
一种提升IF钢连浇炉数的工艺.pdf

是你****松呀

1/8
2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
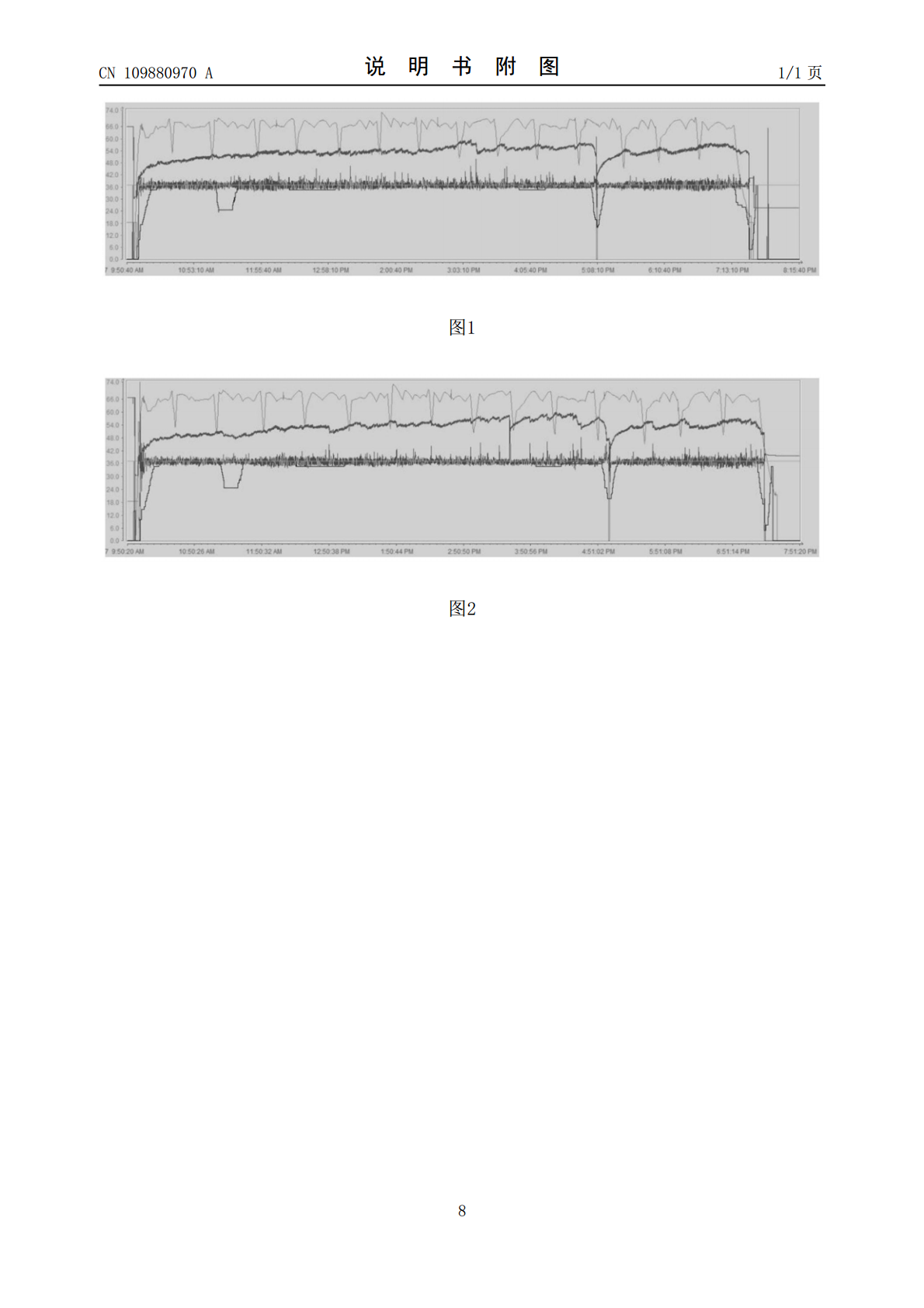
一种提升IF钢连浇炉数的工艺.pdf
本发明公开了本发明公开一种提升IF钢连浇炉数的工艺,通过优化炼钢工艺提升钢液洁净度水平、改进连铸保护浇注、采用吹氩塞棒和水口以及水口快换技术,减轻了水口堵塞的程度。本发明的工艺可以有效延长IF钢连续浇铸时间,实现多炉连浇法,降低生产成本,提高IF钢冶金经济技术指标。
一种提高小断面轴承钢连浇炉数的冶炼工艺.pdf
本发明提供了一种提高小断面轴承钢连浇炉数的冶炼工艺,可用于轴承钢的生产,属于冶金技术领域,本发明的冶炼工艺包括电炉冶炼、LF精炼、RH精炼、160mm*160mm连铸工序。本发明生产方法通过电炉冶炼出钢过程加入碳化硅及合金进行脱氧合金化,LF精炼过程渣系碱度控制3.0‑4.0,RH高真空脱气,连铸全流程采用严格保护浇注,避免二次氧化。经工业化生产表明,采用此工艺生产的160mm*160mm小断面轴承钢可连续浇注15炉,生产成本降低的同时产品实物质量提升。

一种提高铝脱氧轴承钢连浇炉数的方法.pdf
一种提高铝脱氧轴承钢连浇炉数的方法,其步骤包括:铁水脱硫;转炉冶炼;转炉出钢并合金化;氩站进行吹氩搅拌;精炼;真空处理;喂硅钙线处理;保护浇铸并连铸成坯。本发明的特点在于:轴承钢连铸的连浇炉数由现有的2炉提高到5炉及以上以上,使生产效率大大提高;钢包使用次数增加,耐材消耗减少,工人劳动强度降低;可稳定控制氧含量和非金属夹杂在较低水平,钢质洁净度高。

一种提高铝脱氧高碳铬轴承钢连浇炉数的生产工艺.pdf
本发明属于钢铁冶金领域,涉及一种提高铝脱氧轴承钢连浇炉数的生产工艺,本发明LF精炼渣采用CaO‑Al
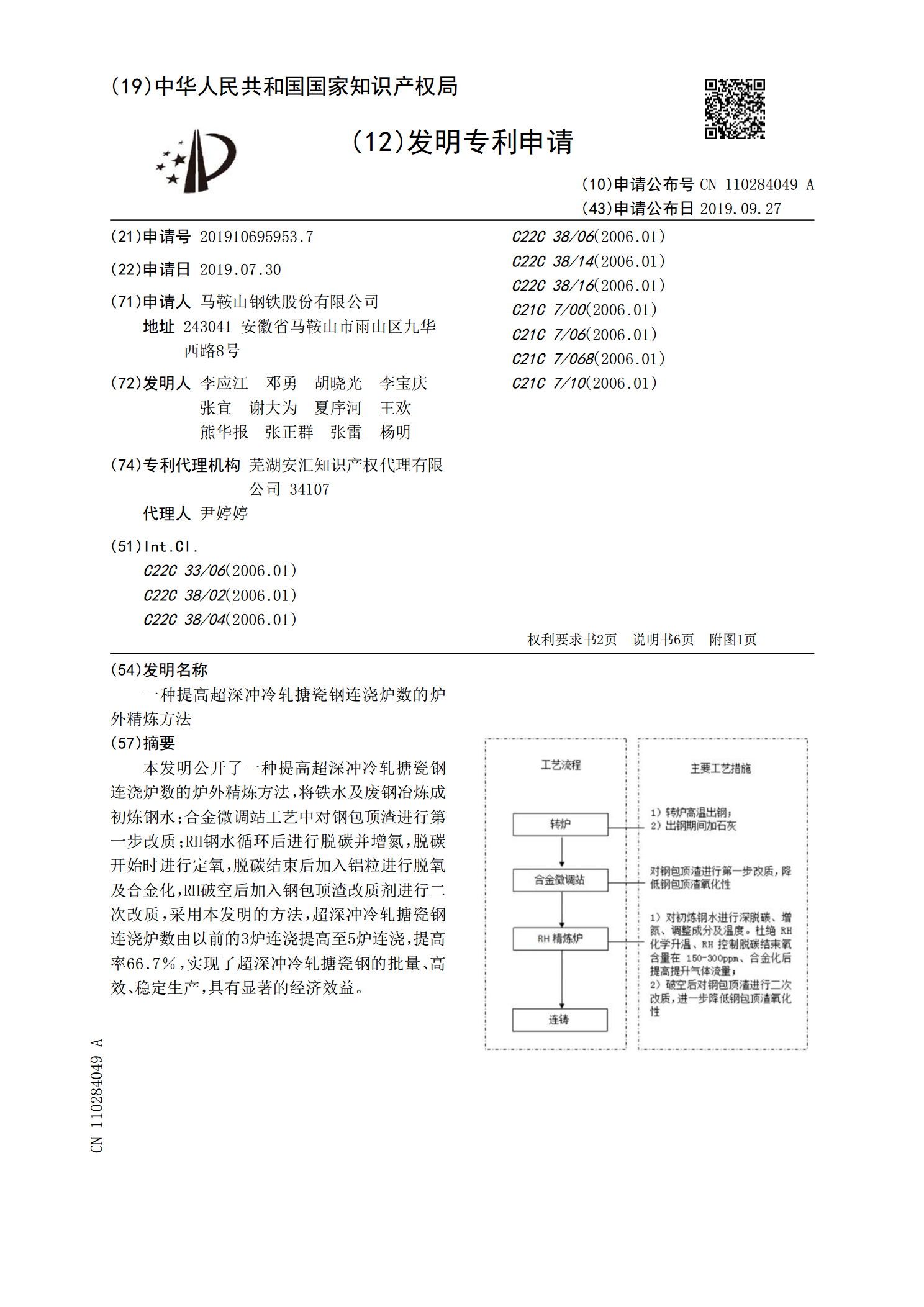
一种提高超深冲冷轧搪瓷钢连浇炉数的炉外精炼方法.pdf
本发明公开了一种提高超深冲冷轧搪瓷钢连浇炉数的炉外精炼方法,将铁水及废钢冶炼成初炼钢水;合金微调站工艺中对钢包顶渣进行第一步改质;RH钢水循环后进行脱碳并增氮,脱碳开始时进行定氧,脱碳结束后加入铝粒进行脱氧及合金化,RH破空后加入钢包顶渣改质剂进行二次改质,采用本发明的方法,超深冲冷轧搪瓷钢连浇炉数由以前的3炉连浇提高至5炉连浇,提高率66.7%,实现了超深冲冷轧搪瓷钢的批量、高效、稳定生产,具有显著的经济效益。