
一种改善预制棒芯棒均匀性的熔缩方法.pdf

大渊****公主


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种改善预制棒芯棒均匀性的熔缩方法.pdf
本发明公开了一种改善预制棒芯棒均匀性的熔缩方法,包括以下设备:熔缩车床,高温熔缩炉,外径测量仪,往返移动电机,编码器;所述改善预制棒芯棒均匀性的熔缩方法如下:第一步:准备过程,高温熔缩炉升温,将沉积好的空心光纤预制棒夹持在熔缩车床上;第二步:熔缩过程,在高温的作用下将不断旋转的空心预制棒加热至2000~2300℃,使预制棒在高温下软化。该改善预制棒芯棒均匀性的熔缩方法通过在高温熔缩炉配置外径测量仪,并和高温熔缩炉固定在一起,跟随高温熔缩炉同步移动,利用外径测量仪对熔缩过程中光纤预制棒的直径进行实时测量,同
一种光纤预制棒芯棒的熔缩拉伸工艺.pdf
本发明涉及一种光纤预制棒芯棒的熔缩拉伸工艺,将掺杂石英衬管装夹在熔缩车床上,以15~30?rad/min转速旋转,用加热炉套套穿于掺杂石英衬管外,加热温度为1900~2300℃,加热炉套与衬管同轴线并沿衬管轴向以20~50mm/min速度往复移动,将衬管逐渐熔缩,尔后进行烧实和水平拉伸,水平拉伸通过固定衬管的夹头支座沿轴向移动来实现,其特征在于在熔缩之前先检测确定掺杂石英衬管的芯层直径轴向分布情况,在衬管的拉伸过程中,夹头支座沿轴向以恒定速度进行拉伸,加热炉套沿轴向以可变速度从衬管一端至另一端移动,所述的
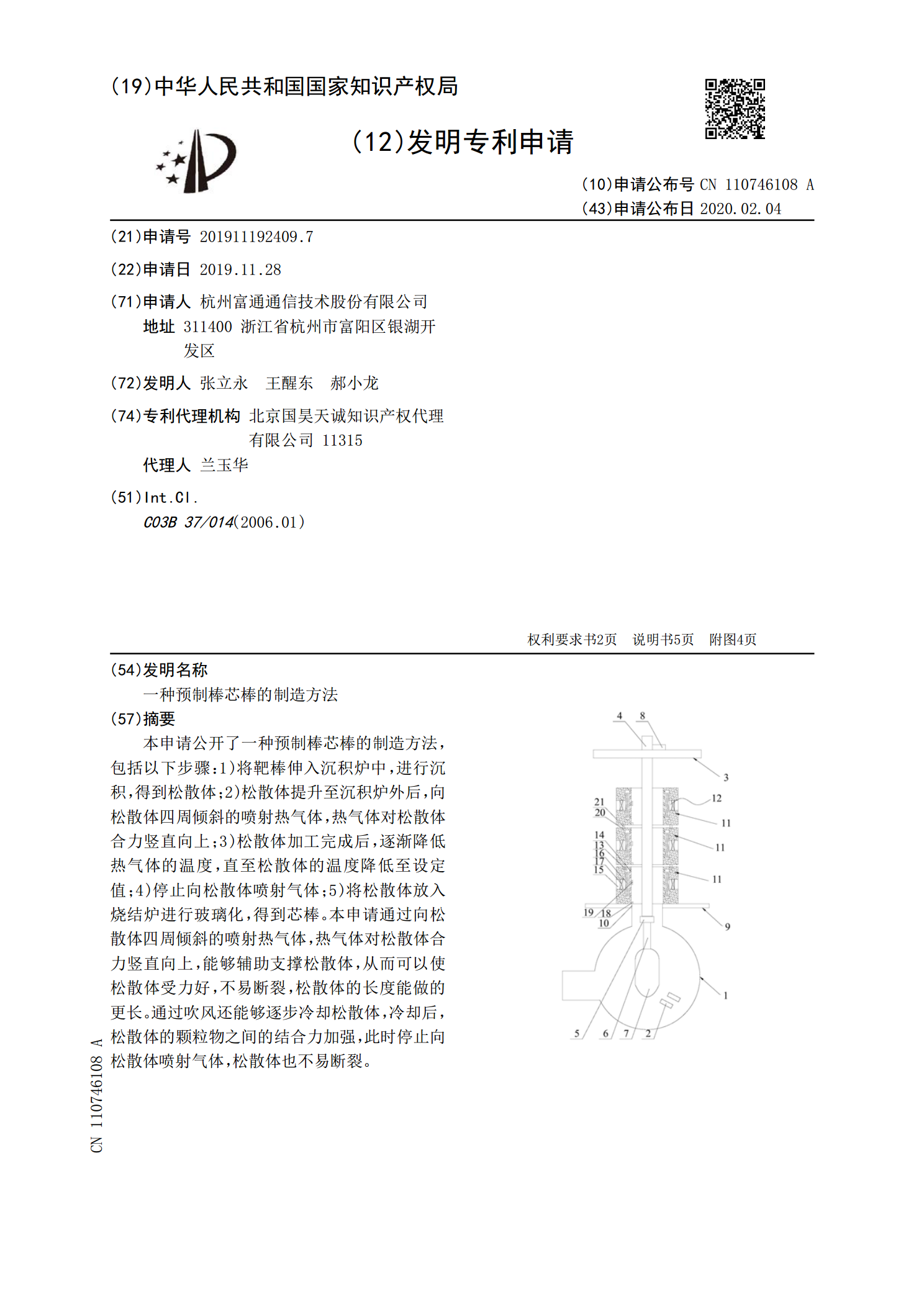
一种预制棒芯棒的制造方法.pdf
本申请公开了一种预制棒芯棒的制造方法,包括以下步骤:1)将靶棒伸入沉积炉中,进行沉积,得到松散体;2)松散体提升至沉积炉外后,向松散体四周倾斜的喷射热气体,热气体对松散体合力竖直向上;3)松散体加工完成后,逐渐降低热气体的温度,直至松散体的温度降低至设定值;4)停止向松散体喷射气体;5)将松散体放入烧结炉进行玻璃化,得到芯棒。本申请通过向松散体四周倾斜的喷射热气体,热气体对松散体合力竖直向上,能够辅助支撑松散体,从而可以使松散体受力好,不易断裂,松散体的长度能做的更长。通过吹风还能够逐步冷却松散体,冷却后
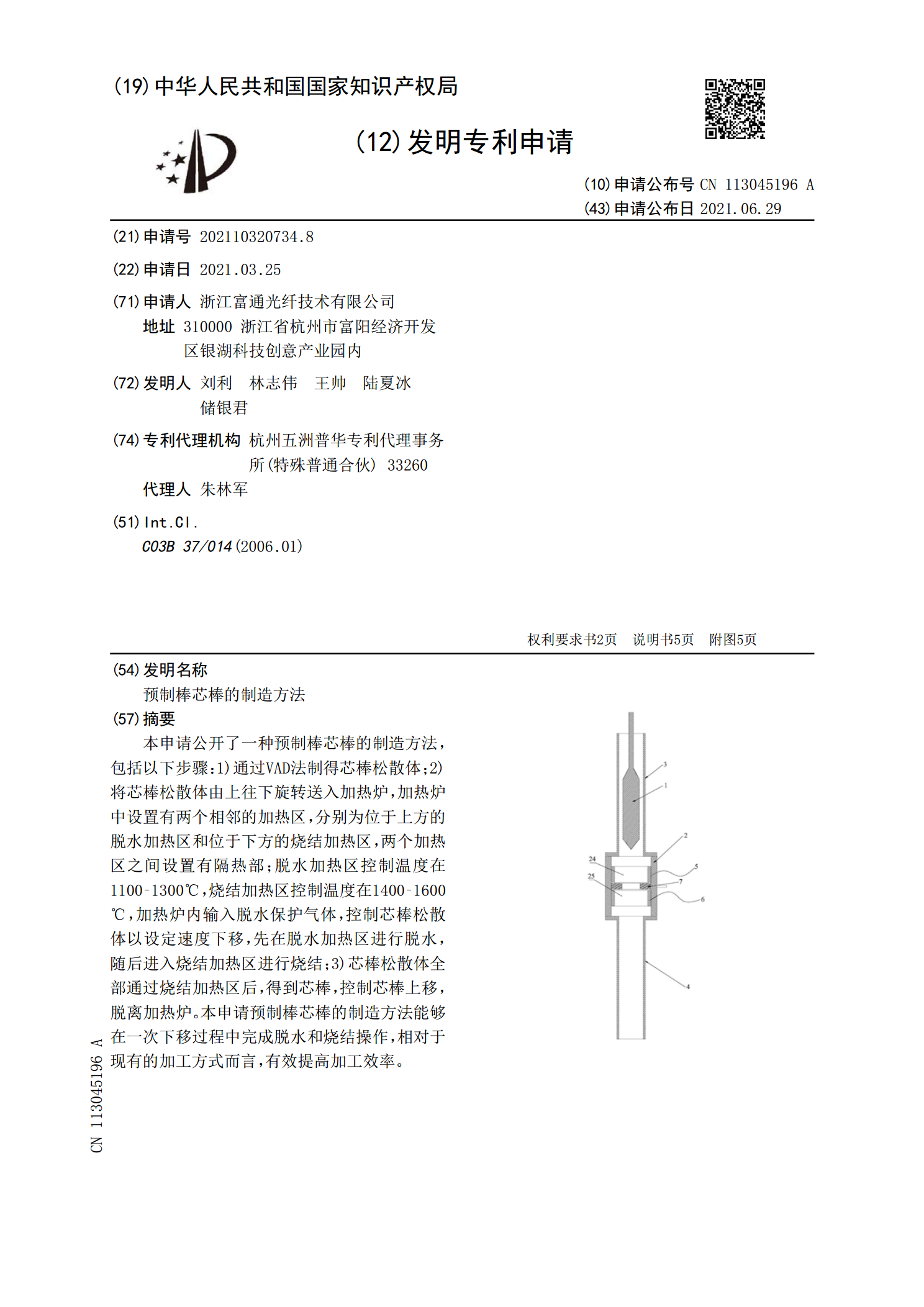
预制棒芯棒的制造方法.pdf
本申请公开了一种预制棒芯棒的制造方法,包括以下步骤:1)通过VAD法制得芯棒松散体;2)将芯棒松散体由上往下旋转送入加热炉,加热炉中设置有两个相邻的加热区,分别为位于上方的脱水加热区和位于下方的烧结加热区,两个加热区之间设置有隔热部;脱水加热区控制温度在1100‑1300℃,烧结加热区控制温度在1400‑1600℃,加热炉内输入脱水保护气体,控制芯棒松散体以设定速度下移,先在脱水加热区进行脱水,随后进入烧结加热区进行烧结;3)芯棒松散体全部通过烧结加热区后,得到芯棒,控制芯棒上移,脱离加热炉。本申请预制棒
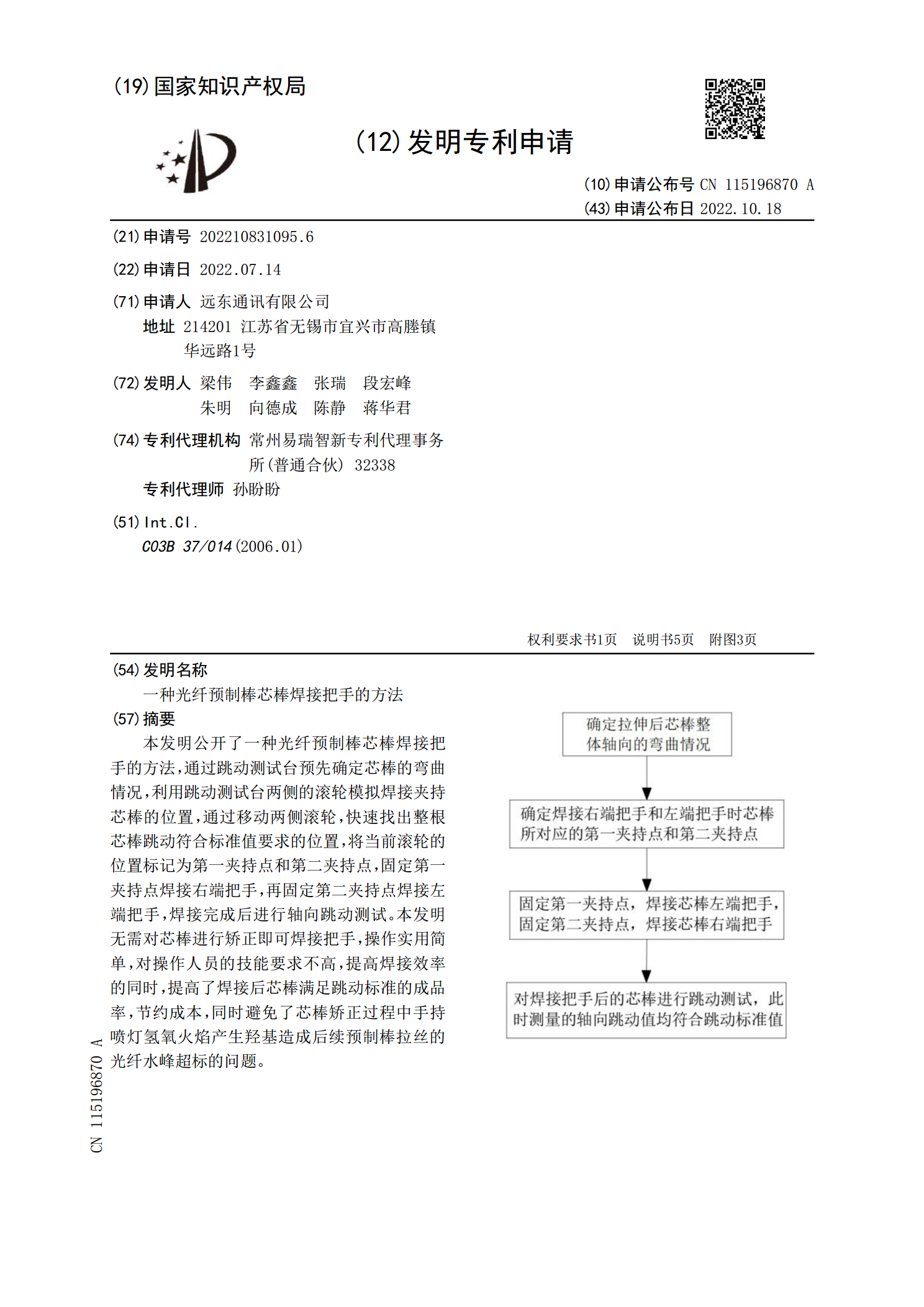
一种光纤预制棒芯棒焊接把手的方法.pdf
本发明公开了一种光纤预制棒芯棒焊接把手的方法,通过跳动测试台预先确定芯棒的弯曲情况,利用跳动测试台两侧的滚轮模拟焊接夹持芯棒的位置,通过移动两侧滚轮,快速找出整根芯棒跳动符合标准值要求的位置,将当前滚轮的位置标记为第一夹持点和第二夹持点,固定第一夹持点焊接右端把手,再固定第二夹持点焊接左端把手,焊接完成后进行轴向跳动测试。本发明无需对芯棒进行矫正即可焊接把手,操作实用简单,对操作人员的技能要求不高,提高焊接效率的同时,提高了焊接后芯棒满足跳动标准的成品率,节约成本,同时避免了芯棒矫正过程中手持喷灯氢氧火焰