
一种粉末冶金行星齿轮的加工工艺.pdf

韶敏****ab

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种粉末冶金行星齿轮加工工艺.pdf
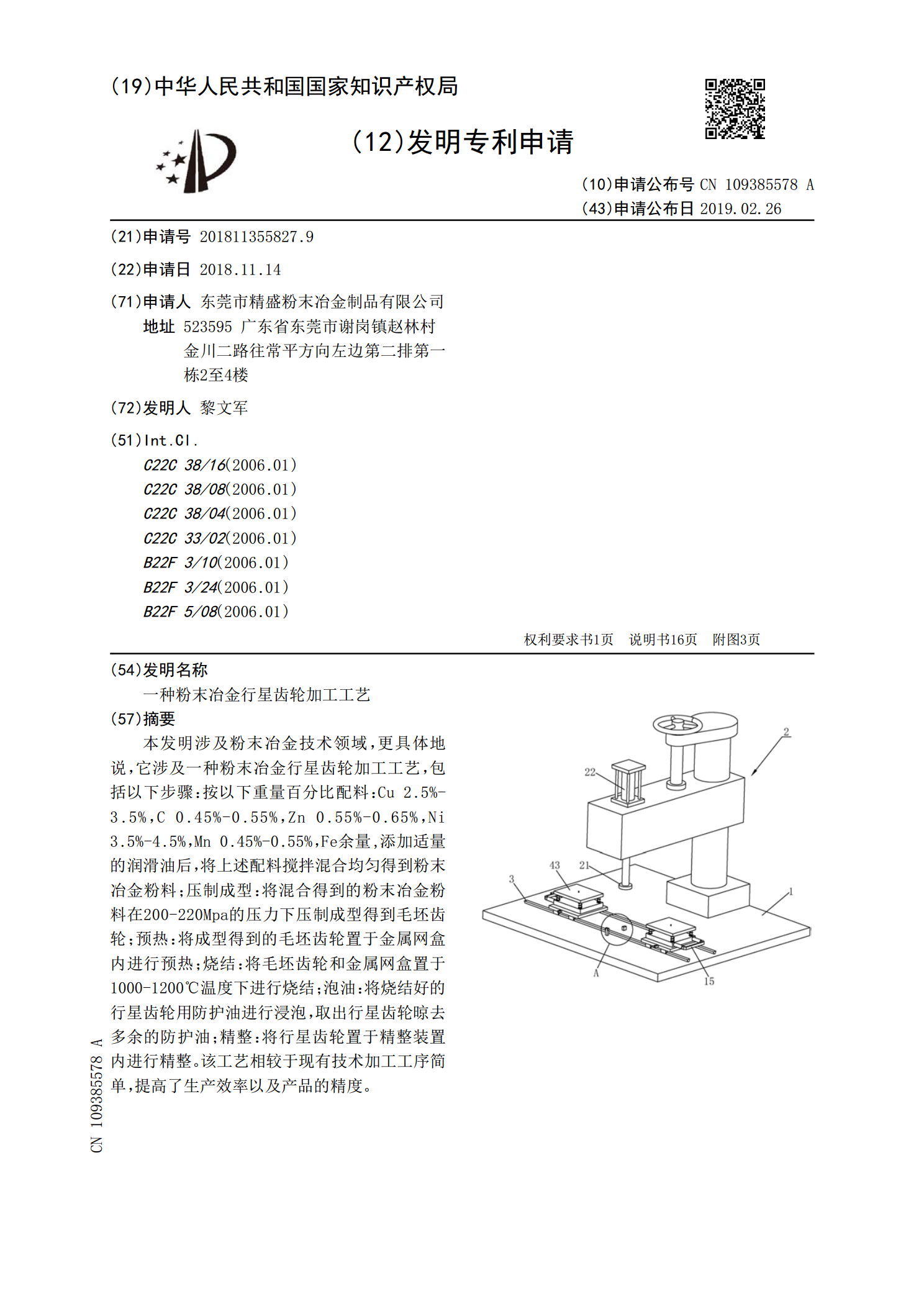
本发明涉及粉末冶金技术领域,更具体地说,它涉及一种粉末冶金行星齿轮加工工艺,包括以下步骤:按以下重量百分比配料:Cu2.5%‑3.5%,C0.45%‑0.55%,Zn0.55%‑0.65%,Ni3.5%‑4.5%,Mn0.45%‑0.55%,Fe余量,添加适量的润滑油后,将上述配料搅拌混合均匀得到粉末冶金粉料;压制成型:将混合得到的粉末冶金粉料在200‑220Mpa的压力下压制成型得到毛坯齿轮;预热:将成型得到的毛坯齿轮置于金属网盒内进行预热;烧结:将毛坯齿轮和金属网盒置于1000‑1200℃温

一种粉末冶金行星齿轮的加工工艺.pdf
本发明提供一种粉末冶金行星齿轮的加工工艺,包括以下步骤:按照以下质量份配料:铁,铜,稀土合金,石墨,石蜡,硫化亚锰;稀土合金中含钐,铕,钆,将所有配料搅拌均匀;压制;预热;烧结:将齿轮毛坯和金属网盒置于1020‑1150℃下进行烧结;热处理:将烧结好的行星齿轮进行淬火,温度为830‑845℃,然后在550‑580℃下进行高温回火处理,最后在155‑167℃进行低温回火处理;渗碳:在渗碳炉中进行渗碳处理,790‑830℃渗碳2‑3小时;浸油;精修。本发明制得的行星齿轮在烧结后经过热处理也不会出现变形,制得的
一种粉末冶金行星齿轮生产加工方法.pdf
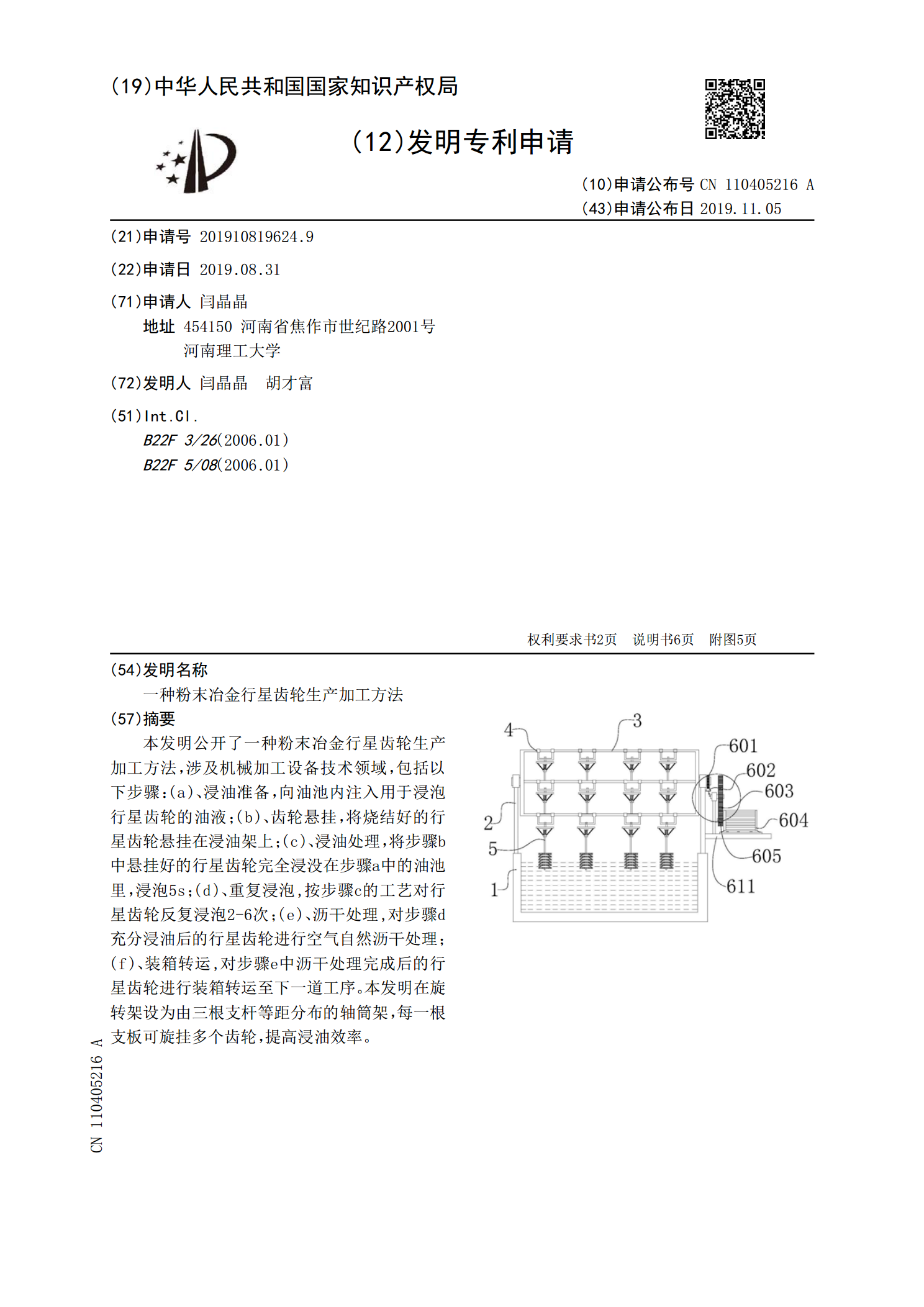
本发明公开了一种粉末冶金行星齿轮生产加工方法,涉及机械加工设备技术领域,包括以下步骤:(a)、浸油准备,向油池内注入用于浸泡行星齿轮的油液;(b)、齿轮悬挂,将烧结好的行星齿轮悬挂在浸油架上;(c)、浸油处理,将步骤b中悬挂好的行星齿轮完全浸没在步骤a中的油池里,浸泡5s;(d)、重复浸泡,按步骤c的工艺对行星齿轮反复浸泡2‑6次;(e)、沥干处理,对步骤d充分浸油后的行星齿轮进行空气自然沥干处理;(f)、装箱转运,对步骤e中沥干处理完成后的行星齿轮进行装箱转运至下一道工序。本发明在旋转架设为由三根支杆等

一种粉末冶金齿轮加工工艺.pdf
本发明涉及一种粉末冶金齿轮加工工艺,包括以下工艺步骤:粉末冶金齿轮材料粉末的制备;将Ni、Mo、Cu、C、Fe按一定比例在常温下混合为粉末冶金粉料;经压制成型、烧结、热处理、精磨内孔、磨沉孔、磨端面、精磨外圆、珩齿、精磨二平面、抛光在超声波清洗机清洗干净,放入专用工位器具;防锈防磕碰为成品。本发明采用粉末冶金为原料的齿轮,经压铸成型后,再进行后续加工;把原来用钢材加工齿轮改成用粉末冶金压铸齿轮,具有齿轮精度高、减少切削时间、成本低;且环保和节能;由于采用整体压铸,具有加工余量少,成品精度高,密度高(产品密

一种淬火加工行星齿轮的工艺.pdf
本发明涉及行星轮加工处理技术领域,具体涉及一种淬火加工行星齿轮的工艺,经过粗加工矩形、淬火、精加工准备,精加工处理,精加工装夹校正,工件坐标系的建立等工序,使用专用垫块将行星齿轮放平在工作台上,使用百分表将零件水平和垂直校正在图纸范围内,工件坐标系的建立,使用寻边器找到主孔圆心位置并建立加工主坐标系,根据主孔圆心位置,使用寻边器找到小孔的圆心位置,并建立小孔坐标系,确定坐标系后进行主孔和小孔一次定位精加工。能够实现中心孔与端面精加工孔在加工中心上一次装夹全部孔加工完成,各孔的位置度及中心距得到了很好的保证