
一种真空玻璃封接器件的方法.pdf

萌运****魔王


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种真空玻璃封接器件的方法.pdf
本发明属于玻璃封接技术领域,具体涉及一种真空玻璃封接器件的方法,包括以下步骤:封接器件的装配入炉、低温真空处理、高温保护封接和降温退火处理。在入炉后的低温真空处理步骤中,可以消除玻璃绝缘体内部分气泡、缺陷内的压强,使存在的裂纹展开,与外界形成通道。进而通一定量的保护气进行高温保护封接,加热至封接温度,温度升高,玻璃绝缘体在熔融状态下,自行可弥合裂纹。密闭的炉体高温时保护气体产生的微正压,又减小了玻璃体中气泡的含量。降温退火过程中,又消除了玻璃的内应力。使用此方法封接的器件,有效减少了玻璃体内的气泡含量以及
一种真空玻璃压差封接方法.pdf
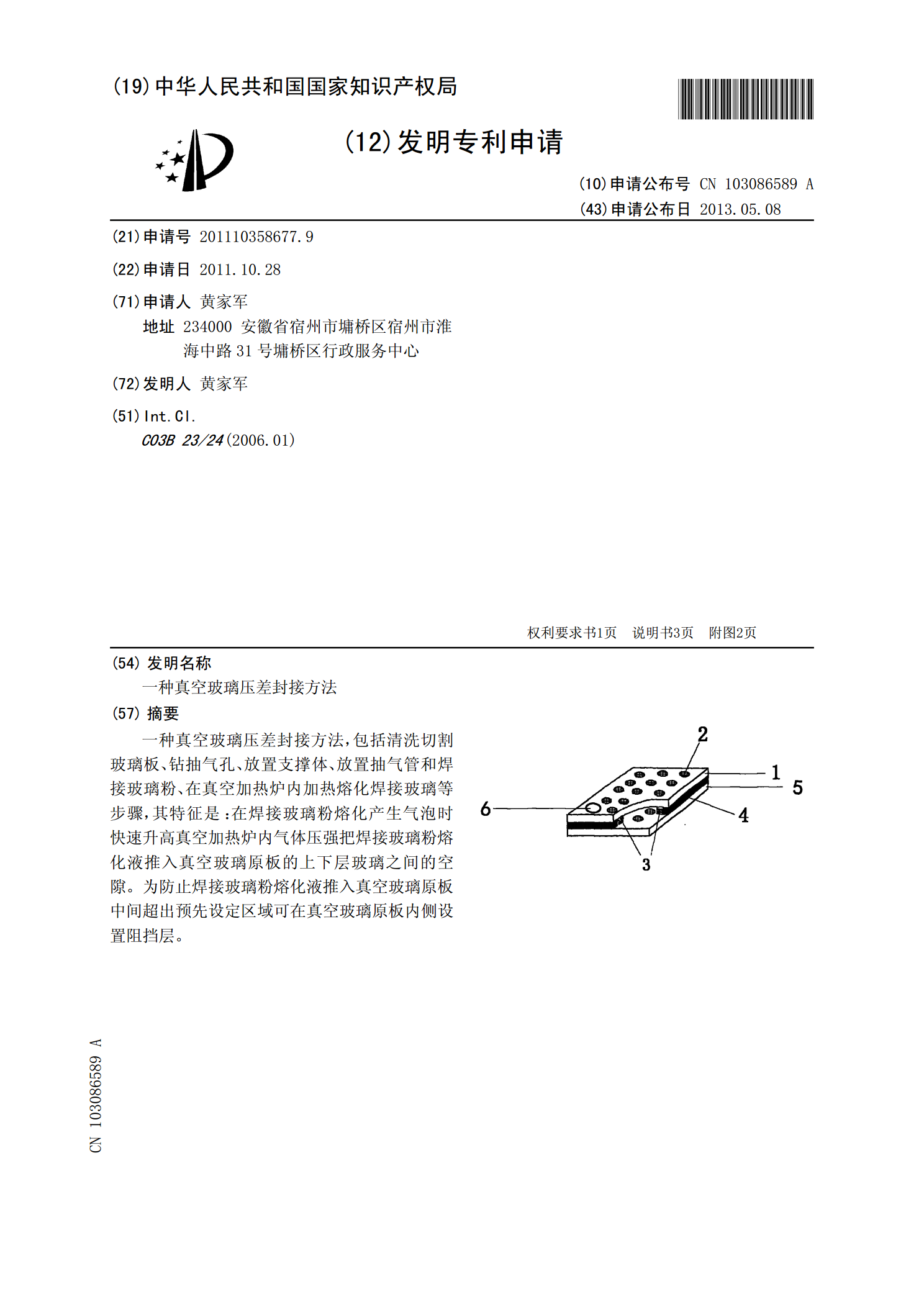
一种真空玻璃压差封接方法,包括清洗切割玻璃板、钻抽气孔、放置支撑体、放置抽气管和焊接玻璃粉、在真空加热炉内加热熔化焊接玻璃等步骤,其特征是:在焊接玻璃粉熔化产生气泡时快速升高真空加热炉内气体压强把焊接玻璃粉熔化液推入真空玻璃原板的上下层玻璃之间的空隙。为防止焊接玻璃粉熔化液推入真空玻璃原板中间超出预先设定区域可在真空玻璃原板内侧设置阻挡层。

一种利用热熔胶膜粘接的真空玻璃的封接方法.pdf
本发明公开了一种利用热熔胶膜粘接的真空玻璃的封接方法,先制备热熔胶膜,将上、下片平板玻璃裁片,在上、下片玻璃片四周边缘之间夹持铝合金框,铝合金框与上、下玻璃片间围成一个密封的腔体,其中一个铝合金框上开有抽气孔,在铝合框与上、下玻璃片的接合面处放置热熔胶膜条,加压夹紧,送入加热炉中,在130-135℃温度下放置4-5分钟后,取出冷却;再在铝合金框外侧与玻璃片的交接处再涂抹玻璃胶;然后抽真空、填塞抽气孔,在真空玻璃四周装上边框。本发明采用制作的热熔胶膜,用于玻璃片与铝合金框之间的封接,效果好,本发明制作的真空
一种无铅钢化真空玻璃封接方法.pdf
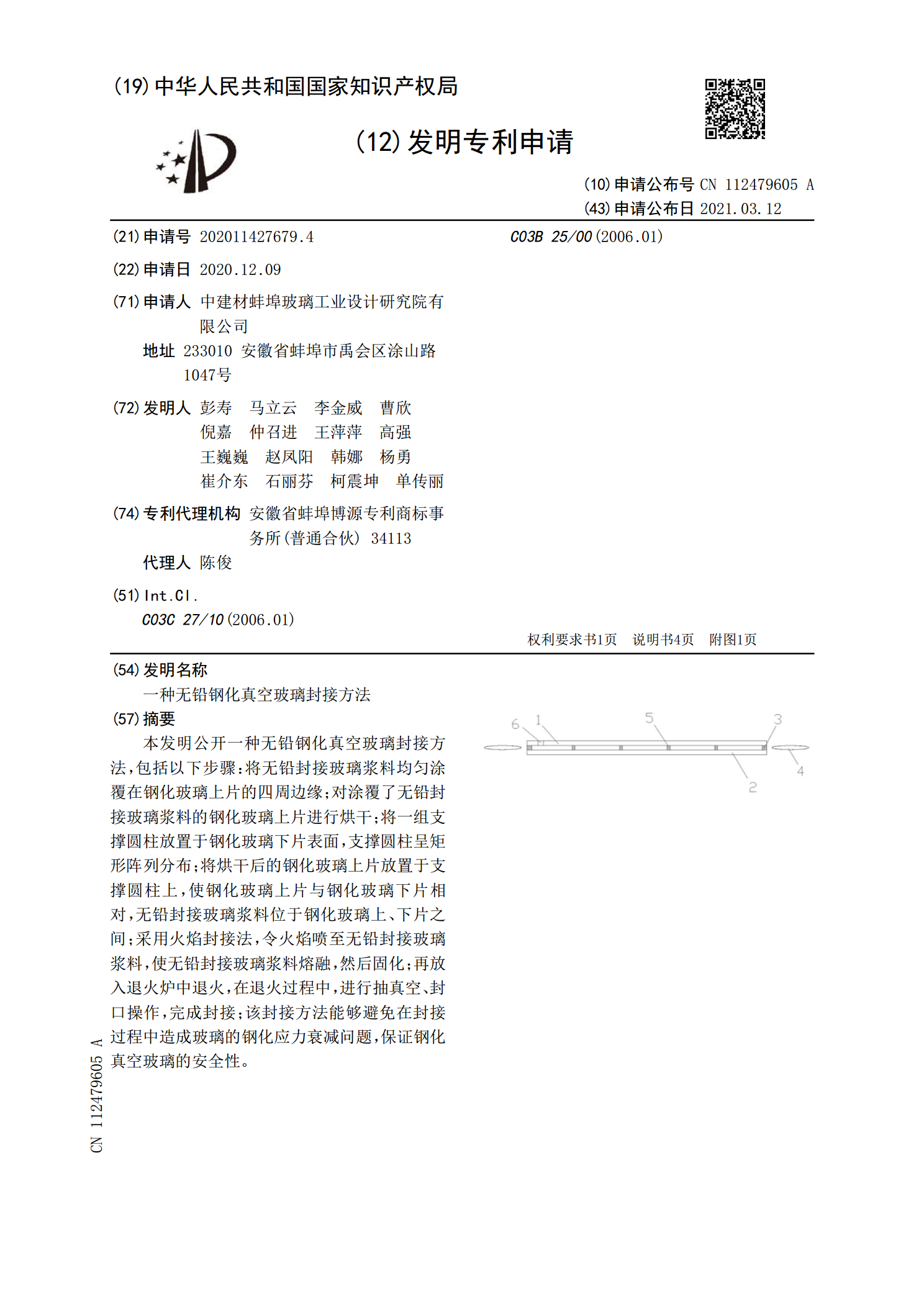
本发明公开一种无铅钢化真空玻璃封接方法,包括以下步骤:将无铅封接玻璃浆料均匀涂覆在钢化玻璃上片的四周边缘;对涂覆了无铅封接玻璃浆料的钢化玻璃上片进行烘干;将一组支撑圆柱放置于钢化玻璃下片表面,支撑圆柱呈矩形阵列分布;将烘干后的钢化玻璃上片放置于支撑圆柱上,使钢化玻璃上片与钢化玻璃下片相对,无铅封接玻璃浆料位于钢化玻璃上、下片之间;采用火焰封接法,令火焰喷至无铅封接玻璃浆料,使无铅封接玻璃浆料熔融,然后固化;再放入退火炉中退火,在退火过程中,进行抽真空、封口操作,完成封接;该封接方法能够避免在封接过程中造成
钢化真空玻璃的封接方法、制备方法和钢化真空玻璃.pdf
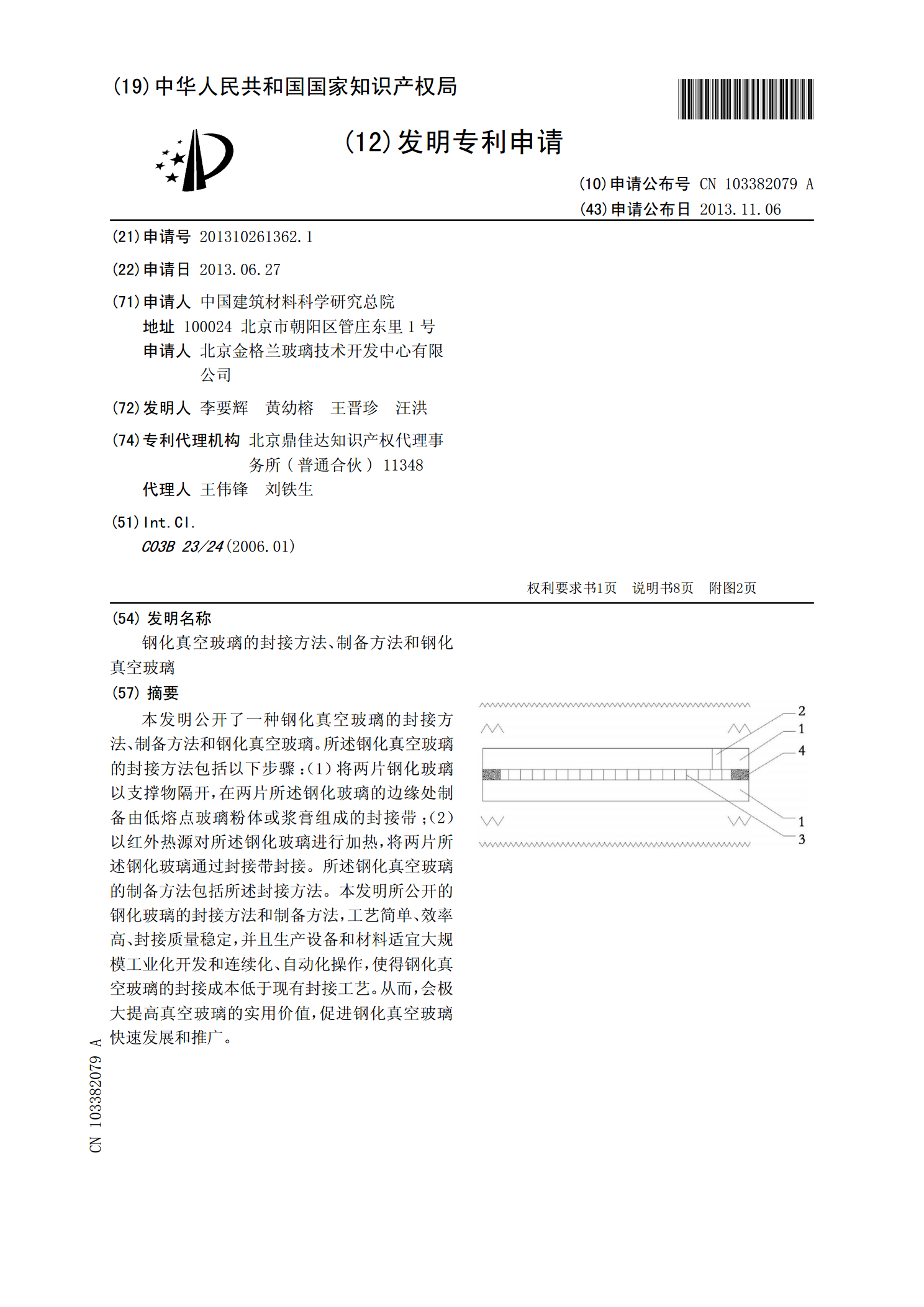
本发明公开了一种钢化真空玻璃的封接方法、制备方法和钢化真空玻璃。所述钢化真空玻璃的封接方法包括以下步骤:(1)将两片钢化玻璃以支撑物隔开,在两片所述钢化玻璃的边缘处制备由低熔点玻璃粉体或浆膏组成的封接带;(2)以红外热源对所述钢化玻璃进行加热,将两片所述钢化玻璃通过封接带封接。所述钢化真空玻璃的制备方法包括所述封接方法。本发明所公开的钢化玻璃的封接方法和制备方法,工艺简单、效率高、封接质量稳定,并且生产设备和材料适宜大规模工业化开发和连续化、自动化操作,使得钢化真空玻璃的封接成本低于现有封接工艺。从而,会