
基于低压冷喷涂增材制造技术制备铜水套的方法及粉末.pdf

An****70


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于低压冷喷涂增材制造技术制备铜水套的方法及粉末.pdf
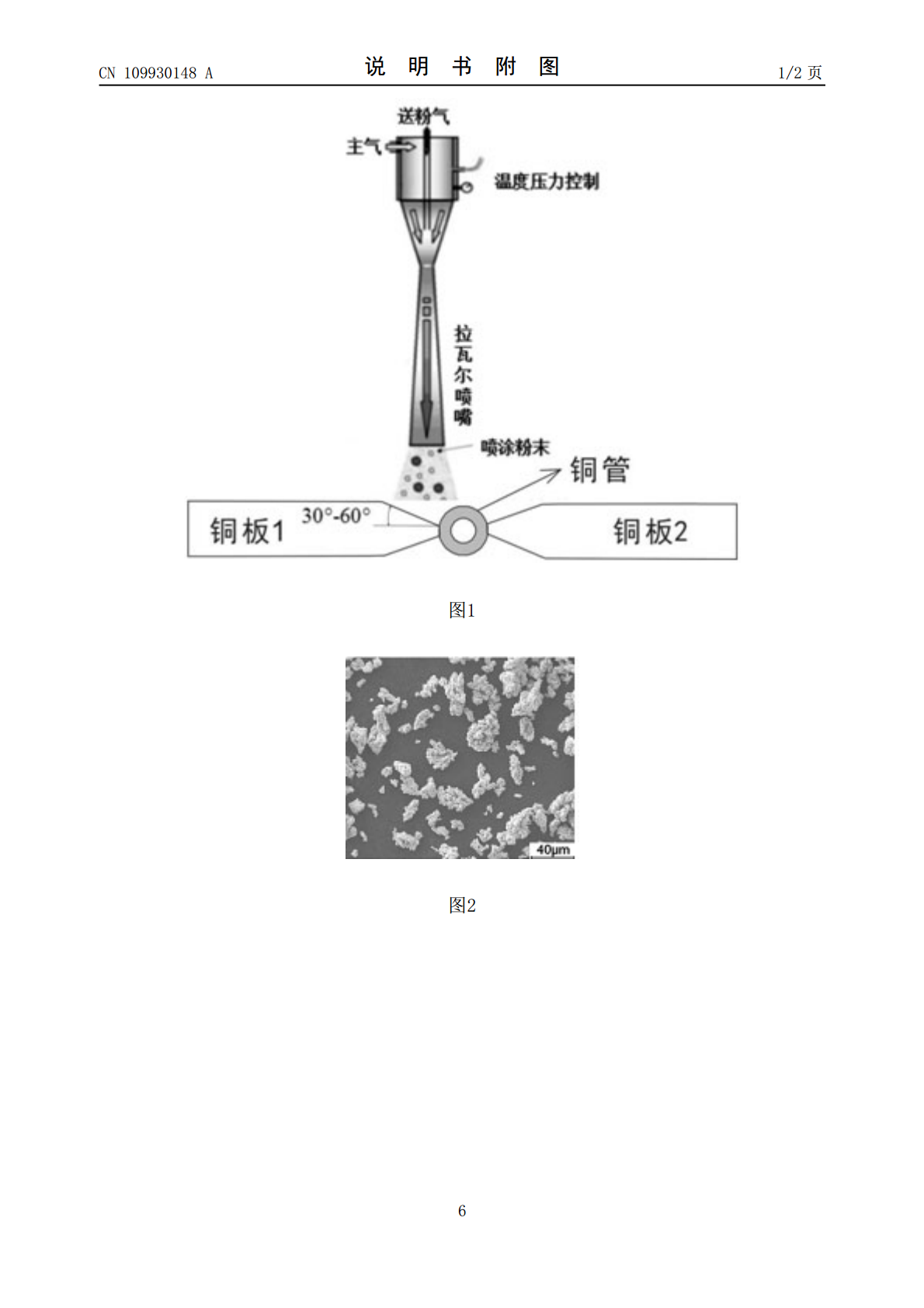
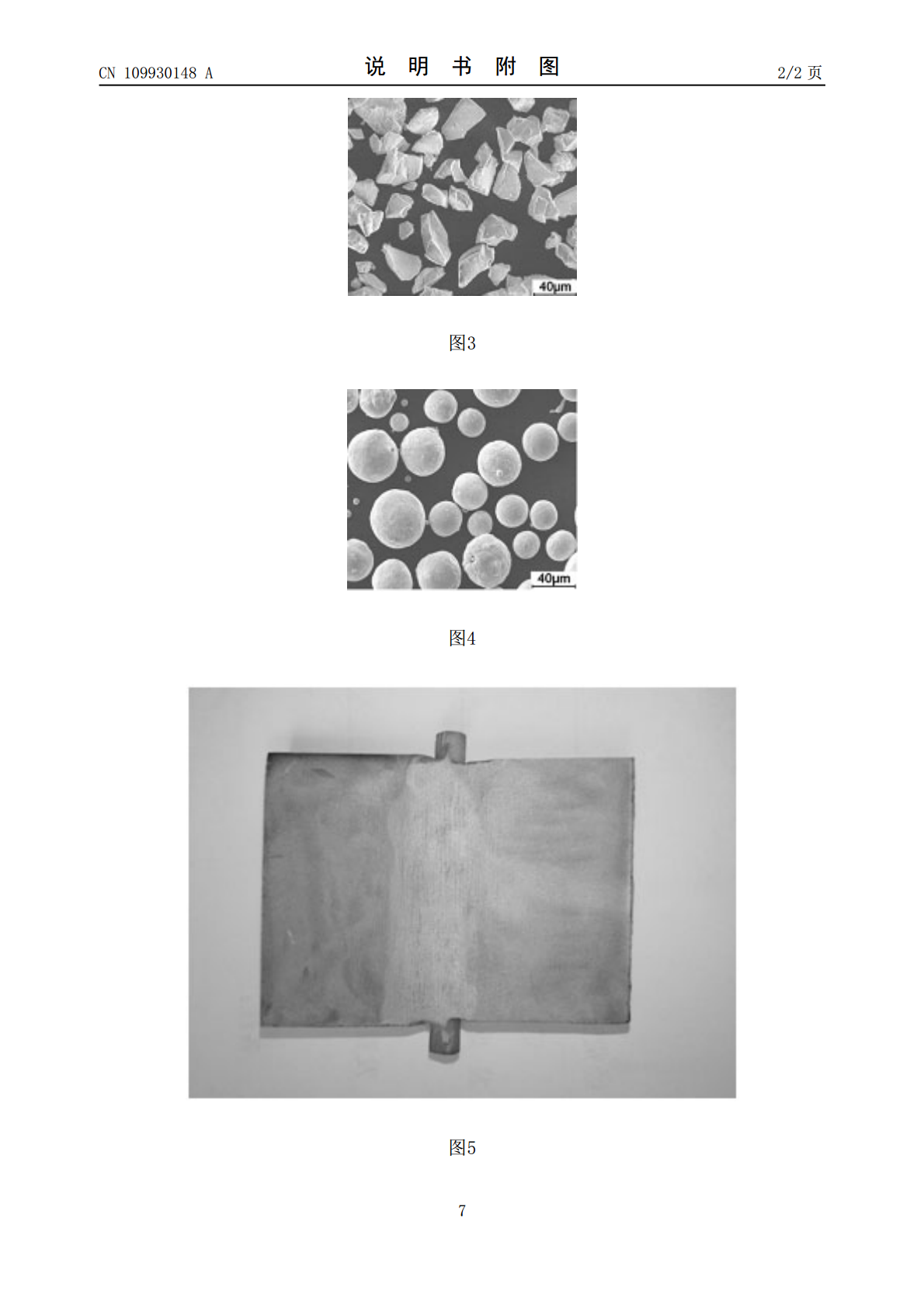
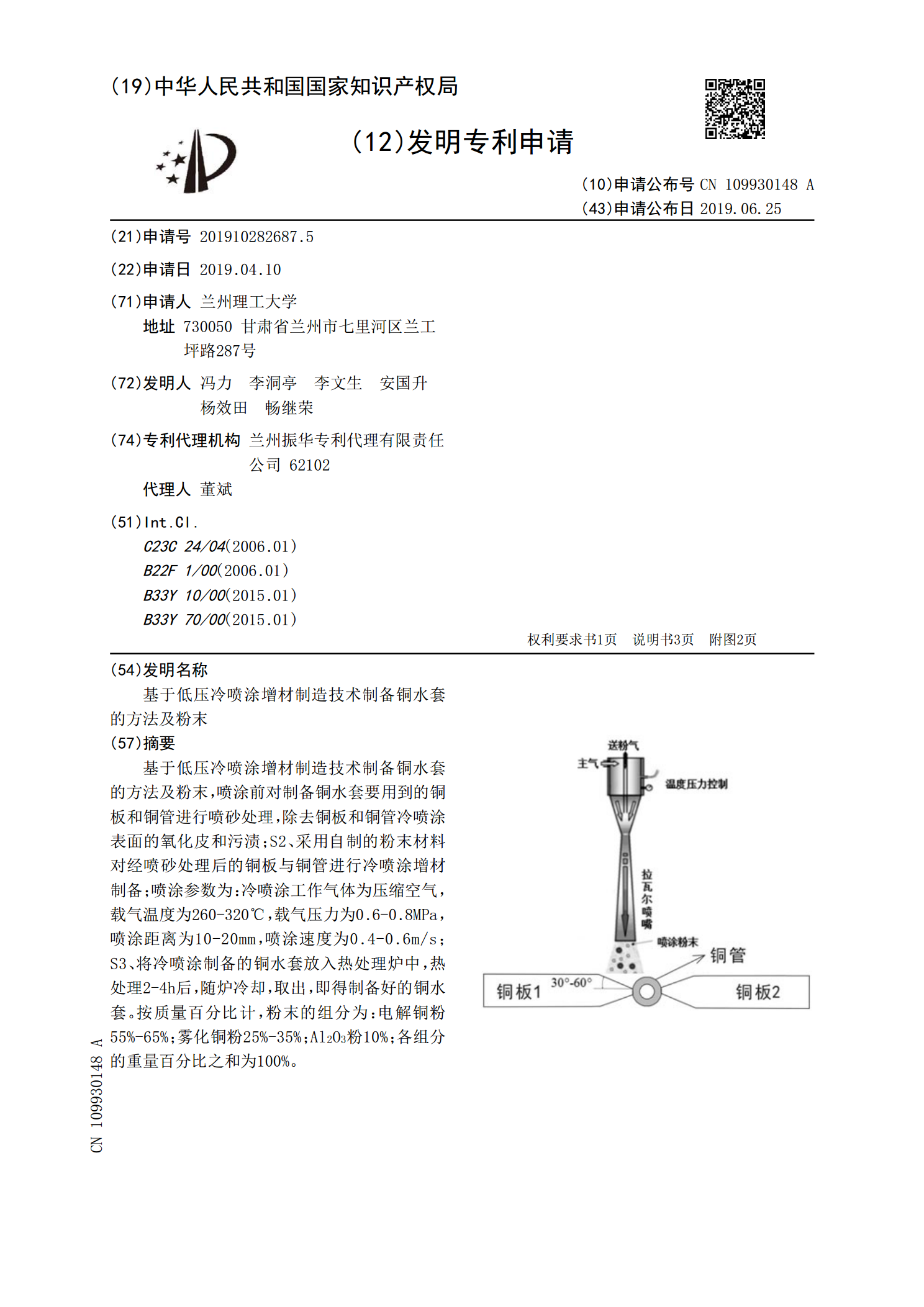
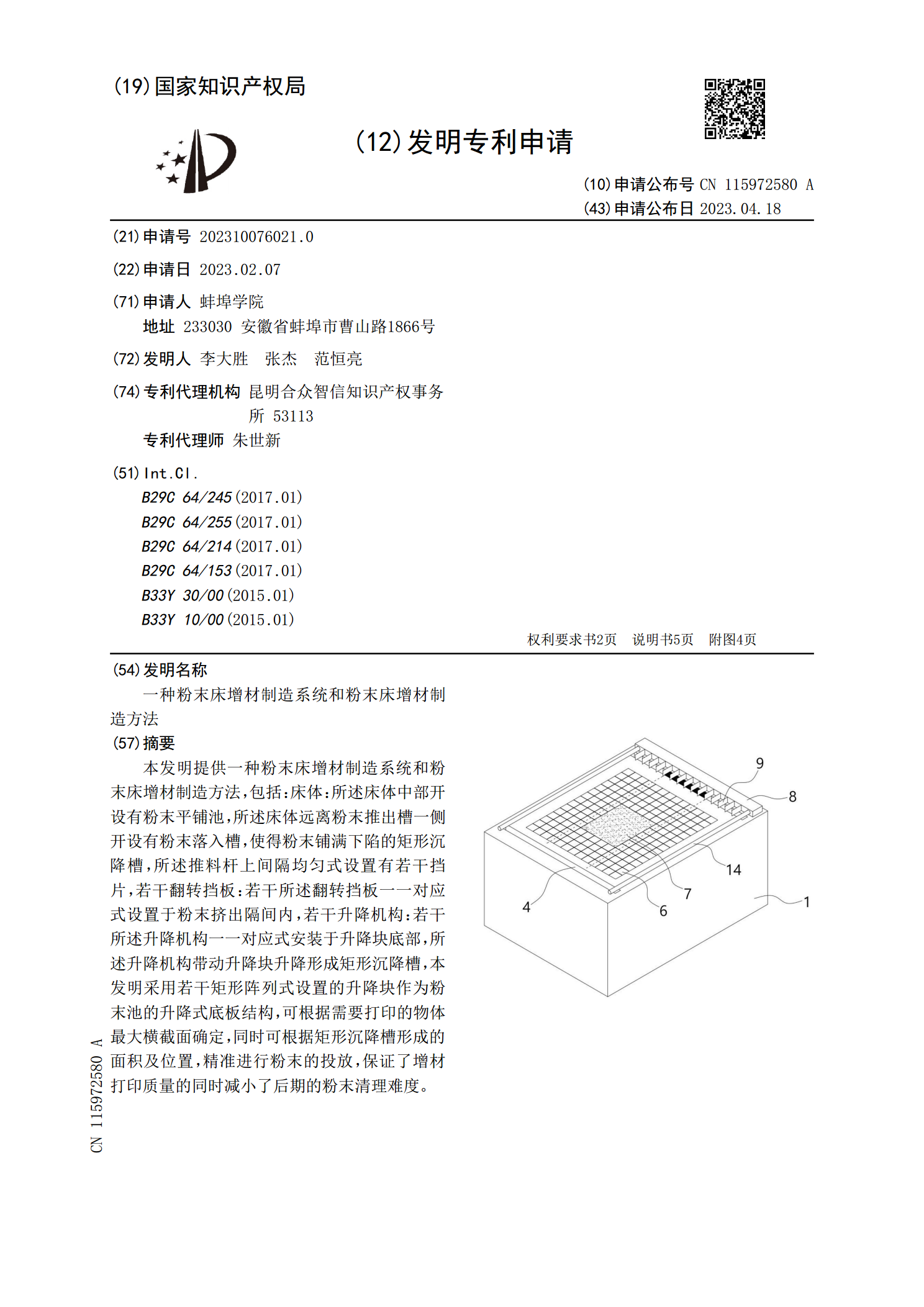
基于低压冷喷涂增材制造技术制备铜水套的方法及粉末,喷涂前对制备铜水套要用到的铜板和铜管进行喷砂处理,除去铜板和铜管冷喷涂表面的氧化皮和污渍;S2、采用自制的粉末材料对经喷砂处理后的铜板与铜管进行冷喷涂增材制备;喷涂参数为:冷喷涂工作气体为压缩空气,载气温度为260‑320℃,载气压力为0.6‑0.8MPa,喷涂距离为10‑20mm,喷涂速度为0.4‑0.6m/s;S3、将冷喷涂制备的铜水套放入热处理炉中,热处理2‑4h后,随炉冷却,取出,即得制备好的铜水套。按质量百分比计,粉末的组分为:电解铜粉55%‑6

基于增材制造技术制备铜及铜合金构件的方法.pdf
本发明公开的基于增材制造技术制备铜及铜合金构件的方法,具体为:步骤1:将纯铜基板进行表面的机械处理,打磨至纯铜基板表面带有金属光泽,然后将其放置盛有无水乙醇的超声震动仪中清洗,除去表面的油渍,晾干,放入箱式炉中进行预热;步骤2:将纯铜焊丝及硅青铜焊丝用无水乙醇进行擦拭干净,然后进行烘干处理;步骤3:控制机器人在纯铜基板上进行熔丝逐层堆焊,最终获得铜及铜合金的薄壁墙体结构;步骤4:将成型后的薄壁墙体结构放入真空管式炉中进行焊后热处理;步骤5:将热处理后的墙体结构进行减材,抛光铜及铜合金构件其中两侧面及上下底

基于铜或铜合金粉末的增材制造方法、铜或铜合金型材.pdf
本发明提供了一种基于铜或铜合金粉末的增材制造方法、铜或铜合金型材,该方法包括以下步骤:以铜或铜合金粉末为原材料,利用石墨烯化学气相沉积原位生长技术在铜或铜合金粉末的表面包覆石墨烯,获得石墨烯改性铜或铜合金粉末;以石墨烯改性铜或铜合金粉末为原料粉末进行高能束流增材制造,制得铜或铜合金型材;其中,高能束流为红外激光,功率为1500~3000W。该增材制造方法首先对铜或铜合金粉末进行表面改性以提升其能量吸收率,然后对改性后的铜或铜合金粉末进行高能束流增材制造,最终制得铜或铜合金型材。
一种粉末床增材制造系统和粉末床增材制造方法.pdf
本发明提供一种粉末床增材制造系统和粉末床增材制造方法,包括:床体:所述床体中部开设有粉末平铺池,所述床体远离粉末推出槽一侧开设有粉末落入槽,使得粉末铺满下陷的矩形沉降槽,所述推料杆上间隔均匀式设置有若干挡片,若干翻转挡板:若干所述翻转挡板一一对应式设置于粉末挤出隔间内,若干升降机构:若干所述升降机构一一对应式安装于升降块底部,所述升降机构带动升降块升降形成矩形沉降槽,本发明采用若干矩形阵列式设置的升降块作为粉末池的升降式底板结构,可根据需要打印的物体最大横截面确定,同时可根据矩形沉降槽形成的面积及位置,精
一种增材制造用铜包覆钨球形复合粉末的制备方法.pdf
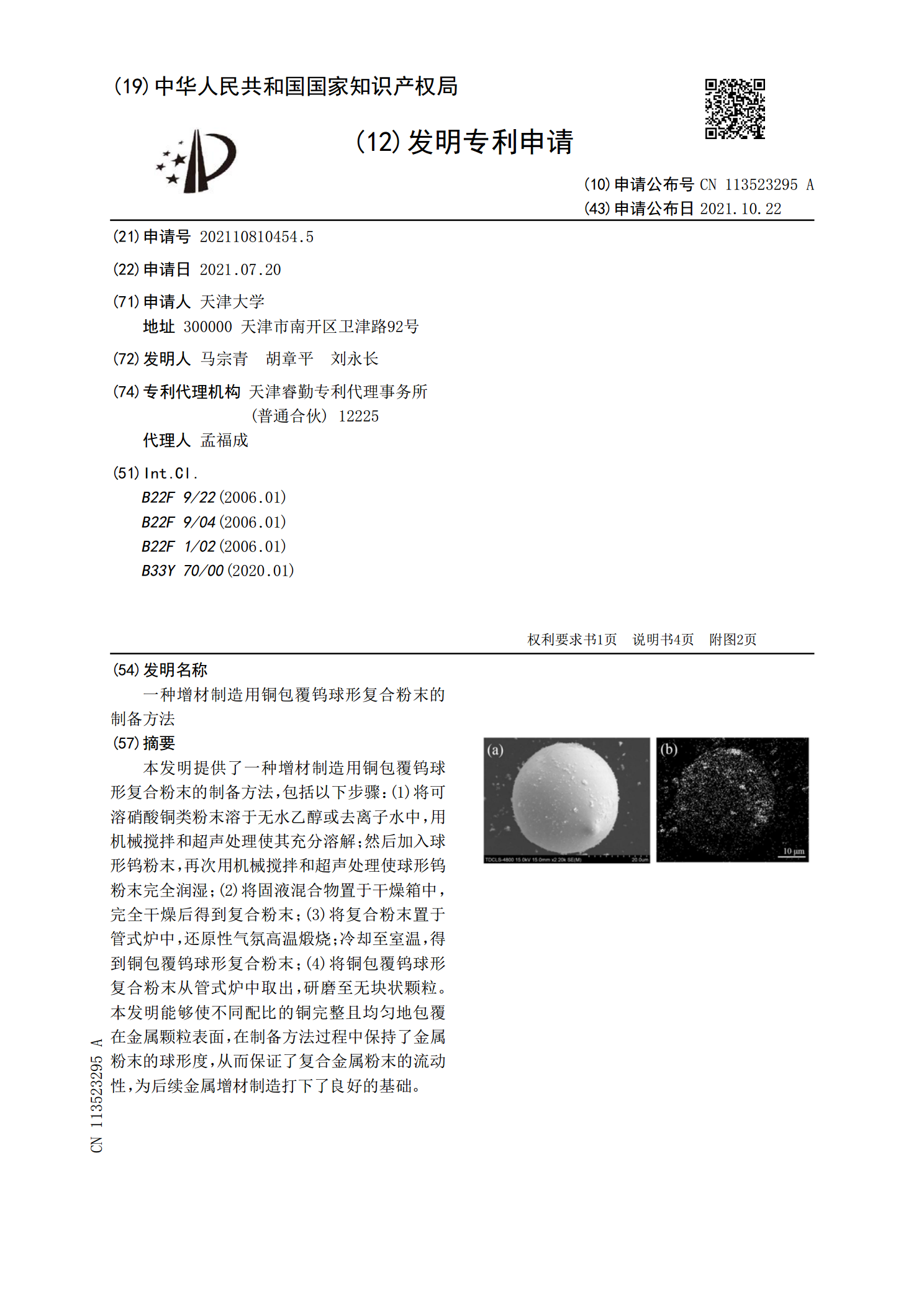
本发明提供了一种增材制造用铜包覆钨球形复合粉末的制备方法,包括以下步骤:(1)将可溶硝酸铜类粉末溶于无水乙醇或去离子水中,用机械搅拌和超声处理使其充分溶解;然后加入球形钨粉末,再次用机械搅拌和超声处理使球形钨粉末完全润湿;(2)将固液混合物置于干燥箱中,完全干燥后得到复合粉末;(3)将复合粉末置于管式炉中,还原性气氛高温煅烧;冷却至室温,得到铜包覆钨球形复合粉末;(4)将铜包覆钨球形复合粉末从管式炉中取出,研磨至无块状颗粒。本发明能够使不同配比的铜完整且均匀地包覆在金属颗粒表面,在制备方法过程中保持了金属