
一种辊面在线修磨方法及装置.pdf

阳炎****找我

1/8

2/8

3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种辊面在线修磨方法及装置.pdf
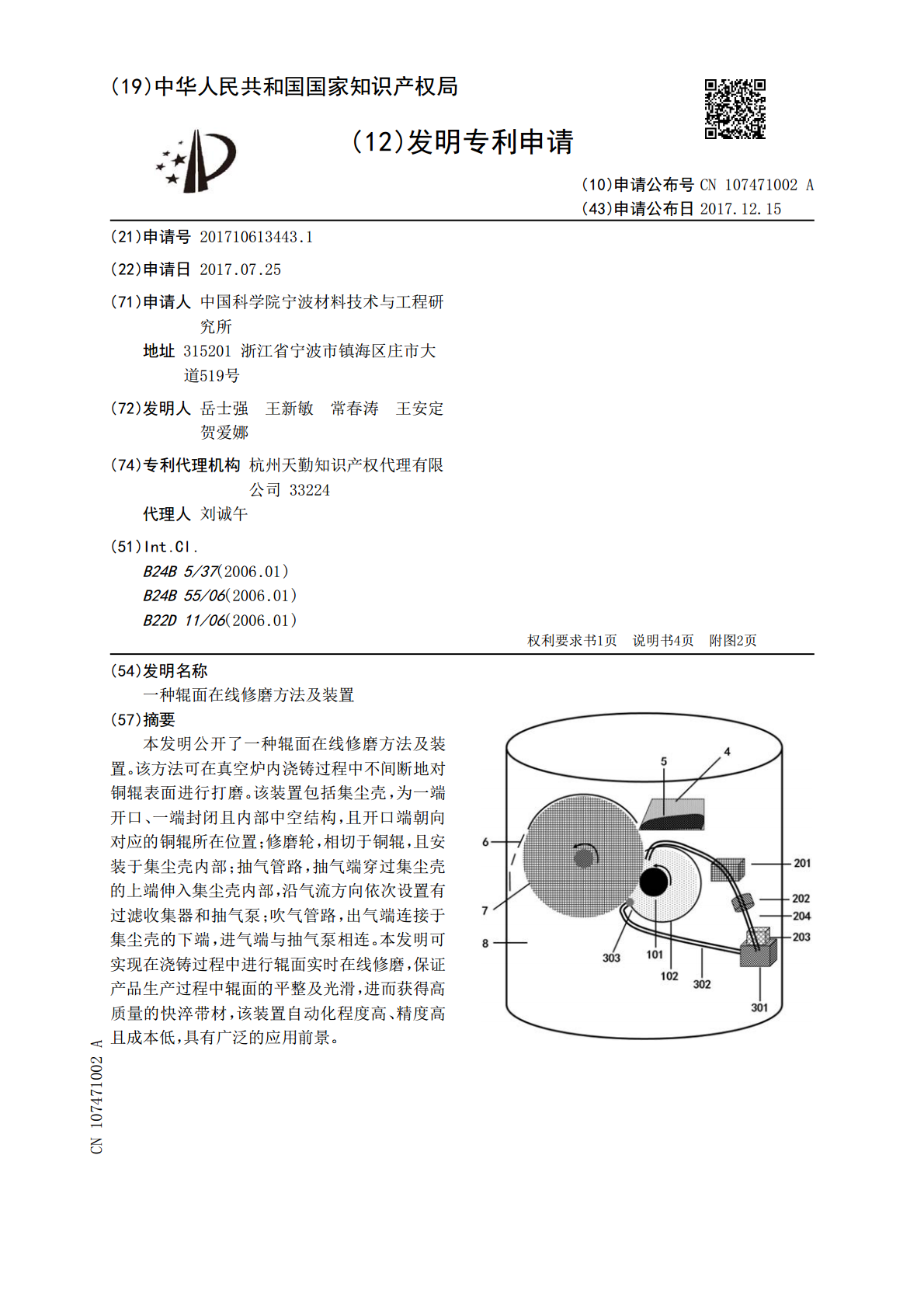
本发明公开了一种辊面在线修磨方法及装置。该方法可在真空炉内浇铸过程中不间断地对铜辊表面进行打磨。该装置包括集尘壳,为一端开口、一端封闭且内部中空结构,且开口端朝向对应的铜辊所在位置;修磨轮,相切于铜辊,且安装于集尘壳内部;抽气管路,抽气端穿过集尘壳的上端伸入集尘壳内部,沿气流方向依次设置有过滤收集器和抽气泵;吹气管路,出气端连接于集尘壳的下端,进气端与抽气泵相连。本发明可实现在浇铸过程中进行辊面实时在线修磨,保证产品生产过程中辊面的平整及光滑,进而获得高质量的快淬带材,该装置自动化程度高、精度高且成本低,
一种扁担式矫直辊的辊面修磨装置及其修磨方法.pdf
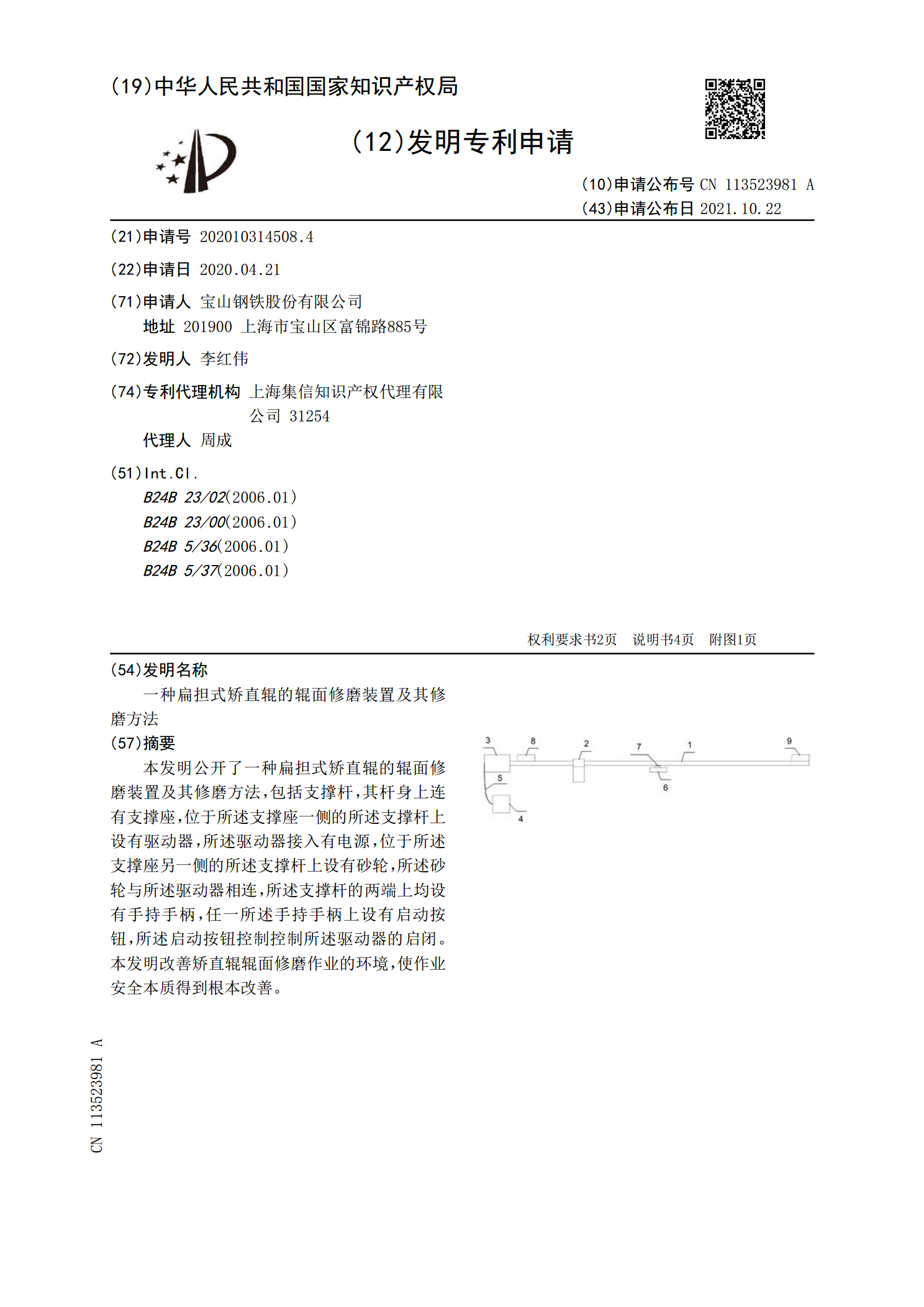
本发明公开了一种扁担式矫直辊的辊面修磨装置及其修磨方法,包括支撑杆,其杆身上连有支撑座,位于所述支撑座一侧的所述支撑杆上设有驱动器,所述驱动器接入有电源,位于所述支撑座另一侧的所述支撑杆上设有砂轮,所述砂轮与所述驱动器相连,所述支撑杆的两端上均设有手持手柄,任一所述手持手柄上设有启动按钮,所述启动按钮控制控制所述驱动器的启闭。本发明改善矫直辊辊面修磨作业的环境,使作业安全本质得到根本改善。

可快速拆装的在线辊面清扫修磨装置.pdf
本发明公开了一种可快速拆装的在线辊面清扫修磨装置,即本装置四个滚轮通过轮轴分别设于小车本体底面四角,辊刷托架设于小车本体一侧,辊刷设于所述辊刷托架上,齿条一端固定设于小车本体端面,底板开有连通的滑槽和圆形沉孔,齿条和齿轮分别位于底板的滑槽和圆形沉孔内并相互啮合,转动轴底端固定设于齿轮中心,手轮设于转动轴顶端,U形固定锁封闭面设于底板一侧,锁盖中心设有螺孔并通过销轴设于U形固定锁的开口端,压紧螺栓拧于锁盖的螺孔内。本装置可方便在线实施辊面的清扫修磨作业,避免了操作人员的手工作业及安全隐患,提高了作业效率,保
一种管材矫直机矫直辊在线修磨装置.pdf
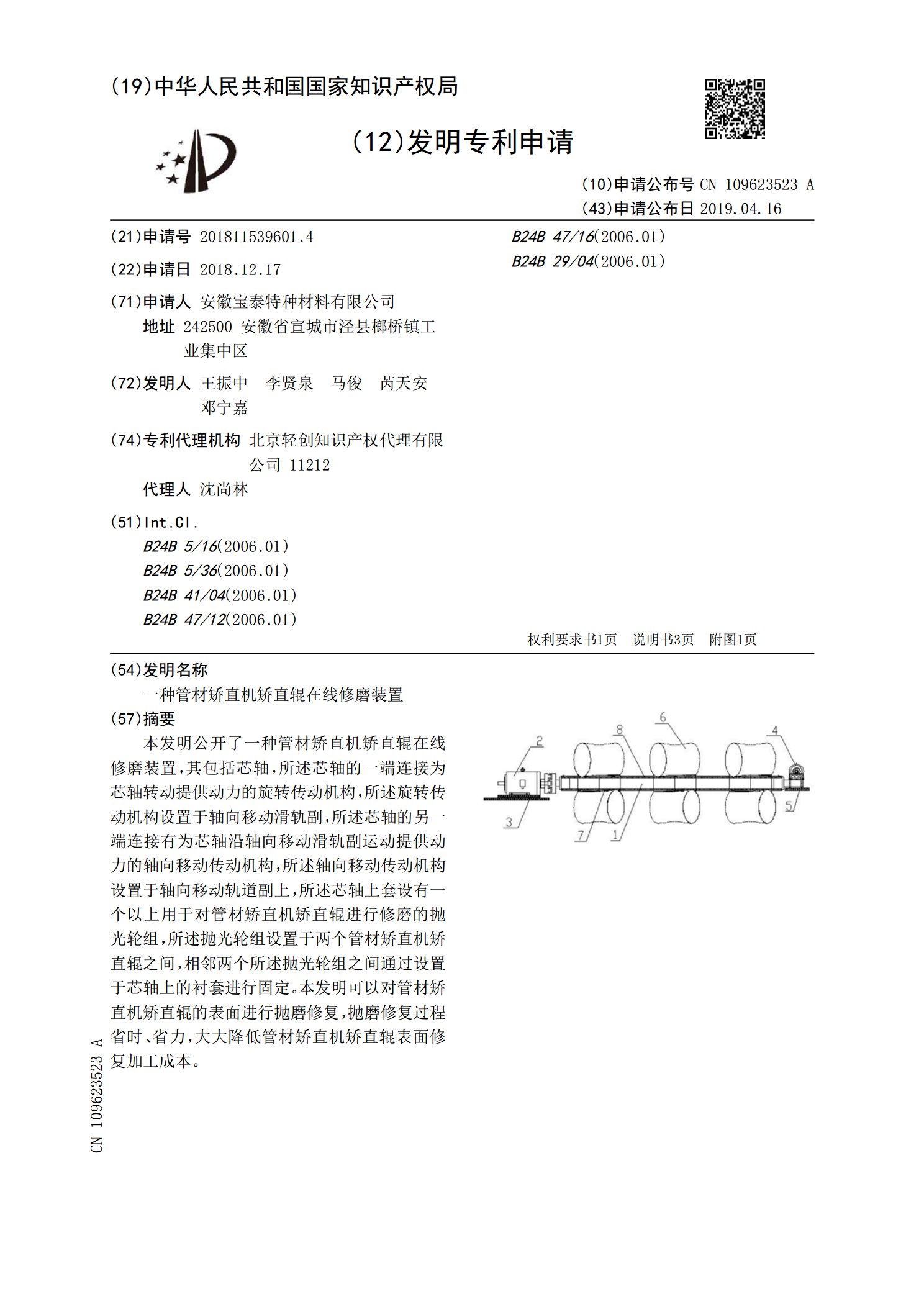
本发明公开了一种管材矫直机矫直辊在线修磨装置,其包括芯轴,所述芯轴的一端连接为芯轴转动提供动力的旋转传动机构,所述旋转传动机构设置于轴向移动滑轨副,所述芯轴的另一端连接有为芯轴沿轴向移动滑轨副运动提供动力的轴向移动传动机构,所述轴向移动传动机构设置于轴向移动轨道副上,所述芯轴上套设有一个以上用于对管材矫直机矫直辊进行修磨的抛光轮组,所述抛光轮组设置于两个管材矫直机矫直辊之间,相邻两个所述抛光轮组之间通过设置于芯轴上的衬套进行固定。本发明可以对管材矫直机矫直辊的表面进行抛磨修复,抛磨修复过程省时、省力,大大

一种退火炉内炉辊在线修磨控制方法和装置.pdf
本发明提供了一种退火炉内炉辊在线修磨控制方法和装置,所述方法包括:确定带钢表面质量情况和需要修磨炉辊组号;根据工艺需求,获得需要进行在线修磨的炉辊区域;根据所述需要修磨炉辊组号,确定炉辊修磨控制方式;获得速度控制字信息;将所述速度控制字信息发送至传动装置,所述传动装置根据所述速度控制字信息进行炉辊修磨速度调节。通过本发明,解决了带钢修磨需要对每根炉辊逐一控制,操作麻烦、修磨速度慢,影响生产速度而且修磨质量差的技术问题,采用精准、快速的炉辊成组控制,达到了提高带钢的修磨速度及精度,进而提高生产效率和产品质量