
一种均压板及其制备方法.pdf

fu****级甜

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种均压板及其制备方法.pdf
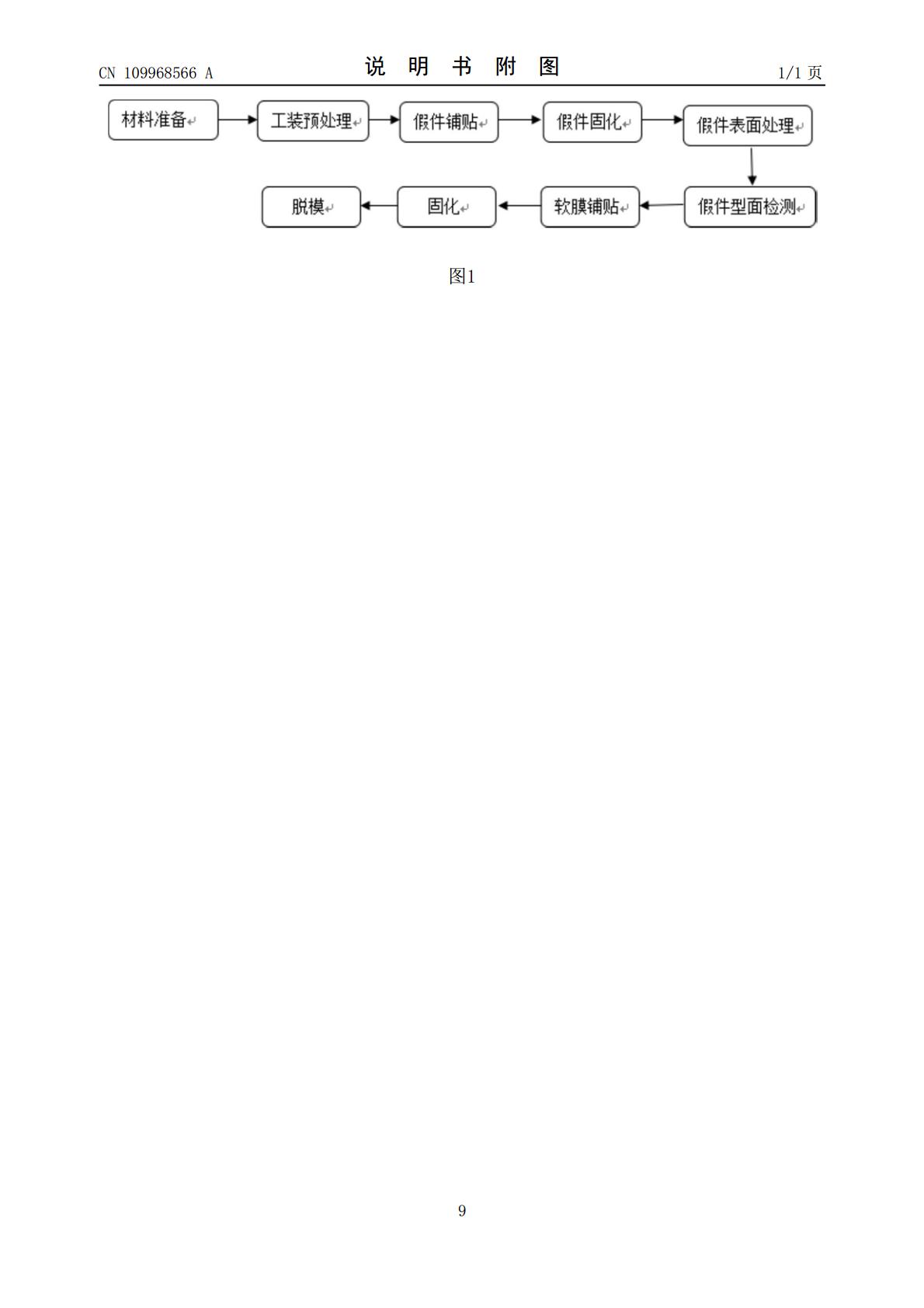
本发明提供了一种均压板及其制备方法,该方法包括:在工装上将预浸料铺贴至样件厚度,并且在预浸料周围铺贴随炉件,将预浸料和随炉件制袋并进行第一固化后得到假件;对假件进行表面处理;以及在处理后的假件上铺贴软膜,将处理后的假件和软膜进行第二固化并脱模后得到均压板。通过打磨、刮腻子等处理工序来处理假件,提升了R角区域的尺寸精度,并且不需另外制造软膜成型工装,制造工艺简单,减少了制造成本。
一种炉均釉及其制备方法.pdf
本发明涉及一种炉均釉及其制备方法,它是由以下重量份的各组分组成:长石20至35份,石英10至15份,方解石12至16份,萤石13至18份,熔块30至40份,氧化锡2至4份,氧化铜1至3份,氧化锌3至5份,在高温熔融作用下,所得到的炉均釉,釉面干净,晶透,色泽鲜亮,给人一种非常纯净的感觉。
一种降血压板栗酥及其制备方法.pdf
本发明公开了一种降血压板栗酥,是由下述重量份的原料制成:板栗50-60、燕麦粉40-50、荞麦粉20-30、玉米粉30-40、苦瓜粉10-12、苦丁茶7-8、龙须菜5-6、番茄10-20、白糖8-10、鸡蛋清1-2、软化酥油2-3、柿叶1-2、火龙果花3-4、黄苓2-3、蔓荆子1-2、牛蒡根3-4、浸泡液适量;本发明用特殊加工的浸泡液来泡制板栗仁,使其风味独特、香味浓郁淡雅,外表包裹上一层香甜的酥壳,以燕麦、荞麦、玉米等为主料,使其营养丰富、香甜酥脆、美味可口,更具有降血压、益肝和胃、抗衰老、排毒减肥等功
一种均釉及其制备方法和使用方法.pdf
本发明公开了一种均釉,包括以下重量百分比的组分:10~30%白土,1~5%青石粉,40~60%白泥,5~20%石灰岩山泥浆,1~3%土骨,3~12%太湖边芦根泥浆,6~13%玻璃,3~10%草木灰。同时,本发明还公开了上述均釉的制备方法和使用方法。本发明与传统技术相比,各组分采用低价的成本材料来完成,节约了生产成本,同时,制备方法和使用方法的限制较低,能够适合大部分厂家甚至个体生产商来完成,降低了条件门槛,适合均釉的大力推广。
一种均酐催化剂及其制备方法.pdf
本发明提供一种均酐催化剂及其制备方法。本发明均酐催化剂是以阳极氧化氧化铝纳米管阵列为载体,依次采用浸渍法和喷涂法将钒基复合氧化物和钒钛基复合氧化物负载于载体上,形成内层为钒基氧化物和外层钒钛系复合氧化物的涂层型催化剂。本发明均酐催化剂显著改善了涂层与载体间结合力,降低了催化剂磨耗,同时涂层中内层和外层活性组分的协同作用,也提升了催化剂的均酐收率。