,并在此温度下保温5-25秒,再进行至少一次淬火将小直径钢筋表面温度控制在400-550℃,最后冷至室温;亦可经过回火加热炉加热到550-650℃,水冷到室温。本发明的工艺生产小直径