
一种高抗震高强度生态绿色带肋钢盘条及加工工艺.pdf

春岚****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高抗震高强度生态绿色带肋钢盘条及加工工艺.pdf
本发明公开了一种高抗震高强度生态绿色带肋钢盘条,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.20~0.50%、Mn:0.85~1.25%、P:≤0.03%、S:≤0.025%、余量Fe及杂质;所述带肋钢盘条加工工艺具体如下:第一步,将钢坯经过加热炉加热,第二步,轧制温控;第三步,冷却控制:采用湍吸式冷却喷嘴;并进行分段冷却,喷嘴流量根据温度控制标准调整;风冷辊道按照标准设定速比,保温罩要求全部打开;本发明的高抗震高强度生态绿色带肋钢盘条及加工工艺,节约国家资源,提升产品

一种高抗震高强度生态绿色钢材及加工工艺.pdf
本发明公开了一种高抗震高强度生态绿色钢材,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.50~0.70%、Mn:1.35~1.50%、P:≤0.03%、S:≤0.025%、N:0.0090~0.0110%、余量Fe及杂质;其加工工艺具体如下:第一步,将钢坯经过加热炉加热,所述钢坯其入炉钢坯温度小于450℃;所述加热炉其加热温度为二加温度:860±20℃;一加温度:1090±20℃,均热温度1120±15℃;第二步,轧制温控;第三步,冷却控制;本发明的高抗震高强度生态绿色钢
一种改进的高抗震高强度生态绿色钢材及加工工艺.pdf
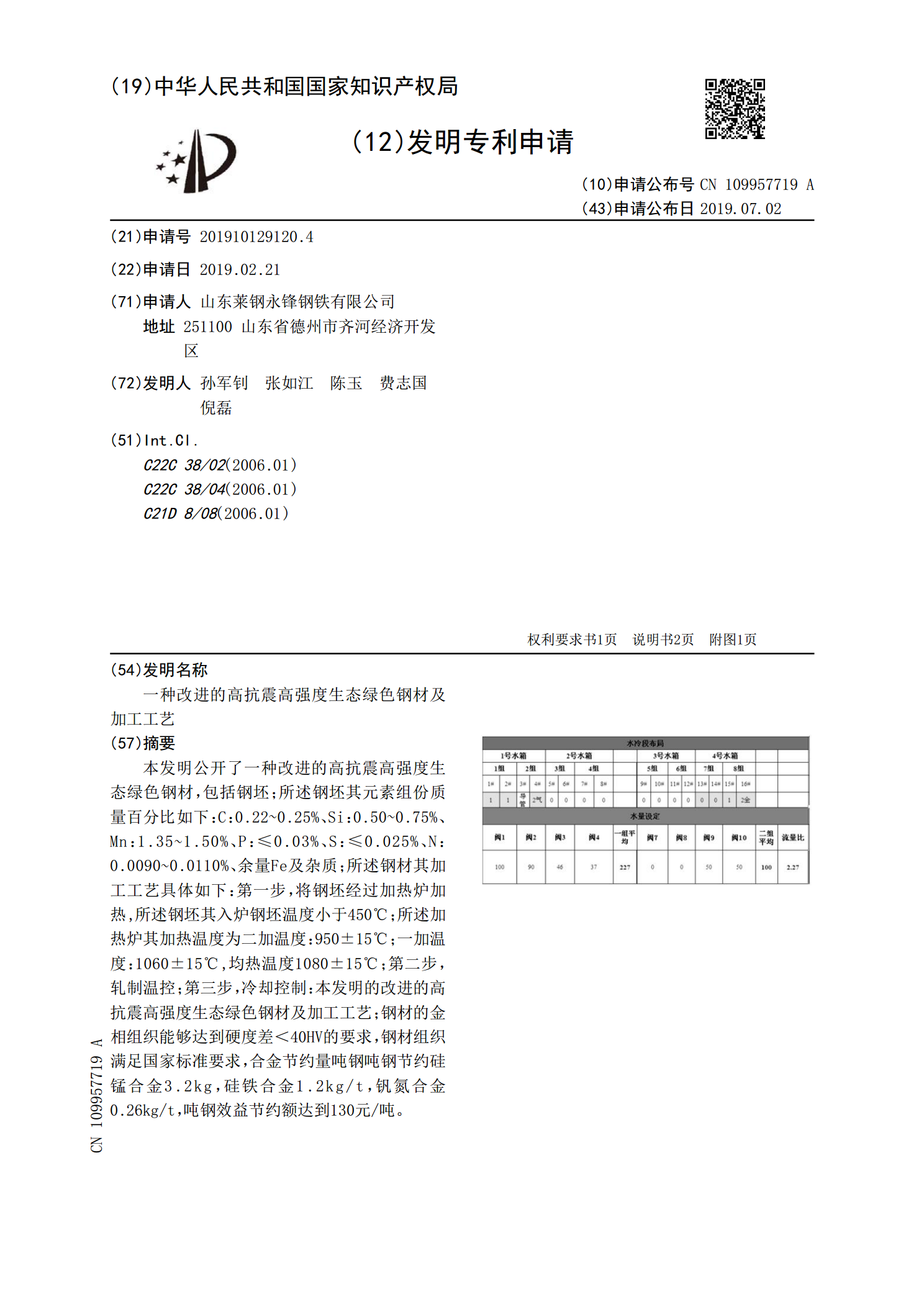
本发明公开了一种改进的高抗震高强度生态绿色钢材,包括钢坯;所述钢坯其元素组份质量百分比如下:C:0.22~0.25%、Si:0.50~0.75%、Mn:1.35~1.50%、P:≤0.03%、S:≤0.025%、N:0.0090~0.0110%、余量Fe及杂质;所述钢材其加工工艺具体如下:第一步,将钢坯经过加热炉加热,所述钢坯其入炉钢坯温度小于450℃;所述加热炉其加热温度为二加温度:950±15℃;一加温度:1060±15℃,均热温度1080±15℃;第二步,轧制温控;第三步,冷却控制:本发明的改进的高

高强度管桩用盘条高线工艺开发.docx
高强度管桩用盘条高线工艺开发标题:高强度管桩用盘条高线工艺开发摘要:随着城市建设的不断发展,地下空间的利用日益重要,高强度管桩逐渐成为地下工程中常用的基础结构。而盘条高线作为高强度管桩的关键构件,其工艺开发对于管桩整体性能起着重要作用。本文针对高强度管桩用盘条高线工艺进行了系统的研究和开发,包括材料选择、热处理工艺、表面处理等方面。通过试验和理论分析,得出了一套可行的盘条高线工艺,提高了高强度管桩的整体性能。关键词:高强度管桩;盘条高线;工艺开发;材料选择;热处理工艺;表面处理1.引言高强度管桩作为一种新
一种高强度钢网架螺栓加工工艺.pdf
一种高强度钢网架螺栓加工工艺,该节点用螺栓的主要成份为Ni、Mo、Cr、S、P、Mn、Si、C、Re、Fe,该螺栓的加工工艺通过高频感应电流热锻、冷挤压等工艺制成螺栓。本发明在专利申请号为200810020089.2的专利申请的基础上,其热锻采用了高频感应加热,其频率控制在2‑5万赫兹,利用高频感应加热速度快、加热均匀等优点,能使工件表面获得心部到表面均匀的组织、性能,提高了工件的受热均匀性,能获得更好的晶相结构,得到更好性能的高强度螺栓;同时在软化退火步骤中软化炉内放入大量的富碳物质,在高温下富碳物质夺