
一种退火炉内炉辊在线修磨控制方法和装置.pdf

小忆****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种退火炉内炉辊在线修磨控制方法和装置.pdf
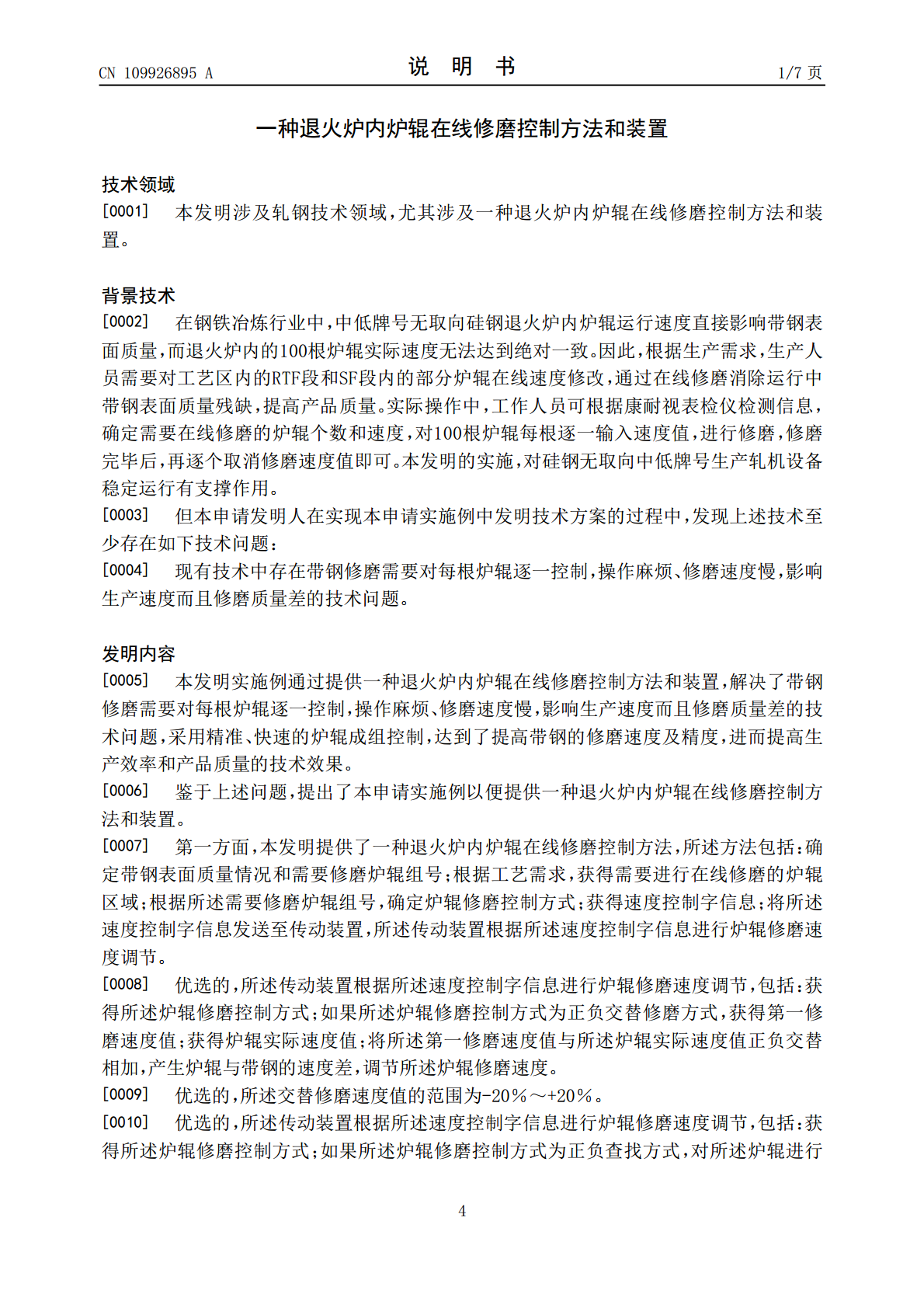
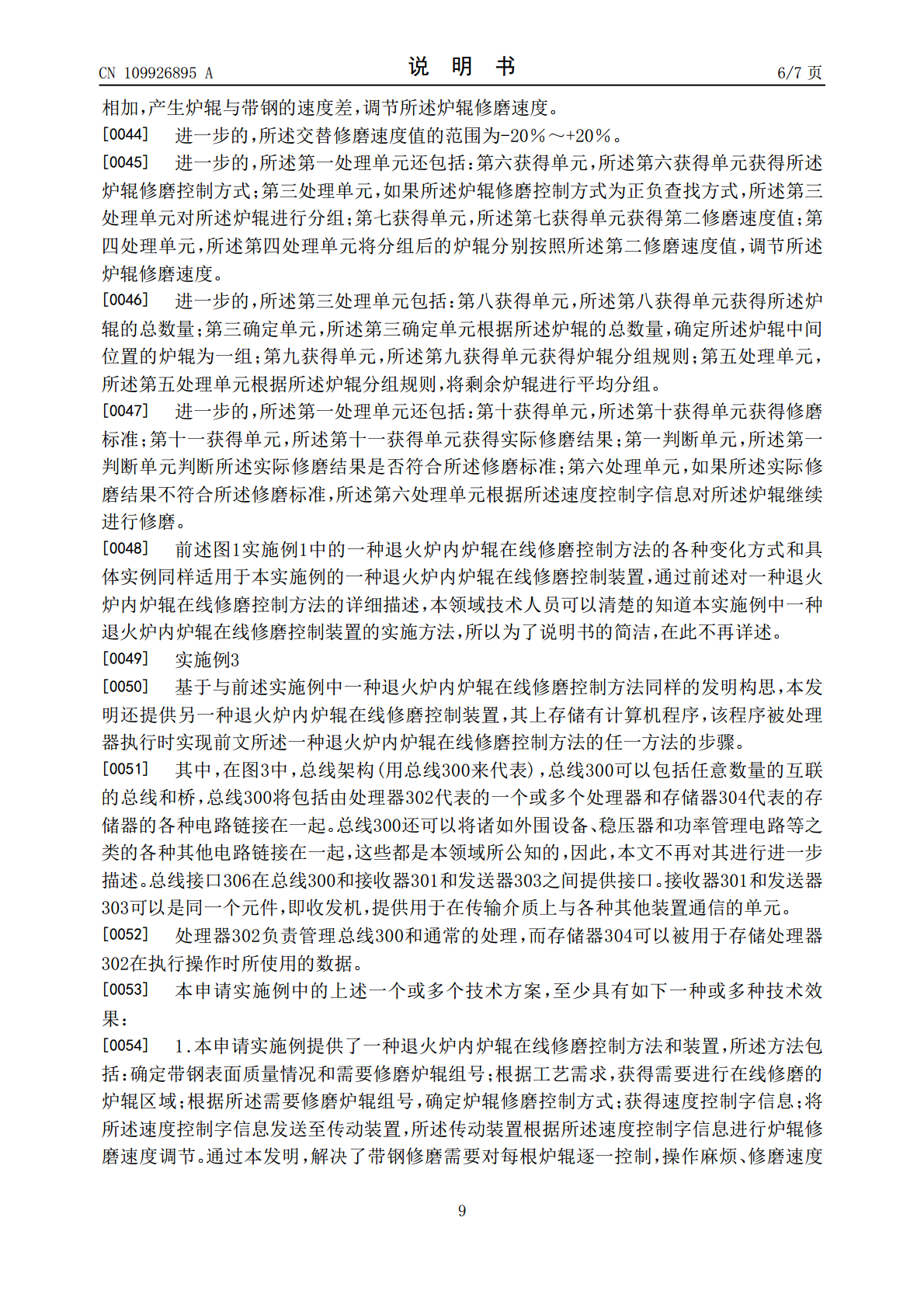
本发明提供了一种退火炉内炉辊在线修磨控制方法和装置,所述方法包括:确定带钢表面质量情况和需要修磨炉辊组号;根据工艺需求,获得需要进行在线修磨的炉辊区域;根据所述需要修磨炉辊组号,确定炉辊修磨控制方式;获得速度控制字信息;将所述速度控制字信息发送至传动装置,所述传动装置根据所述速度控制字信息进行炉辊修磨速度调节。通过本发明,解决了带钢修磨需要对每根炉辊逐一控制,操作麻烦、修磨速度慢,影响生产速度而且修磨质量差的技术问题,采用精准、快速的炉辊成组控制,达到了提高带钢的修磨速度及精度,进而提高生产效率和产品质量

一种辊面在线修磨方法及装置.pdf
本发明公开了一种辊面在线修磨方法及装置。该方法可在真空炉内浇铸过程中不间断地对铜辊表面进行打磨。该装置包括集尘壳,为一端开口、一端封闭且内部中空结构,且开口端朝向对应的铜辊所在位置;修磨轮,相切于铜辊,且安装于集尘壳内部;抽气管路,抽气端穿过集尘壳的上端伸入集尘壳内部,沿气流方向依次设置有过滤收集器和抽气泵;吹气管路,出气端连接于集尘壳的下端,进气端与抽气泵相连。本发明可实现在浇铸过程中进行辊面实时在线修磨,保证产品生产过程中辊面的平整及光滑,进而获得高质量的快淬带材,该装置自动化程度高、精度高且成本低,

一种连续退火炉辊修磨装置.pdf
本发明提供了一种连续退火炉辊修磨装置,具体涉及轧钢工器具领域,包括稳定块,所述稳定块一端连接有打磨装置,所述打磨装置两侧设有打磨块,所述打磨块固定连接有输出轴,所述打磨装置内设有四个箱体,所述箱体在打磨装置内两两对称、两两垂直,所述箱体内固定有振动电机,所述输出轴穿过打磨装置和箱体连接振动电机,所述垂直的箱体内振动电机输出端也连接有输出轴,所述输出轴固定连接有连接块,所述连接块上连接呈阵列分布的毛刷,通过振动电机来让打磨块做直线振动,通过和辊面接触来产生高频次直线振动摩擦,清除辊面结瘤积碳,再经过振动电机
一种碳套炉底辊在线磨辊方法.pdf
本发明提供一种碳套炉底辊结瘤处理方法,对大结瘤,各炉段温度高于正常温度20~25℃,通入使用次数小于4次、厚度为0.5~0.7mm的过渡卷,撤除炉内张力,运转4~5min后再采用联合点动方式运转8~12min,同时升温控制炉温,往复三个周期。对细小结瘤,各炉段温度高于正常温度10~15℃,通入使用次数小于4次、厚度为0.35~0.5mm的过渡卷,撤除炉内张力,运转炉辊1~3min。本发明能快速处理掉碳套炉底辊结瘤,且对细小结瘤,处理后可保证16小时内无结瘤;对大结瘤,处理掉后可保证30小时无结瘤,从而可大
一种扁担式矫直辊的辊面修磨装置及其修磨方法.pdf
本发明公开了一种扁担式矫直辊的辊面修磨装置及其修磨方法,包括支撑杆,其杆身上连有支撑座,位于所述支撑座一侧的所述支撑杆上设有驱动器,所述驱动器接入有电源,位于所述支撑座另一侧的所述支撑杆上设有砂轮,所述砂轮与所述驱动器相连,所述支撑杆的两端上均设有手持手柄,任一所述手持手柄上设有启动按钮,所述启动按钮控制控制所述驱动器的启闭。本发明改善矫直辊辊面修磨作业的环境,使作业安全本质得到根本改善。