
一种HRB400E-F盘螺细晶粒轧制工艺方法.pdf

一只****爱敏

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种HRB400E-F盘螺细晶粒轧制工艺方法.pdf
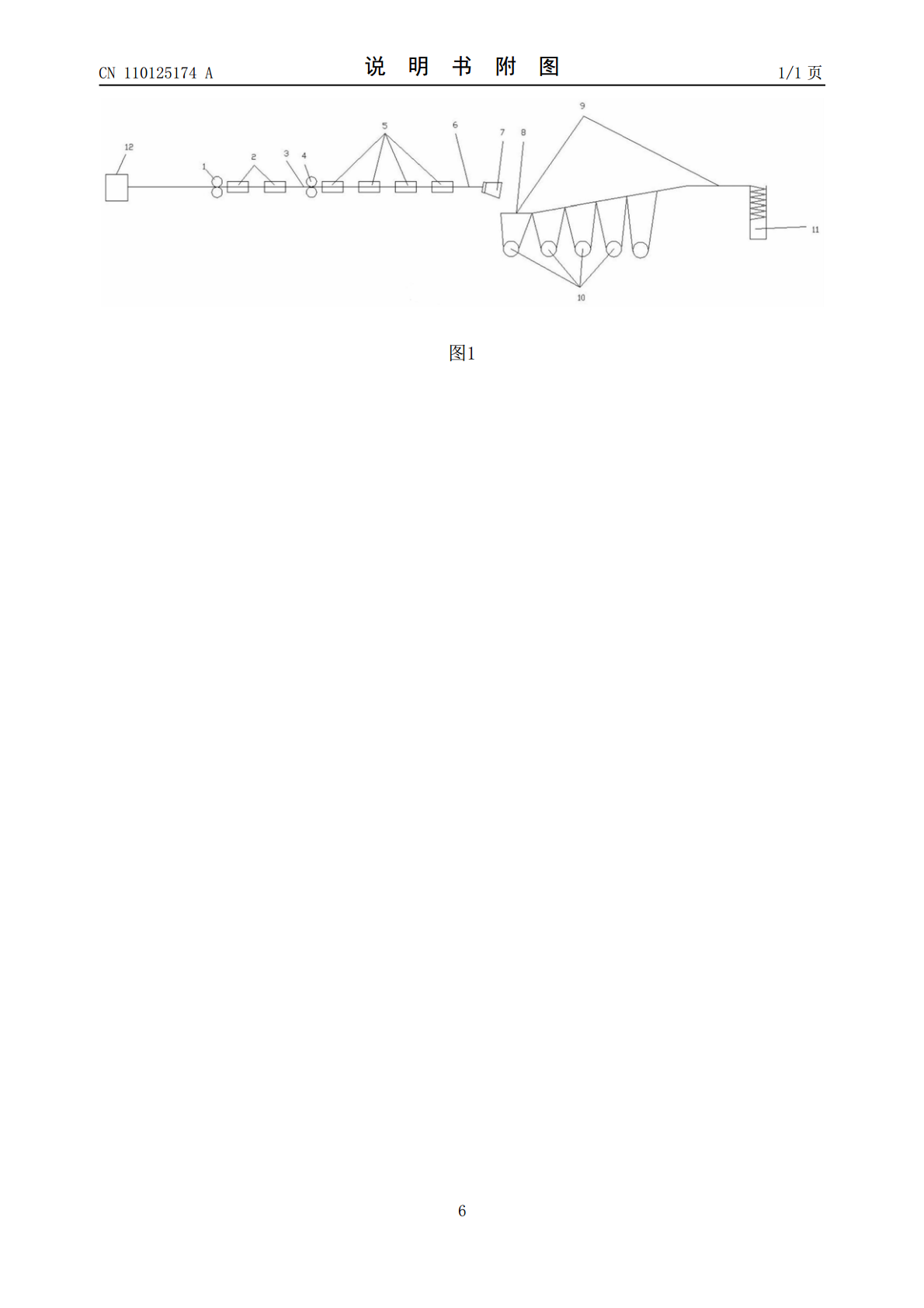
本发明涉及轧钢技术领域,尤其涉及一种HRB400E‑F盘螺细晶粒轧制工艺方法,其包括如下步骤:第一步,采用分段加热的方式控制加热炉内钢坯的加热温度,使钢坯出钢温度控制在1050±20℃,端面及头尾温差≤30℃;第二步,增加预精轧及精轧轧机后的穿水箱,控制钢坯进精轧温度为900℃,进吐丝机前温度为810℃,吐丝机温度为860℃;第三步,通过风冷提高相变冷却速度;第四步,输送辊道速度分段控制,辊道运输速度逐渐增加,逐渐拉开盘条搭接位置,减小盘卷堆积密度,均匀冷却速度。本发明提供的工艺在满足质量前提下大幅降低了
一种采用钢坯生产细晶粒盘螺钢筋的工艺.pdf
本发明公开一种采用钢坯生产细晶粒盘螺钢筋的工艺,所述钢坯为20MnSi钢坯,所述工艺包括以下步骤:(1)转炉冶炼:将所述钢坯进行转炉冶炼,冶炼中吹氩搅拌,控制钢水出炉温度为1620—1700℃;(2)连铸方坯:将出炉后的钢水进行连铸,形成方坯;(3)轧制:将连铸后的方坯进行轧制,控制轧制入口温度为800—900℃,形成钢筋;(4)冷却:将轧制后的钢筋进行冷却,控制吐丝温度为940—960℃,形成细晶粒盘螺钢筋成品。所述工艺所得细晶粒盘螺钢筋的综合力学性能更好,钢筋通盘性能差也更小,产品合格率可达到100%
一种细晶粒HRBF400盘螺的生产方法.pdf
本发明公开了一种细晶粒HRBF400盘螺的生产方法,包括:1)、转炉生产;2)、LF炉生产;3)、连铸生产;4)、轧钢生产,生产中Φ8mm、Φ10mm、Φ12mm钢筋开轧温度均在970℃?1000℃之间,精轧入口温度在940℃?960℃之间,斯太尔摩冷却线保温罩全部打开;Φ8mm钢筋吐丝温度920℃?940℃,风机前5架开启50%风量;Φ10mm钢筋吐丝温度935℃?955℃,风机前5架开启100%风量;Φ12mm钢筋吐丝温度890℃?910℃,风机前6架开启100%风量。
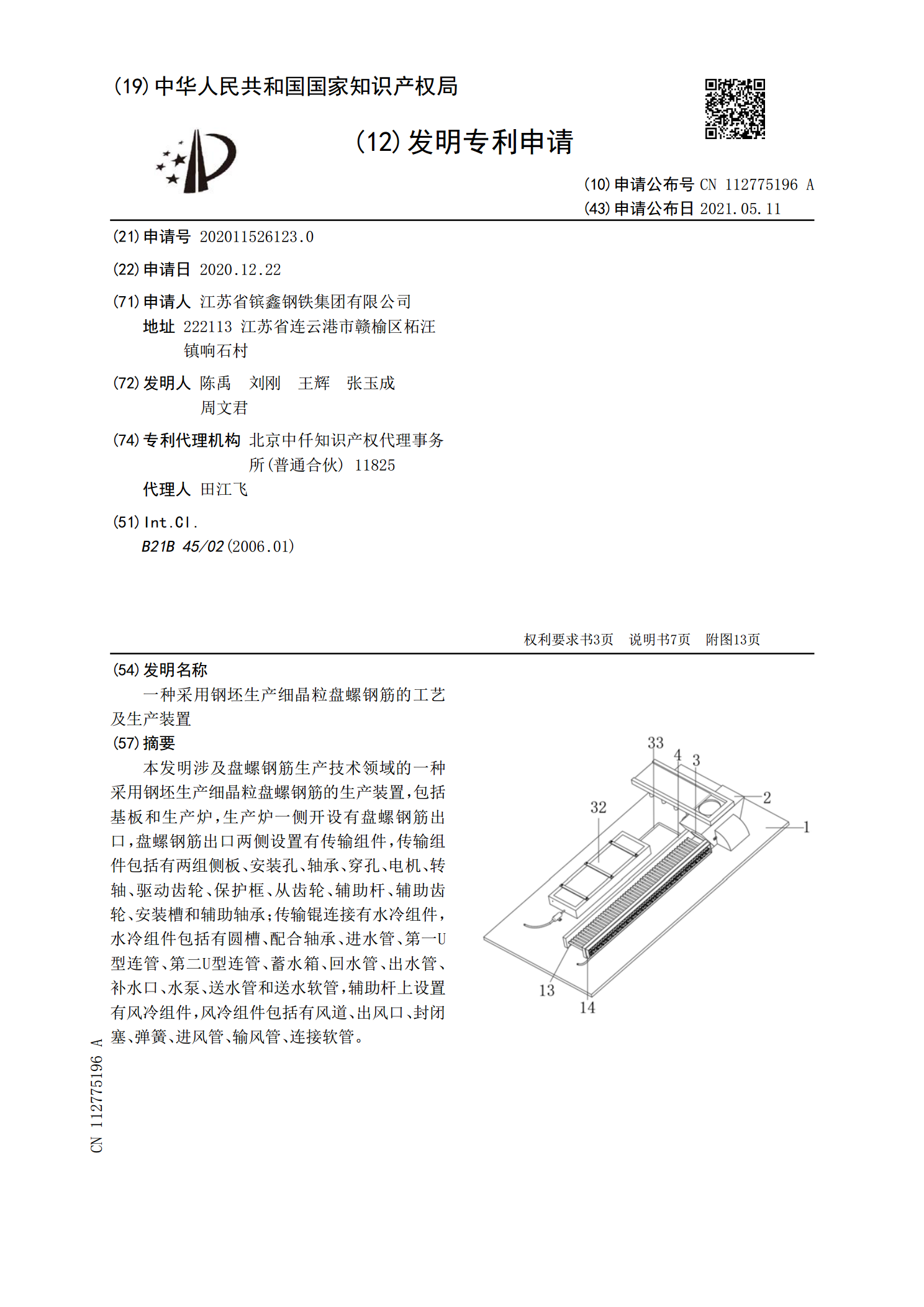
一种采用钢坯生产细晶粒盘螺钢筋的工艺及生产装置.pdf
本发明涉及盘螺钢筋生产技术领域的一种采用钢坯生产细晶粒盘螺钢筋的生产装置,包括基板和生产炉,生产炉一侧开设有盘螺钢筋出口,盘螺钢筋出口两侧设置有传输组件,传输组件包括有两组侧板、安装孔、轴承、穿孔、电机、转轴、驱动齿轮、保护框、从齿轮、辅助杆、辅助齿轮、安装槽和辅助轴承;传输锟连接有水冷组件,水冷组件包括有圆槽、配合轴承、进水管、第一U型连管、第二U型连管、蓄水箱、回水管、出水管、补水口、水泵、送水管和送水软管,辅助杆上设置有风冷组件,风冷组件包括有风道、出风口、封闭塞、弹簧、进风管、输风管、连接软管。
一种HRB400盘螺细晶粒钢筋的生产工艺.pdf
本发明公开一种HRB400盘螺细晶粒钢筋的生产工艺,所述工艺包括以下步骤:(1)转炉冶炼:将20MnSi钢坯进行转炉冶炼,冶炼中吹氩搅拌,控制钢水出炉温度为1620—1700℃:(2)连铸方坯:将出炉后的钢水进行连铸,形成方坯;(3)轧制:将连铸后的方坯进行轧制,控制轧制入口温度为900—950℃,形成钢筋;(4)冷却:将轧制后的钢筋进行冷却,控制吐丝温度为820—840℃,形成HRB400盘螺细晶粒钢筋成品。所述工艺所得HRB400盘螺细晶粒钢筋的综合力学性能更好,钢筋通盘性能差也更小,产品合格率可达到