
大规格钛合金空心坯料制备方法.pdf

努力****元恺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大规格钛合金空心坯料制备方法.pdf
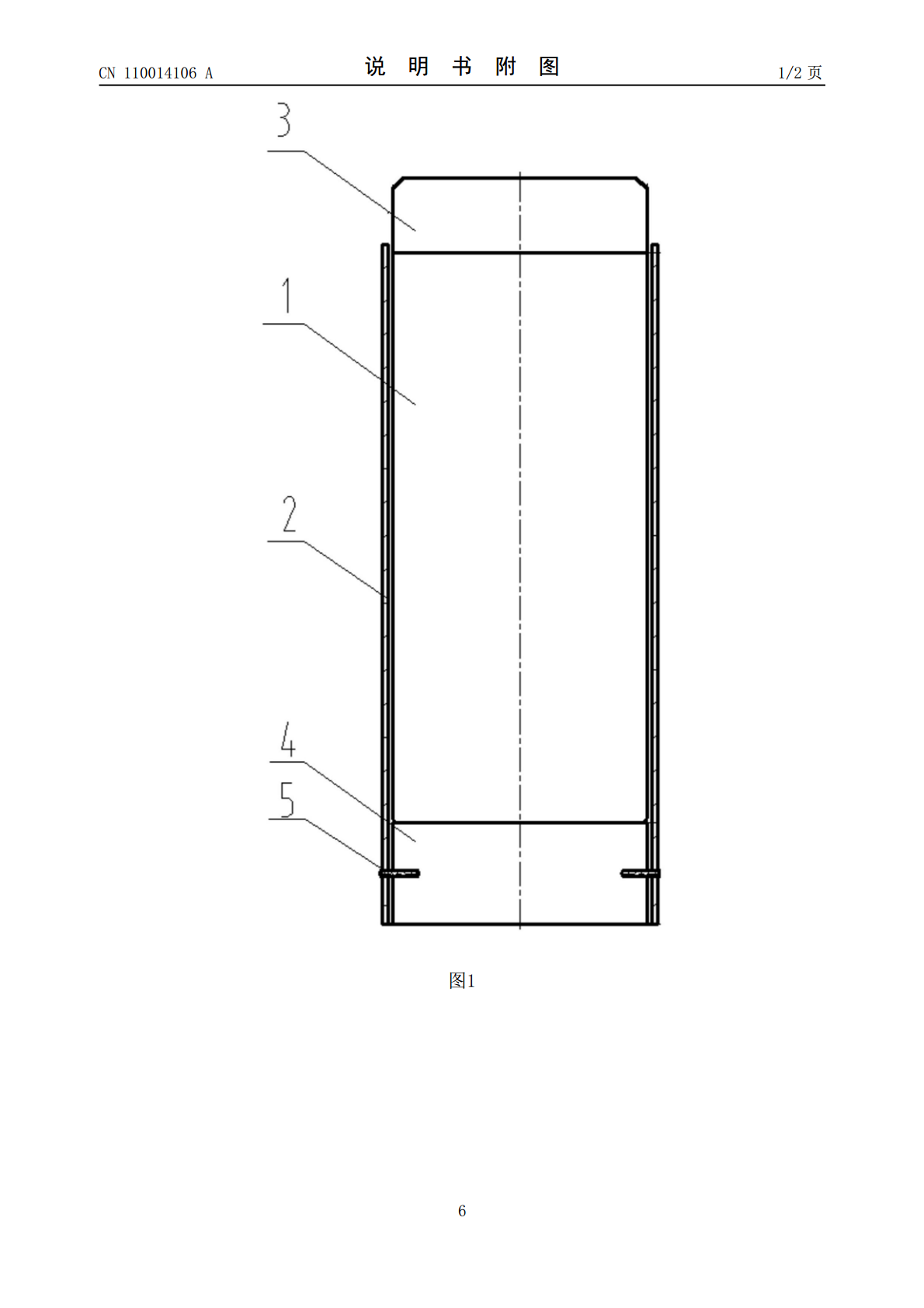
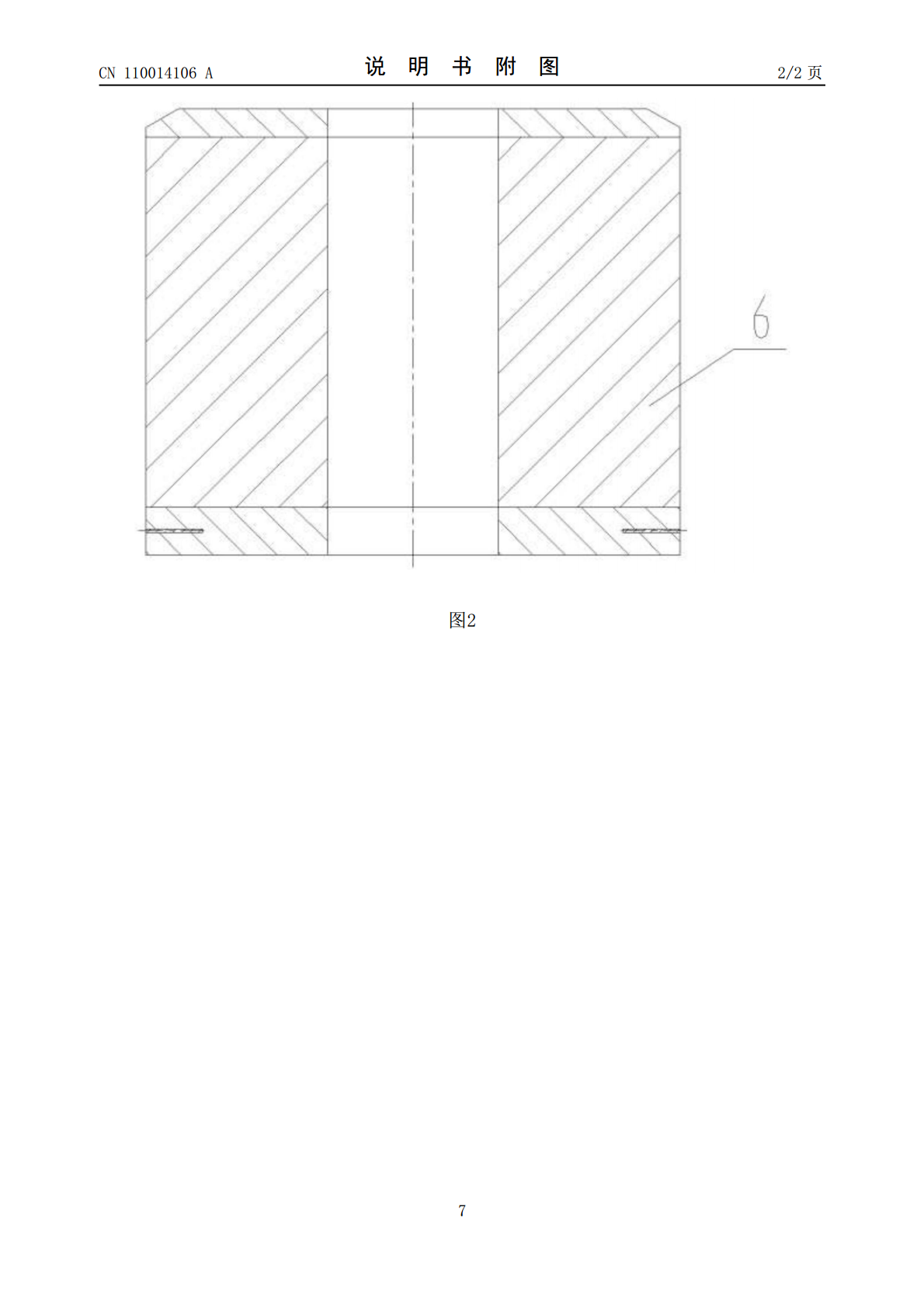
本发明公开了一种大规格钛合金空心坯料制备方法,采用硬包套包覆钛合金铸锭,在包套的表面涂覆加热防氧化涂料,将包套放入加热炉中预热,然后升温至钛合金铸锭的β相变点以上150℃~200℃保温;将包套在大型制坯压机上进行多次闭式镦粗,在变形后的钛合金铸锭上冲孔后制成钛合金空心坯料。本发明解决了制备φ950mm以上大型空心坯难题,避免了表面裂纹、皱褶问题,坯料变形均匀。
一种大规格钛合金异型锻件的制备方法.pdf
本发明公开了一种大规格钛合金异型锻件的制备方法,包括:利用真空自耗电弧炉进行真空感应熔炼,得到钛合金铸锭;将钛合金铸锭加热并保温后,对其在相变点以上进行开坯锻造,得到钛合金锻坯;将钛合金锻坯加热后,采用多火次塑性变形工艺,得到钛合金中间棒坯;根据胎模锻坯料尺寸确定棒坯下料尺寸,然后通过自由锻将下料后的钛合金中间棒坯锻制为胎模锻坯料;在胎模锻坯料表面和胎模锻模具内表面涂覆涂层,然后采用大吨位自由锻锻造设备对胎模锻坯料进行胎模锻,得到半成品钛合金异型锻件;对半成品钛合金异型锻件进行热处理,得到大规格钛合金异型

大规格钛及钛合金金相试样制备方法.pdf
大规格钛及钛合金金相试样制备方法,包括取样、磨光、抛光、清洗、腐蚀、烘干和组织观测步骤。取样是利用锯床锯切10~20mm的钛或钛合金薄片试样。磨光是将锯切的试样固定,利用装有PVA轮的角向磨光机对其表面进行打磨。抛光是将打磨后的试样用立式抛光机进行机械抛光,直至表面光亮。本发明解决了大规格钛合金金相样品高、低倍试样需要分别制备的问题;解决了异形断面低倍金相制备困难的问题。本发明制备方法所得金相试样腐蚀后低倍组织干净清晰,可以观测包括裂纹、气孔、金属或非金属夹杂物及其他目视可见的缺陷;高倍组织清晰、晶界完整

挤压管坯用纯镍空心坯料的制备方法.pdf
提供一种挤压管坯用纯镍空心坯料的制备方法,包括下述步骤:将纯度不低于99.96%的电解镍板置于真空感应熔炼炉中,通电加热至1450-1500℃使电解镍板熔化得镍熔液;在镍熔液中加入石墨,然后加温至1500-1530℃,精炼30-35分钟得纯度更高的镍熔液;在纯度更高的镍熔液中加入高纯钛,保温5分钟又得镍熔液;在镍熔液中加入镍镁合金,然后加温至1540℃,保温5分钟后浇注到中间固定有管状陶瓷模芯的圆形模具中得铸锭;铸锭在真空感应熔炼炉中凝固10-30分钟后出炉,脱模后自然冷却,管状陶瓷模芯由于铸锭的冷却收缩

Ti-Cu型钛合金半固态坯料的制备方法.pdf
Ti-Cu型钛合金半固态坯料的制备方法,它涉及一种半固态坯料的制备方法。本发明解决了现有方法有半固态二次加热过程,增加了成本的技术问题。本方法如下:用钛金属和铜金属制备Ti-Cu型钛合金坯料;利用电炉将Ti-Cu型钛合金坯料在氩气保护下加热,然后进行镦粗热压缩变形,然后在半固态温度下保温,再进行半固态触变锻造或者半固态触变挤压,得到Ti-Cu型钛合金半固态坯料。本发明没有半固态二次加热过程,提高了Ti-Cu型钛合金零件的生产效率,节约成本。本发明用于半固态坯料的制备领域。