
一种粉末冶金行星齿轮生产加工方法.pdf

Do****76


1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种粉末冶金行星齿轮生产加工方法.pdf
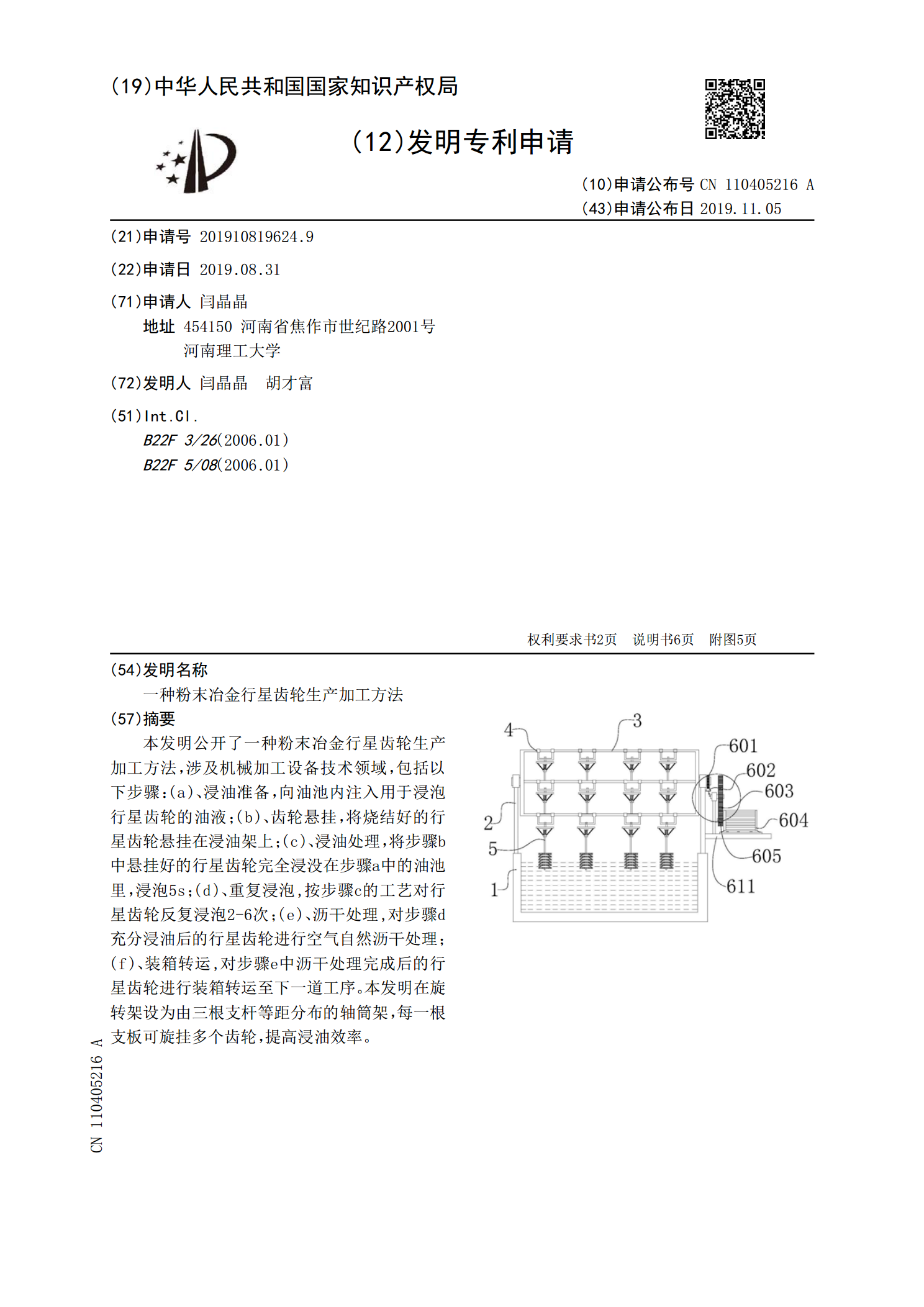
本发明公开了一种粉末冶金行星齿轮生产加工方法,涉及机械加工设备技术领域,包括以下步骤:(a)、浸油准备,向油池内注入用于浸泡行星齿轮的油液;(b)、齿轮悬挂,将烧结好的行星齿轮悬挂在浸油架上;(c)、浸油处理,将步骤b中悬挂好的行星齿轮完全浸没在步骤a中的油池里,浸泡5s;(d)、重复浸泡,按步骤c的工艺对行星齿轮反复浸泡2‑6次;(e)、沥干处理,对步骤d充分浸油后的行星齿轮进行空气自然沥干处理;(f)、装箱转运,对步骤e中沥干处理完成后的行星齿轮进行装箱转运至下一道工序。本发明在旋转架设为由三根支杆等
一种粉末冶金行星齿轮加工工艺.pdf
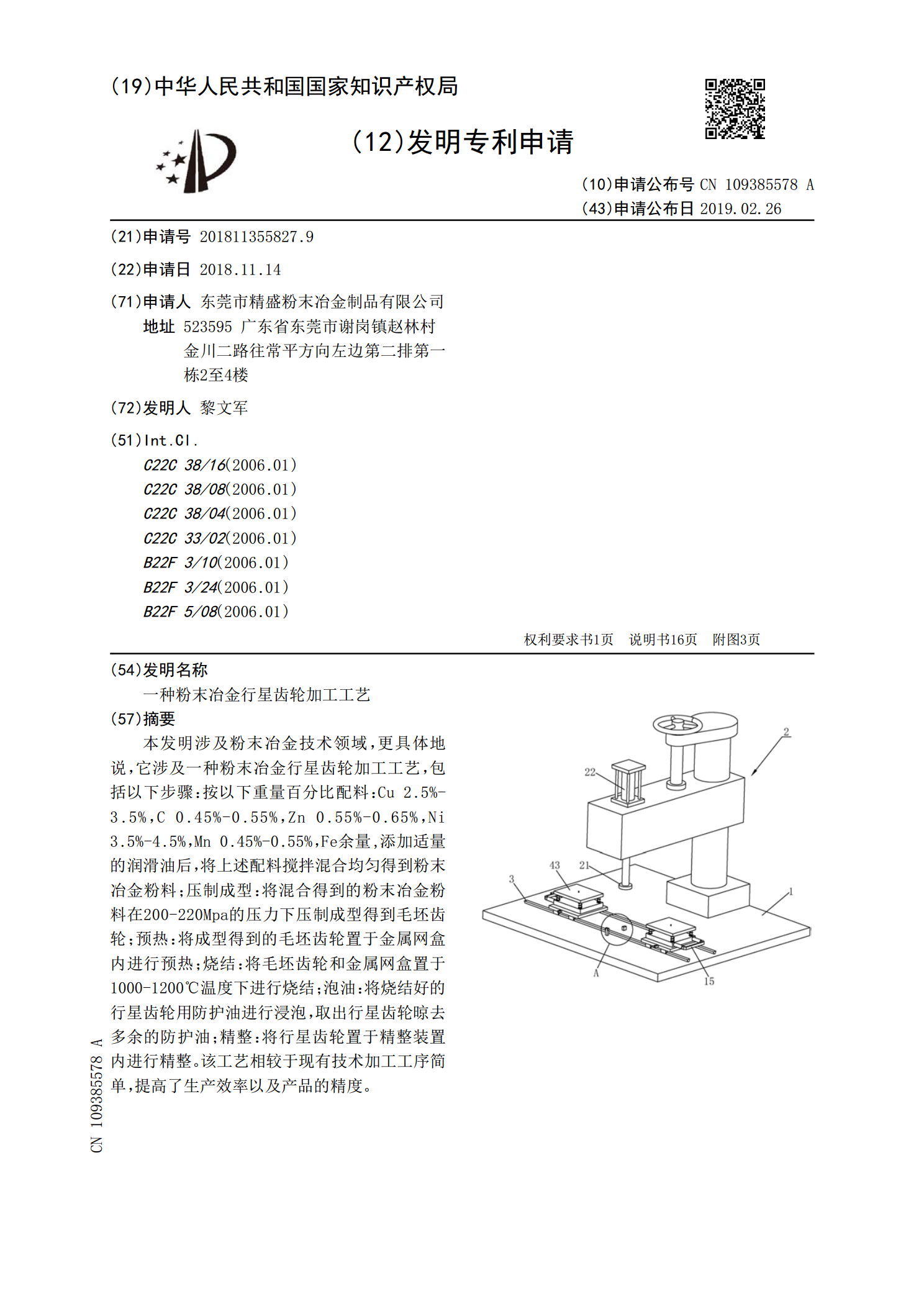
本发明涉及粉末冶金技术领域,更具体地说,它涉及一种粉末冶金行星齿轮加工工艺,包括以下步骤:按以下重量百分比配料:Cu2.5%‑3.5%,C0.45%‑0.55%,Zn0.55%‑0.65%,Ni3.5%‑4.5%,Mn0.45%‑0.55%,Fe余量,添加适量的润滑油后,将上述配料搅拌混合均匀得到粉末冶金粉料;压制成型:将混合得到的粉末冶金粉料在200‑220Mpa的压力下压制成型得到毛坯齿轮;预热:将成型得到的毛坯齿轮置于金属网盒内进行预热;烧结:将毛坯齿轮和金属网盒置于1000‑1200℃温

一种行星齿轮粉末冶金成型方法.pdf
本发明涉及一种行星齿轮粉末冶金成型方法,其特征在于:具体方法为:将石墨粉1‑5份、电解铜粉5‑10份、软脂酸2‑8份、氧化镍5‑8份、还原铁粉50‑98份、硫化亚锰1‑5份、氧化铝5‑10份、易切削剂0.2‑0.5份、微粉蜡0.5‑1份和增强剂0.2‑0.5份;在60—70MPa的压强下压制成设定形状的坯料备用;将所述产品坯料件送入烧结电炉中烧结成半成品件;经过浸油和蒸汽处理,清洗得到成品;本配方对环境污染小,本方法简化生产步骤,提高生产效率。

一种粉末冶金行星齿轮的加工工艺.pdf
本发明提供一种粉末冶金行星齿轮的加工工艺,包括以下步骤:按照以下质量份配料:铁,铜,稀土合金,石墨,石蜡,硫化亚锰;稀土合金中含钐,铕,钆,将所有配料搅拌均匀;压制;预热;烧结:将齿轮毛坯和金属网盒置于1020‑1150℃下进行烧结;热处理:将烧结好的行星齿轮进行淬火,温度为830‑845℃,然后在550‑580℃下进行高温回火处理,最后在155‑167℃进行低温回火处理;渗碳:在渗碳炉中进行渗碳处理,790‑830℃渗碳2‑3小时;浸油;精修。本发明制得的行星齿轮在烧结后经过热处理也不会出现变形,制得的
一种行星齿轮箱体的加工方法.pdf
本发明公开了一种行星齿轮箱体的加工方法,包括以下步骤;步骤(1)、夹具采用对工件相对定位面间隙均匀的对中定位法对齿轮箱上箱、下箱毛坯进行定位;步骤(2)、在上、下箱合箱结合处,侧面四个角部增加四个凸台,并根据凸台的位置使齿轮箱毛坯在夹具上直接找正;步骤(3)、粗加工;步骤(4)、采用卧式加工机床将上箱或下箱平放工作台上一次装夹完成,对齿轮箱内部润滑孔、合箱面及螺纹孔、四周测速器方孔及注油孔进行加工;步骤(5)、合箱;步骤(6)、对轮箱的工作部位进行精加工。本发明加工精度高,可以根据齿轮箱结构特点控制变形,