
一种缓解连退炉炉辊结瘤的方法.pdf

书錦****by

1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种缓解连退炉炉辊结瘤的方法.pdf
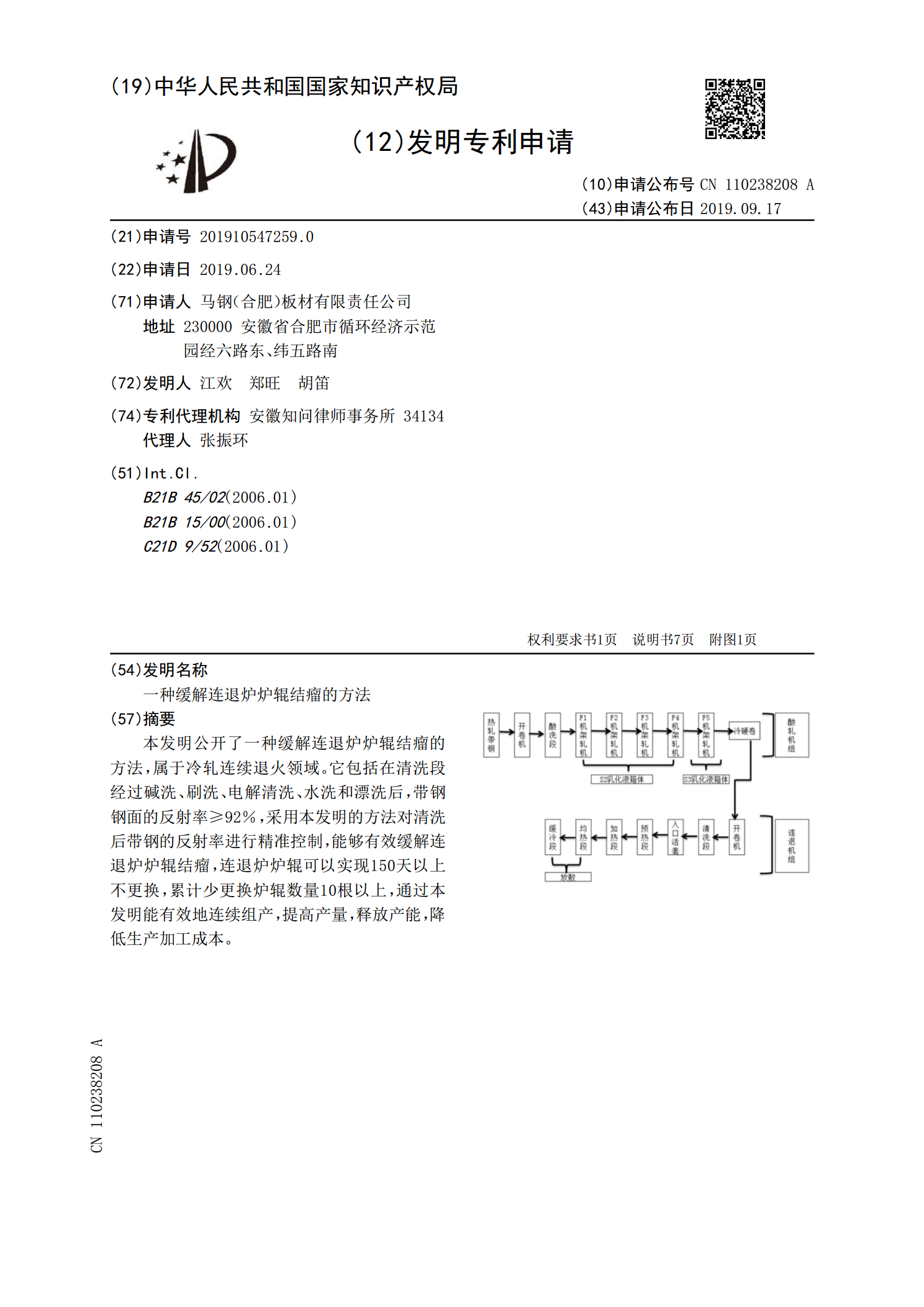
本发明公开了一种缓解连退炉炉辊结瘤的方法,属于冷轧连续退火领域。它包括在清洗段经过碱洗、刷洗、电解清洗、水洗和漂洗后,带钢钢面的反射率≥92%,采用本发明的方法对清洗后带钢的反射率进行精准控制,能够有效缓解连退炉炉辊结瘤,连退炉炉辊可以实现150天以上不更换,累计少更换炉辊数量10根以上,通过本发明能有效地连续组产,提高产量,释放产能,降低生产加工成本。
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。

一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。
一种硅钢连退线炉辊结瘤在线处理方法.pdf
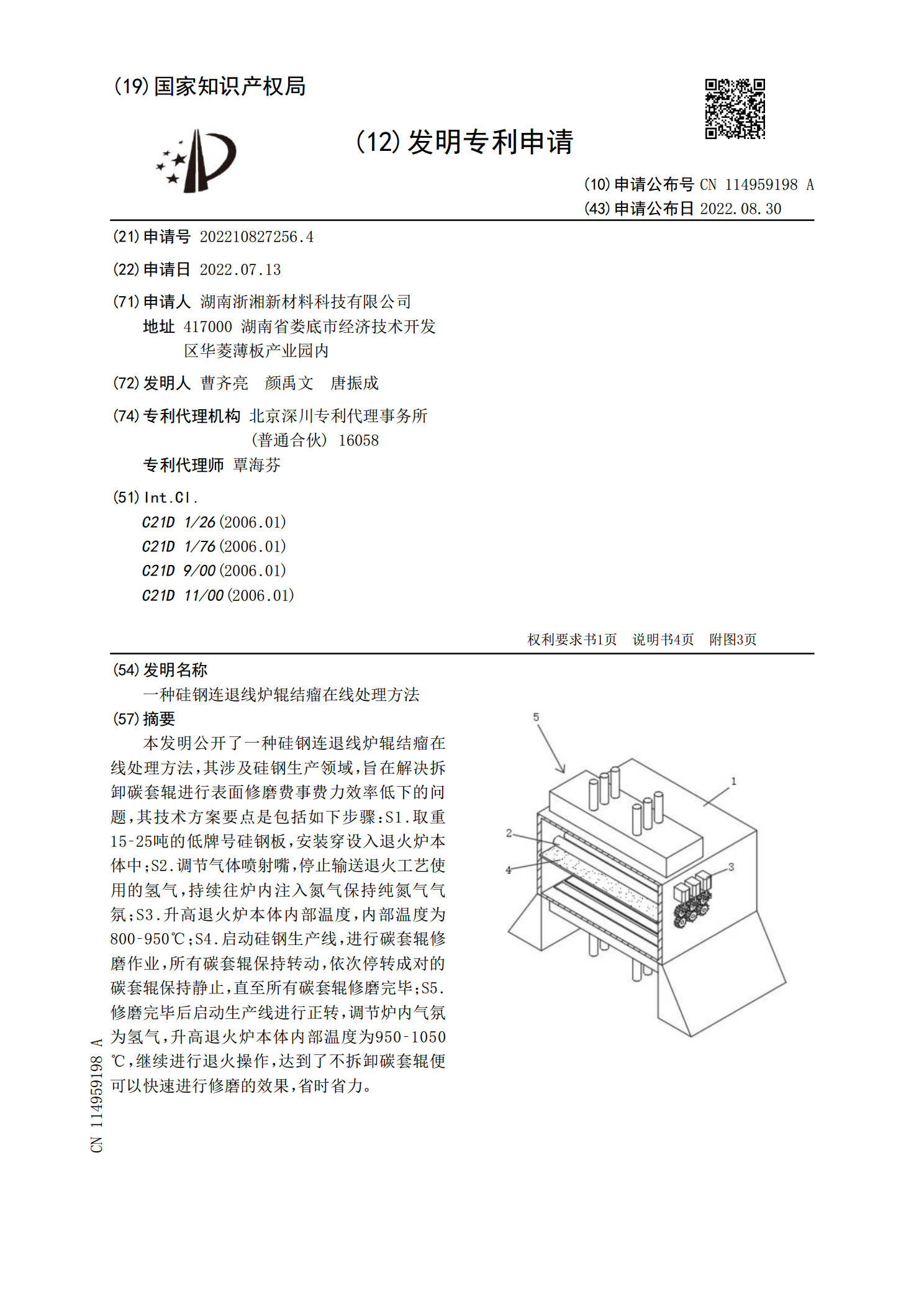
本发明公开了一种硅钢连退线炉辊结瘤在线处理方法,其涉及硅钢生产领域,旨在解决拆卸碳套辊进行表面修磨费事费力效率低下的问题,其技术方案要点是包括如下步骤:S1.取重15‑25吨的低牌号硅钢板,安装穿设入退火炉本体中;S2.调节气体喷射嘴,停止输送退火工艺使用的氢气,持续往炉内注入氮气保持纯氮气气氛;S3.升高退火炉本体内部温度,内部温度为800‑950℃;S4.启动硅钢生产线,进行碳套辊修磨作业,所有碳套辊保持转动,依次停转成对的碳套辊保持静止,直至所有碳套辊修磨完毕;S5.修磨完毕后启动生产线进行正转,调

连退线退火炉炉辊结瘤分析与对策.docx
连退线退火炉炉辊结瘤分析与对策连退线退火炉炉辊结瘤分析与对策摘要:连退线退火炉是一种常用于金属材料热处理的设备,在使用过程中可能会出现炉辊结瘤现象。本文对连退线退火炉炉辊结瘤进行了分析,并提出了相应的对策。首先,通过分析炉辊结瘤的原因,包括材料缺陷、炉辊材料选择不合理、操作不当等方面;然后,针对这些原因提出了相应的改进措施,包括材料检验、炉辊材料的选择、合理的操作方法等;最后,通过实验验证了这些改进措施的有效性。关键词:连退线退火炉;炉辊结瘤;分析;对策1.引言连退线退火炉是一种常用的金属材料热处理设备,