
一种具有优良-60℃超低温冲击韧性的耐磨钢板及其生产方法.pdf

一吃****新冬

1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种具有优良-60℃超低温冲击韧性的耐磨钢板及其生产方法.pdf
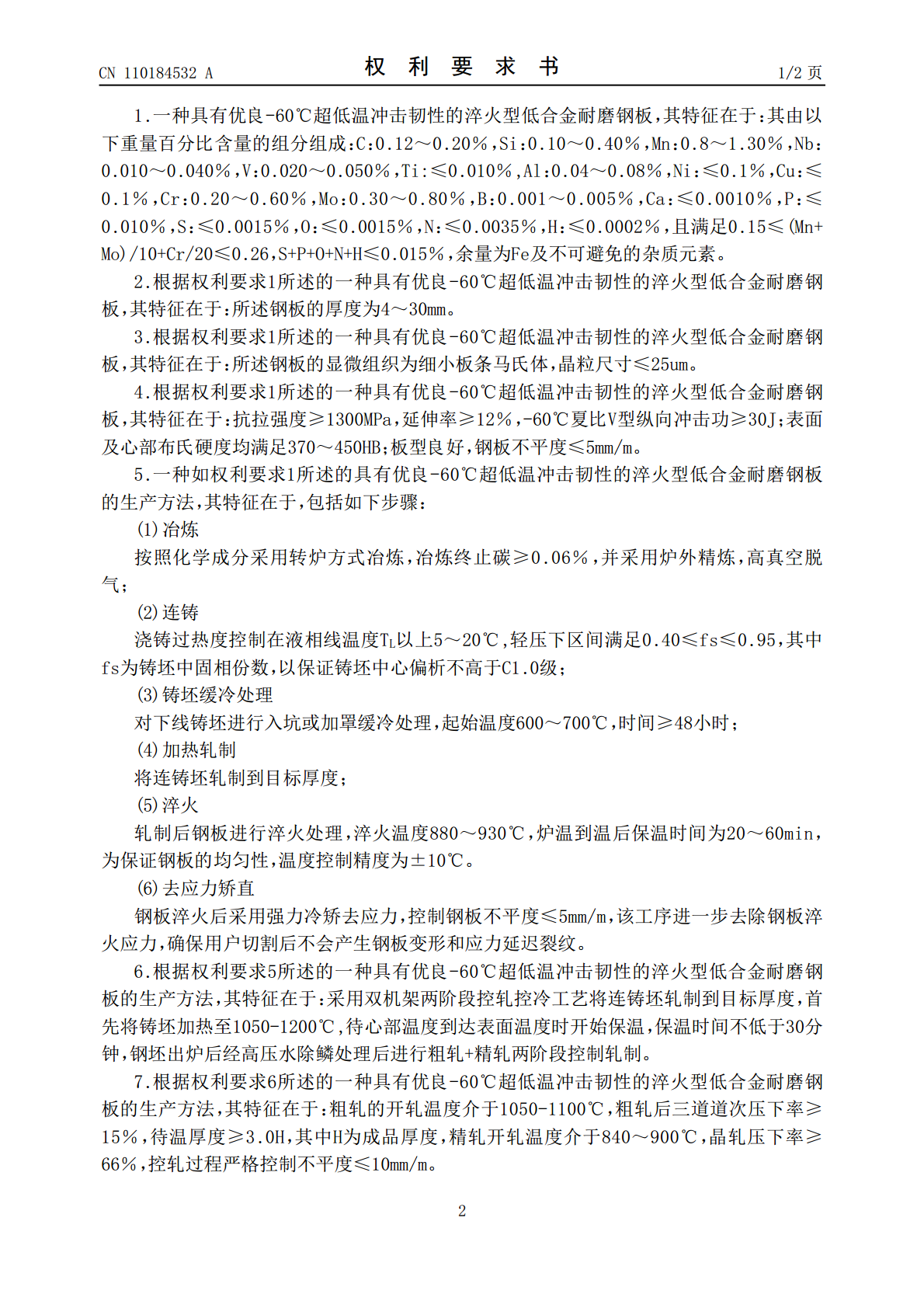
本发明涉及一种具有优良‑60℃超低温冲击韧性的淬火型低合金耐磨钢板及其生产方法,其化学成分按重量wt%含有:C:0.12~0.20%,Si:0.10~0.40%,Mn:0.8~1.30%,Nb:0.010~0.040%,V:0.020~0.050%,Ti:≤0.010%,Al:0.04~0.08%,Ni:≤0.1%,Cu:≤0.1%,Cr:0.20~0.60%,Mo:0.30~0.80%,B:0.001~0.005%,Ca:≤0.0015%,P:≤0.010%,S:≤0.0015%,O:≤0.0015%,
一种心部低温冲击韧性优良的特厚钢板及其制造方法.pdf
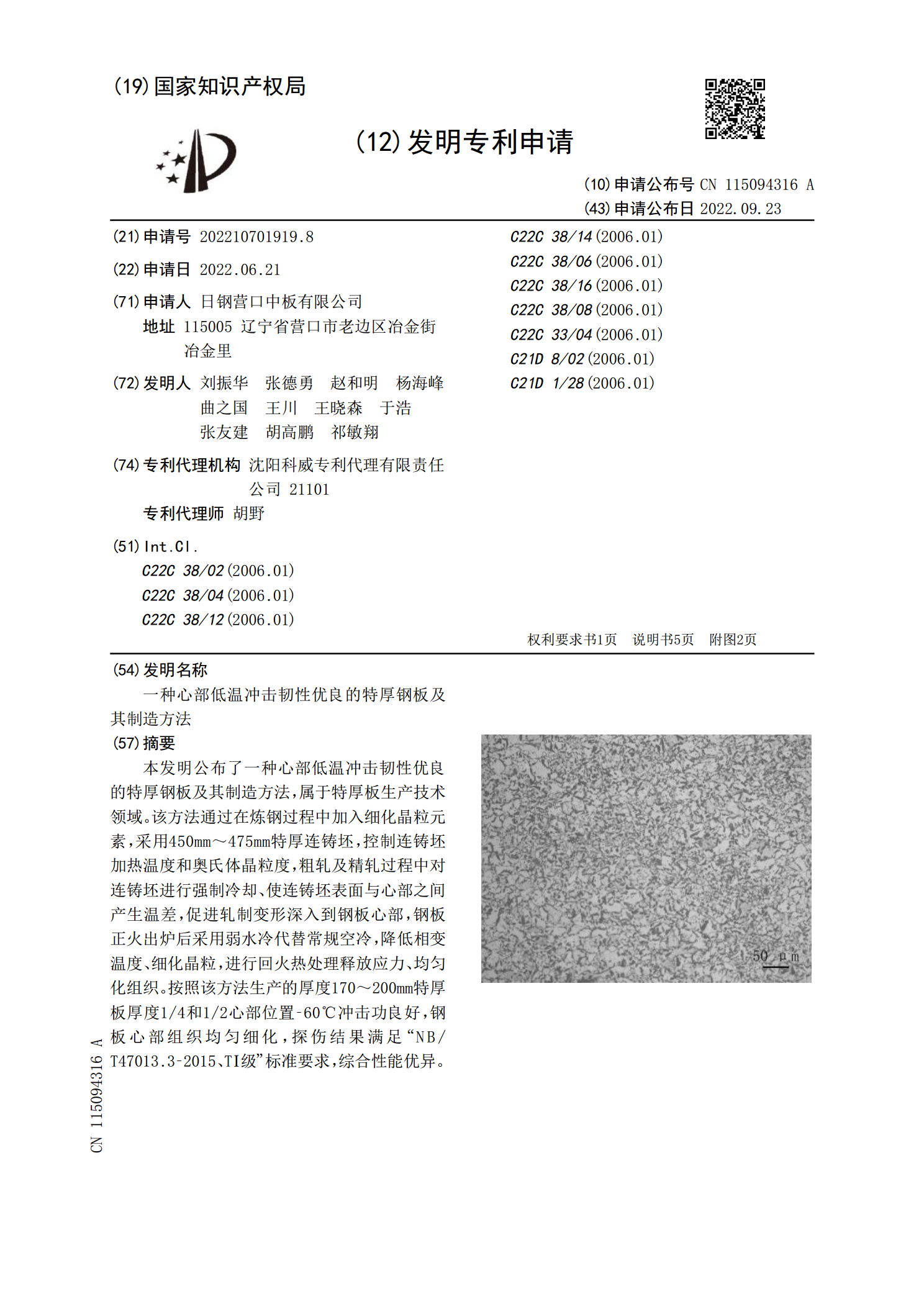
本发明公布了一种心部低温冲击韧性优良的特厚钢板及其制造方法,属于特厚板生产技术领域。该方法通过在炼钢过程中加入细化晶粒元素,采用450mm~475mm特厚连铸坯,控制连铸坯加热温度和奥氏体晶粒度,粗轧及精轧过程中对连铸坯进行强制冷却、使连铸坯表面与心部之间产生温差,促进轧制变形深入到钢板心部,钢板正火出炉后采用弱水冷代替常规空冷,降低相变温度、细化晶粒,进行回火热处理释放应力、均匀化组织。按照该方法生产的厚度170~200mm特厚板厚度1/4和1/2心部位置‑60℃冲击功良好,钢板心部组织均匀细化,探伤结
一种高温高强度、低温冲击韧性优良的含Mo钢板及其制造方法.pdf
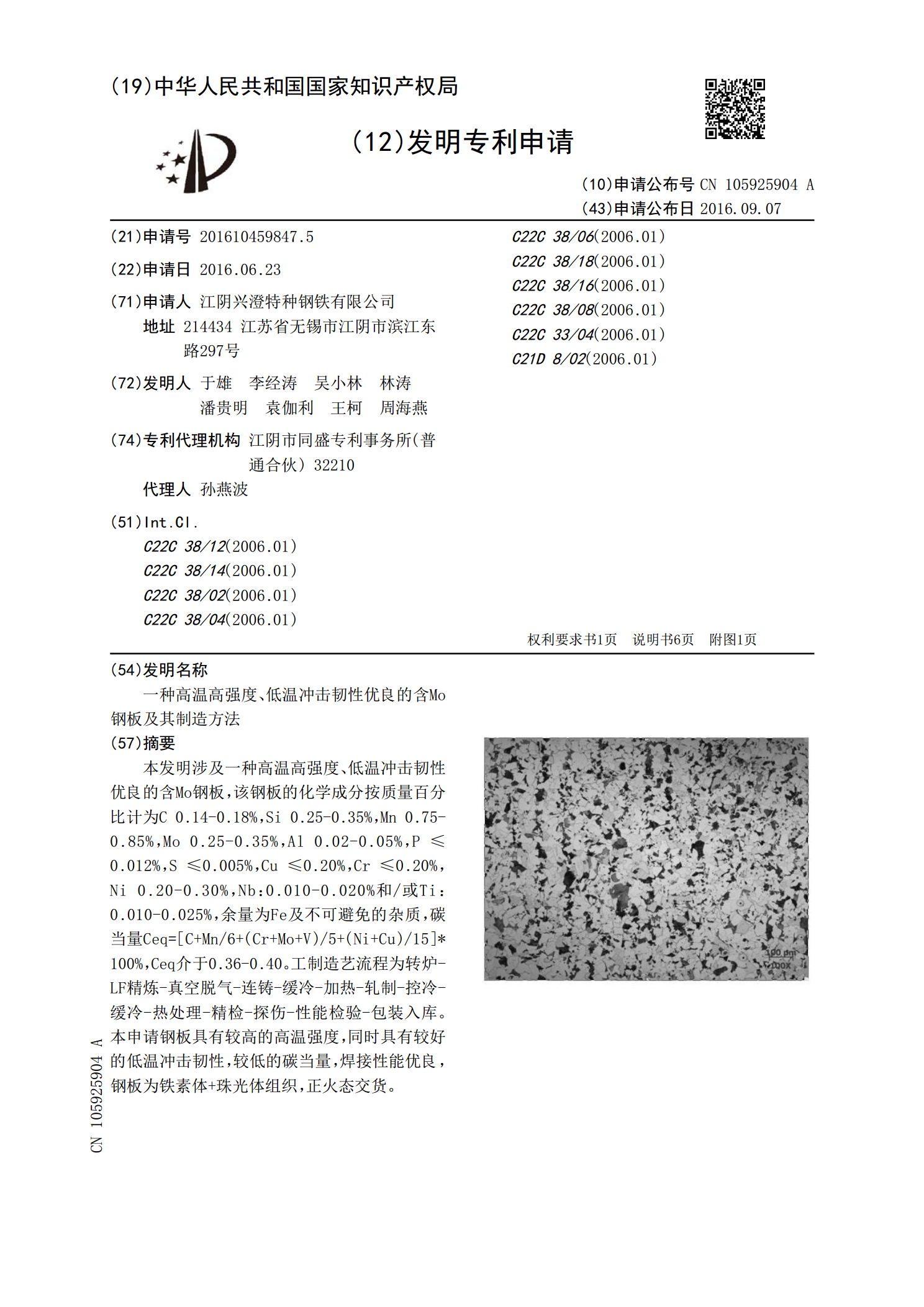
本发明涉及一种高温高强度、低温冲击韧性优良的含Mo钢板,该钢板的化学成分按质量百分比计为C0.14‑0.18%,Si0.25‑0.35%,Mn0.75‑0.85%,Mo0.25‑0.35%,Al0.02‑0.05%,P≤0.012%,S≤0.005%,Cu≤0.20%,Cr≤0.20%,Ni0.20‑0.30%,Nb:0.010‑0.020%和/或Ti:0.010‑0.025%,余量为Fe及不可避免的杂质,碳当量Ceq=[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]*1
一种具有优良韧性的高耐磨钢球及其制造方法.pdf
本发明提供了一种具有优良韧性的高耐磨钢球及其制造方法,钢球的化学成分重量百分比为:C:0.55%~0.63%,Si:1.61%~1.85%,Mn:0.65%~1.20%,Cr:0.65%~0.95%,B:0.0021%~0.0029%,P≤0.030%,S≤0.030%,余量为Fe及不可避免的杂质。本发明采用的制造方法包括:转炉冶炼,方坯连铸,连铸坯加热温度1150~1250℃,保温时间30~120min,开轧温度1000~1100℃,终轧温度810‑940℃,得轧球用圆钢;圆钢缓冷后进行再加热轧制,采用
一种耐磨钢板及其制备方法.pdf
本发明公开了一种耐磨钢板,按照质量百分比计包括以下成分:碳为0.12~0.2%,锰为0.3~0.8%,钴为0.1~0.35%,钨为0.05~0.15%,钕为0.01~0.04%,镍为0.15~0.35%,硅小于或等于0.3%,硫小于或等于0.05%,硼为0.02~0.06%,磷小于或等于0.05%,余量为铁铬粉和不可避免的杂质,其中,所述铁铬粉中的铁和铬的质量比为0.8~1.2:1。本发明还公开了上述钢板的制备方法,包括:(1)按以上配比配料,球磨至颗粒粒径为50~100μm,得到合金粉;(2)将上述合金