
一种铸造铝合金熔体复合除气和晶粒细化的装置及使用方法.pdf

一条****丹淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铸造铝合金熔体复合除气和晶粒细化的装置及使用方法.pdf
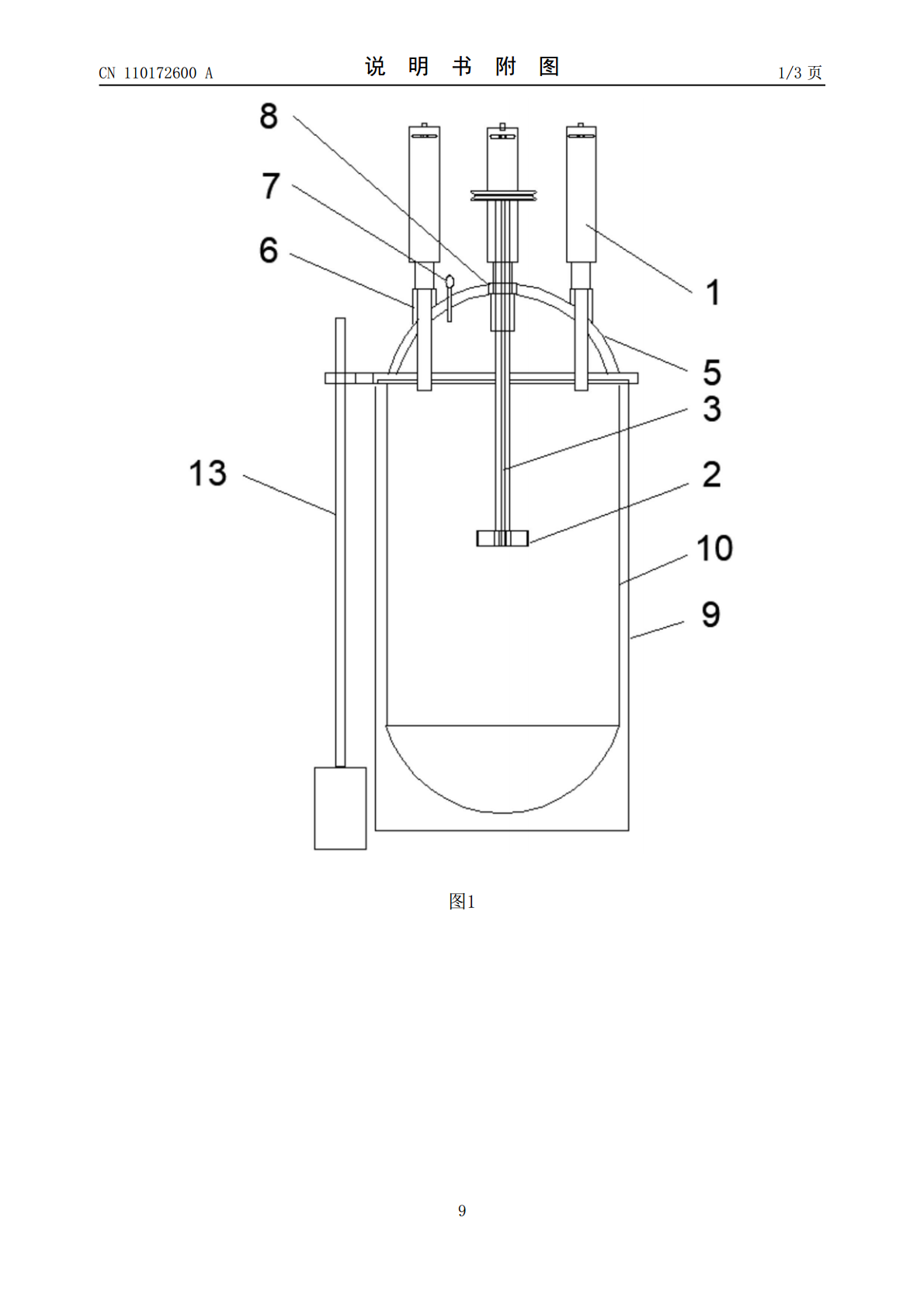
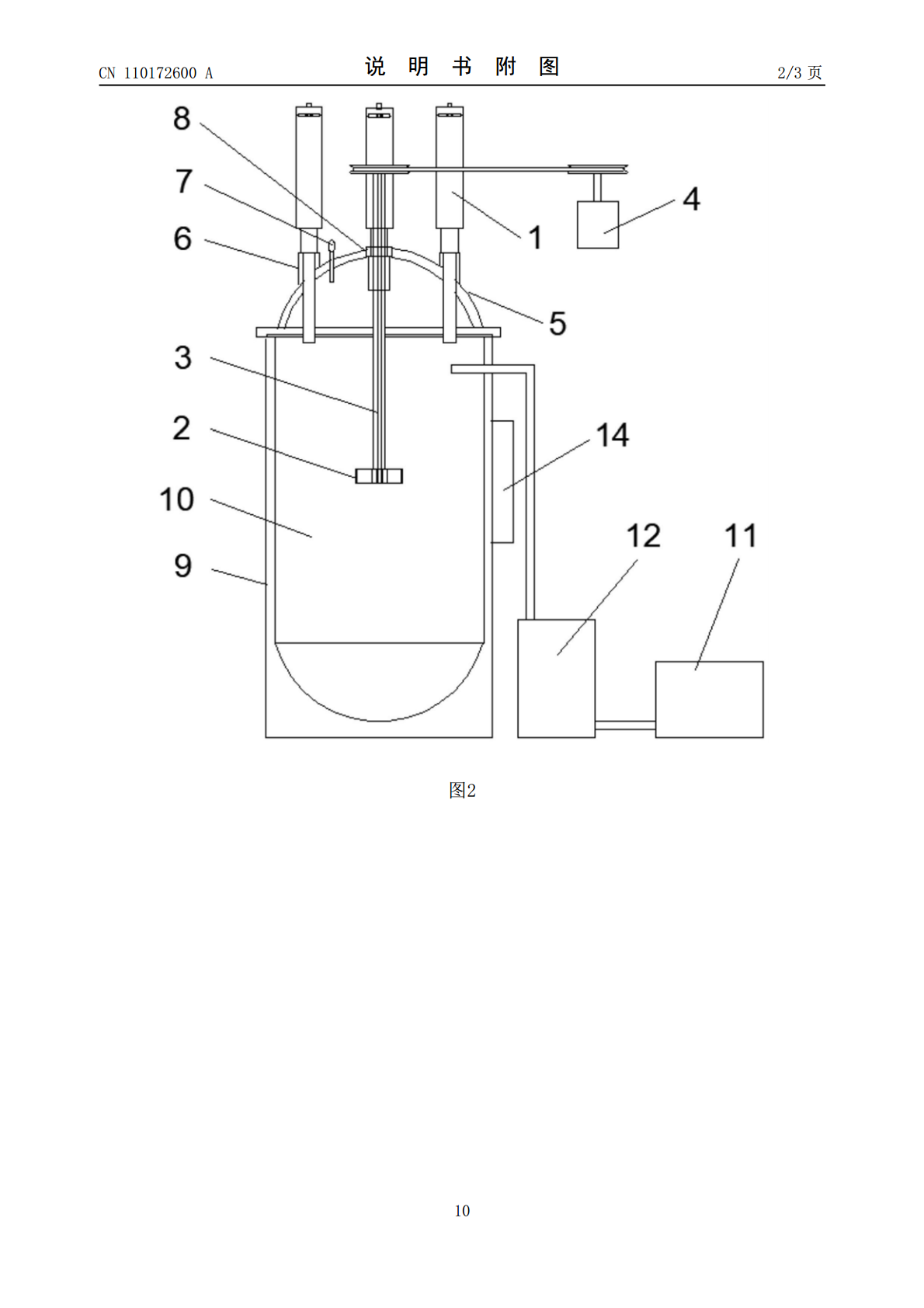
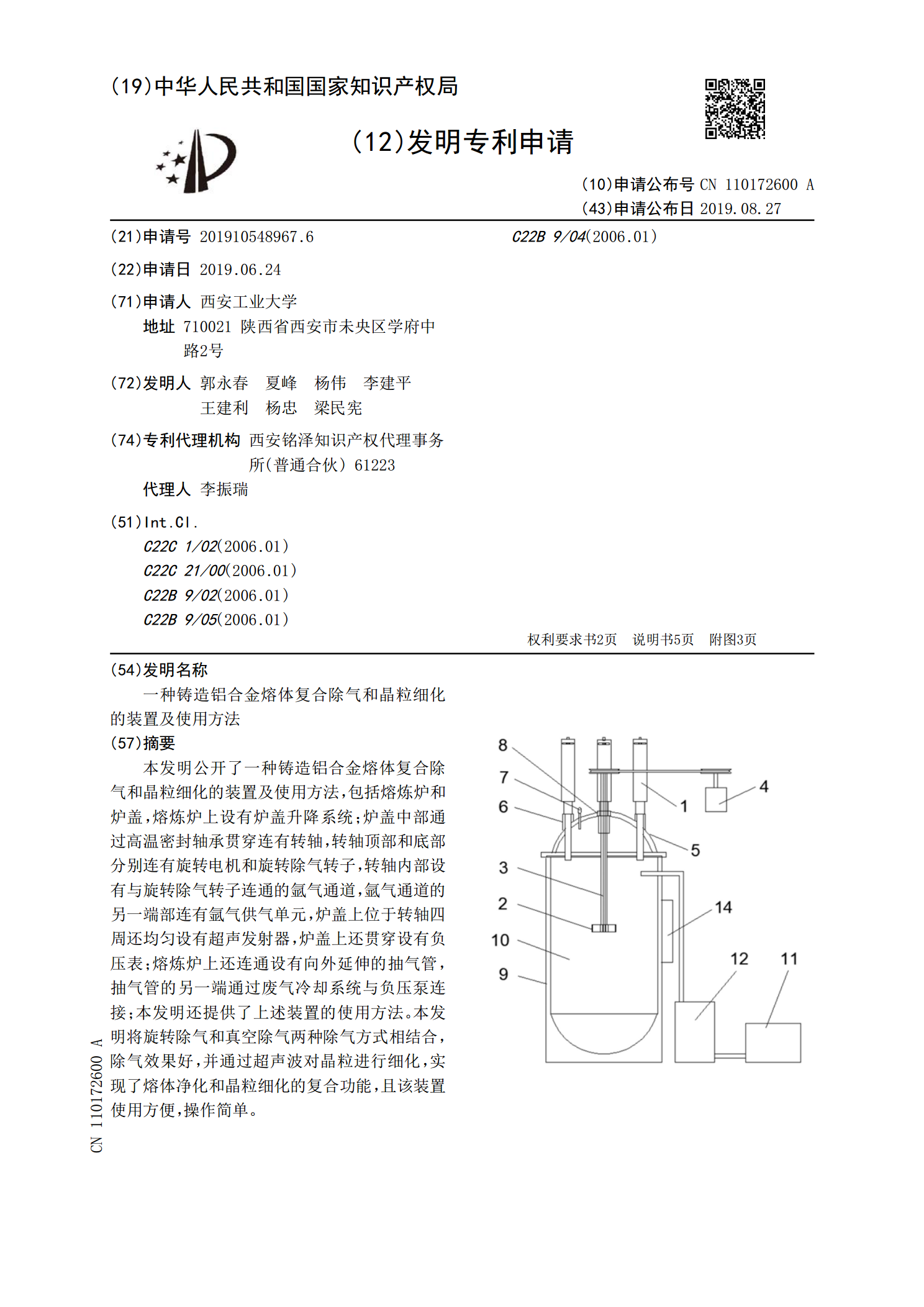
本发明公开了一种铸造铝合金熔体复合除气和晶粒细化的装置及使用方法,包括熔炼炉和炉盖,熔炼炉上设有炉盖升降系统;炉盖中部通过高温密封轴承贯穿连有转轴,转轴顶部和底部分别连有旋转电机和旋转除气转子,转轴内部设有与旋转除气转子连通的氩气通道,氩气通道的另一端部连有氩气供气单元,炉盖上位于转轴四周还均匀设有超声发射器,炉盖上还贯穿设有负压表;熔炼炉上还连通设有向外延伸的抽气管,抽气管的另一端通过废气冷却系统与负压泵连接;本发明还提供了上述装置的使用方法。本发明将旋转除气和真空除气两种除气方式相结合,除气效果好,并

一种铝合金熔液除气装置和除气方法.pdf
一种铝合金熔液除气装置和除气方法,属于铝合金熔制领域,除气装置设置在熔化炉和模具之间,除气装置包括铝合金熔化炉液面内垂直插入的升液管、升液管上端依次连接有导液管、除气管、后部导液管以及向下的降液管,除气管下部有凹陷部,除气管内有加热装置,除气管顶部有排气口,降液管内铝合金熔液送至模具,所述去泡管内铝合金熔液的温度高于熔化炉内熔液的温度,去泡管内空气压力低于铝合金熔化炉内的空气压力,利用该结构和方法可降低铝合金熔液中的气泡量,提高了铝合金熔液的质量,确保能够铸造出高质量的铝合金铸件,满足用户要求。
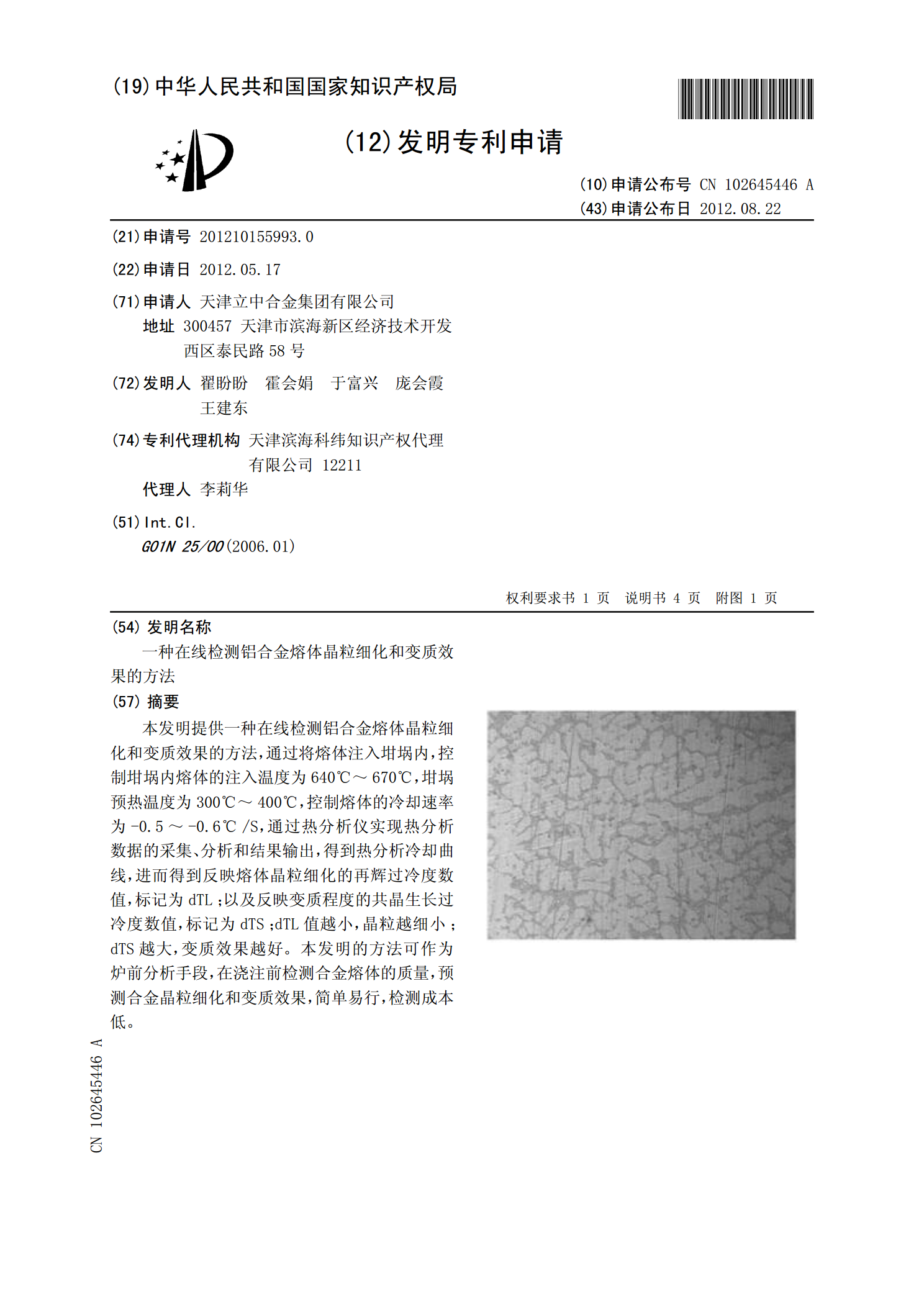
一种在线检测铝合金熔体晶粒细化和变质效果的方法.pdf
本发明提供一种在线检测铝合金熔体晶粒细化和变质效果的方法,通过将熔体注入坩埚内,控制坩埚内熔体的注入温度为640℃~670℃,坩埚预热温度为300℃~400℃,控制熔体的冷却速率为-0.5~-0.6℃/S,通过热分析仪实现热分析数据的采集、分析和结果输出,得到热分析冷却曲线,进而得到反映熔体晶粒细化的再辉过冷度数值,标记为dTL;以及反映变质程度的共晶生长过冷度数值,标记为dTS;dTL值越小,晶粒越细小;dTS越大,变质效果越好。本发明的方法可作为炉前分析手段,在浇注前检测合金熔体的质量,预测合金晶粒细
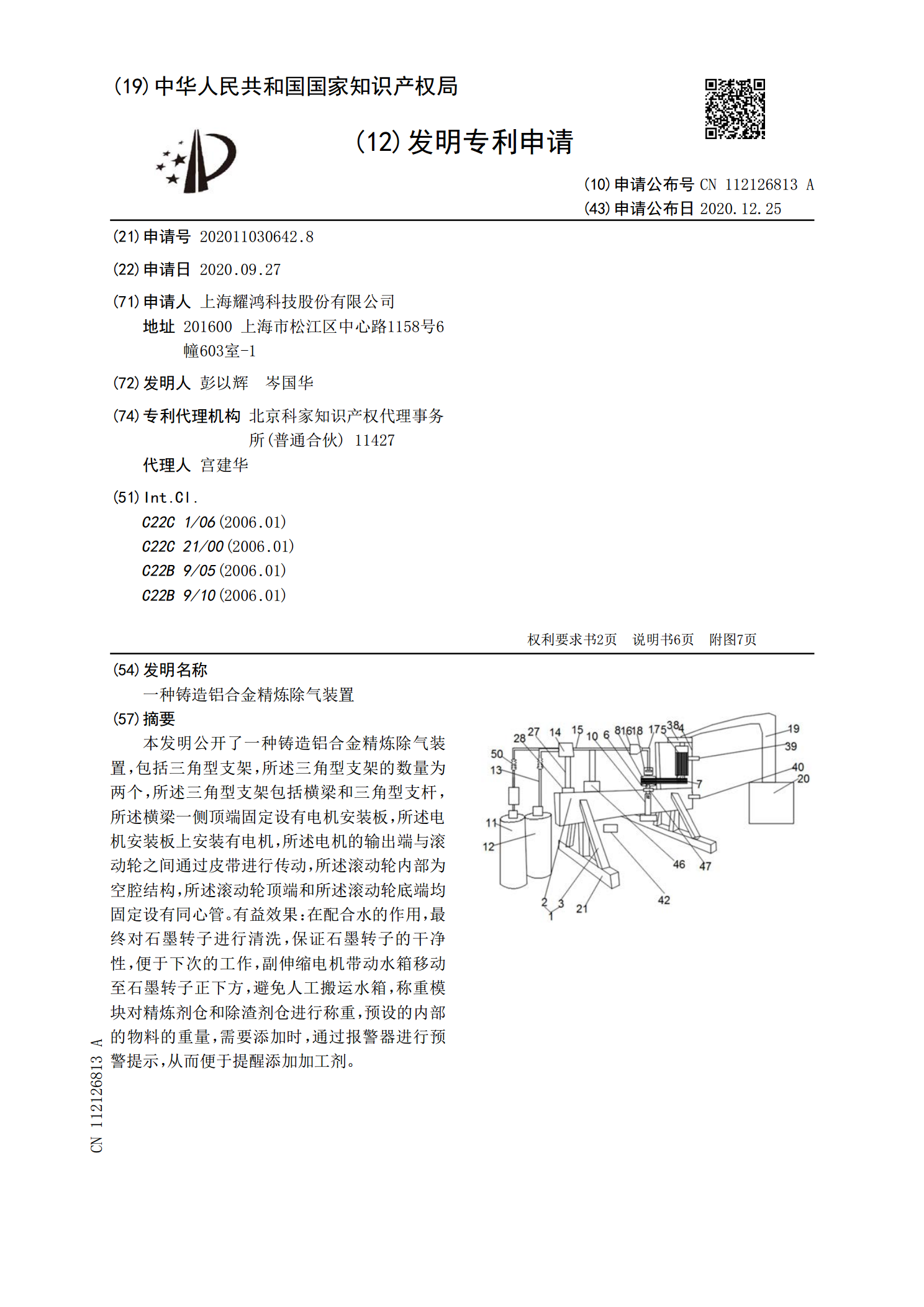
一种铸造铝合金精炼除气装置.pdf
本发明公开了一种铸造铝合金精炼除气装置,包括三角型支架,所述三角型支架的数量为两个,所述三角型支架包括横梁和三角型支杆,所述横梁一侧顶端固定设有电机安装板,所述电机安装板上安装有电机,所述电机的输出端与滚动轮之间通过皮带进行传动,所述滚动轮内部为空腔结构,所述滚动轮顶端和所述滚动轮底端均固定设有同心管。有益效果:在配合水的作用,最终对石墨转子进行清洗,保证石墨转子的干净性,便于下次的工作,副伸缩电机带动水箱移动至石墨转子正下方,避免人工搬运水箱,称重模块对精炼剂仓和除渣剂仓进行称重,预设的内部的物料的重量
一种再生铝合金熔体除气方法.pdf
本发明属于再生金属技术领域,具体涉及一种再生铝合金熔体除气方法。通过除气剂与熔体中的氢分压差实现气体扩散、气泡表面和氧化夹杂物发生张力吸附来实现除气。所述除气方法包括炉内除气、在线除气的一种或两种,炉内除气采用导管将除气剂喷入铝合金熔体进行除气,在线除气为箱式旋转除气或流槽式旋转除气。所述的除气剂为气体或熔剂(包含KCl、NaCl、Na