
用于加热坯料的方法以及加热系统.pdf

佳宁****么啦


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于加热坯料的方法以及加热系统.pdf
提供一种用于由坯料制造钢部件的方法。首先,将坯料放置在传送机系统中。然后,在将该坯料保留在预定预加热位置的同时至少预加热该坯料的一个预选区。最后,将该坯料传送通过炉。还提供了一种用于加热生产线中的坯料的预加热系统。
用于加热金属坯料的系统和方法.pdf
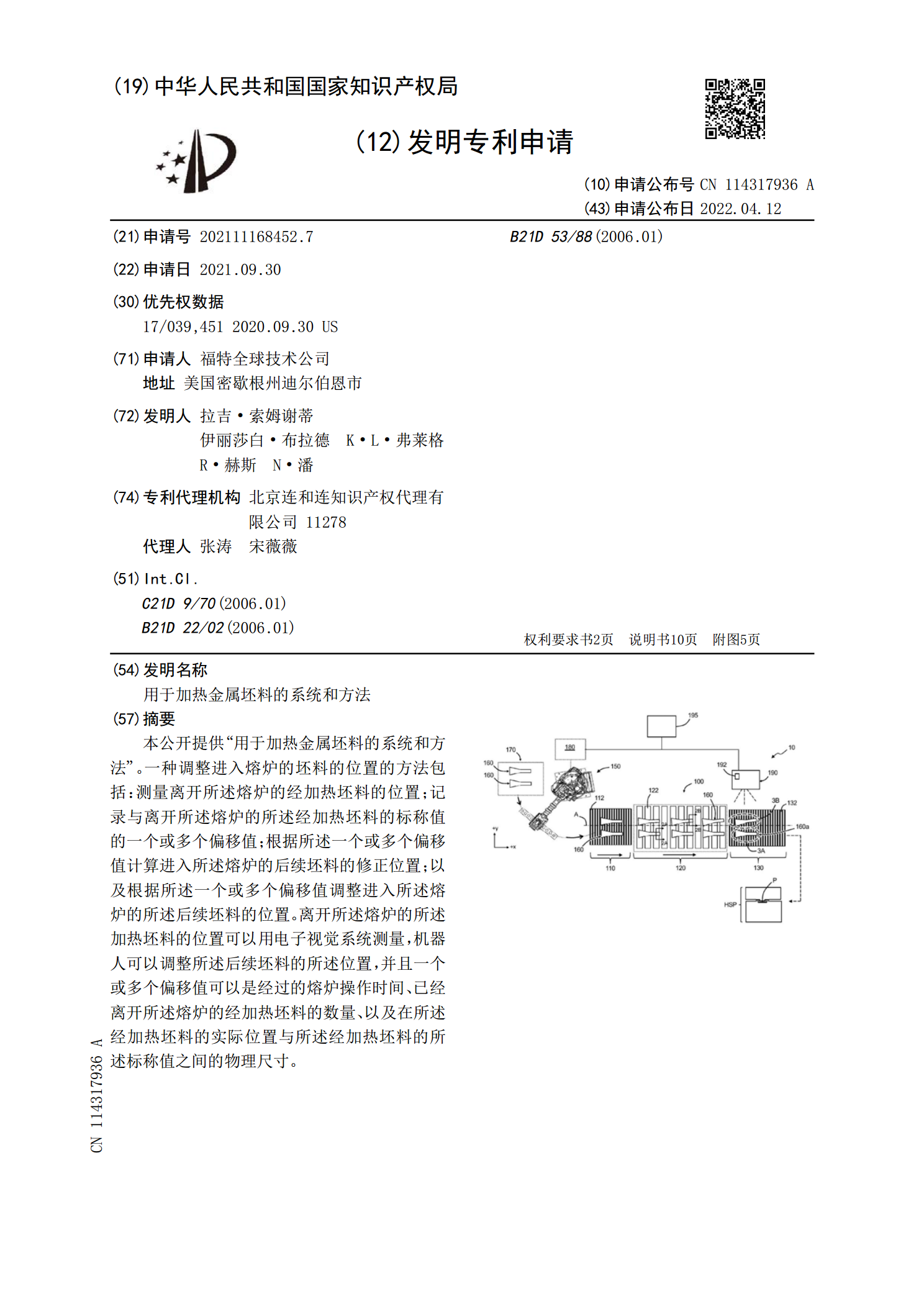
本公开提供“用于加热金属坯料的系统和方法”。一种调整进入熔炉的坯料的位置的方法包括:测量离开所述熔炉的经加热坯料的位置;记录与离开所述熔炉的所述经加热坯料的标称值的一个或多个偏移值;根据所述一个或多个偏移值计算进入所述熔炉的后续坯料的修正位置;以及根据所述一个或多个偏移值调整进入所述熔炉的所述后续坯料的位置。离开所述熔炉的所述加热坯料的位置可以用电子视觉系统测量,机器人可以调整所述后续坯料的所述位置,并且一个或多个偏移值可以是经过的熔炉操作时间、已经离开所述熔炉的经加热坯料的数量、以及在所述经加热坯料的实
加热装置以及用于生产加热装置的方法.pdf
一种呈用于炉盘的辐射加热装置的形式的加热装置具有带有支撑顶侧的片状支撑件,其中至少一个加热元件在支撑顶侧上,所述加热元件高度成波纹状并且按铺设图案在轨道中延伸。所述加热元件具有至少两个加热导体条带,所述加热导体条带各自具有侧向侧部以及顶部边缘和底部边缘。这些至少两个加热导体条带通过其相互面向的侧向侧部放置在一起或一个放置在另一个上并且至少部分地接触。所述至少两个加热导体条带有利地在形成波纹之前以固定且不可拆卸的方式彼此连接。
加热装置以及用于控制加热装置的方法.pdf
本发明涉及一种用于电动车辆的加热装置。该加热装置包括至少一个PTC加热器和用于控制至少一个PTC加热器的一个控制装置。控制装置包括LF脉冲宽度调制器,该LF脉冲宽度调制器利用LF调制信号能够在多个中间调制级中在一个调制级与下一个更高或下一个更低的调制级之间逐级地调制HF调制信号。HF脉冲宽度调制器的相应的调制中间级对应于至少一个PTC加热器的输出功率中间级,使得控制装置借助于LF脉冲宽度调制器能够在多个中间输出功率级中将至少一个PTC加热器的输出功率在一个输出功率级和下一个更高或下一个更低的输出功率级之间
加热炉炉内坯料优化加热曲线计算系统及方法.pdf
一种计算加热炉内坯料优化加热曲线的方法,主要通过对坯料的位置跟踪及温度跟踪实现其在加热炉内的步进及加热。并综合考虑坯料出炉温度与目标温度的偏差及坯料的升温速率对原炉温制度进行修正,用修正后的炉温制度重新对坯料进行加热。对于满足出炉温度的坯料,以积分替代目标函数来表征本次加热燃耗的大小。完成指定次数的优化计算后,从中选出积分替代目标函数值最小的一个,并将其对应的坯料升温曲线作为该尺寸规格坯料的优化加热曲线。该方法可以在坯料入炉前完成多块坯料优化加热曲线的计算,计算效率高。利于加热炉数学模型利用所计算的坯料优