
一种心部低温冲击韧性优良的特厚钢板及其制造方法.pdf

努力****弘毅


1/9

2/9
3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种心部低温冲击韧性优良的特厚钢板及其制造方法.pdf
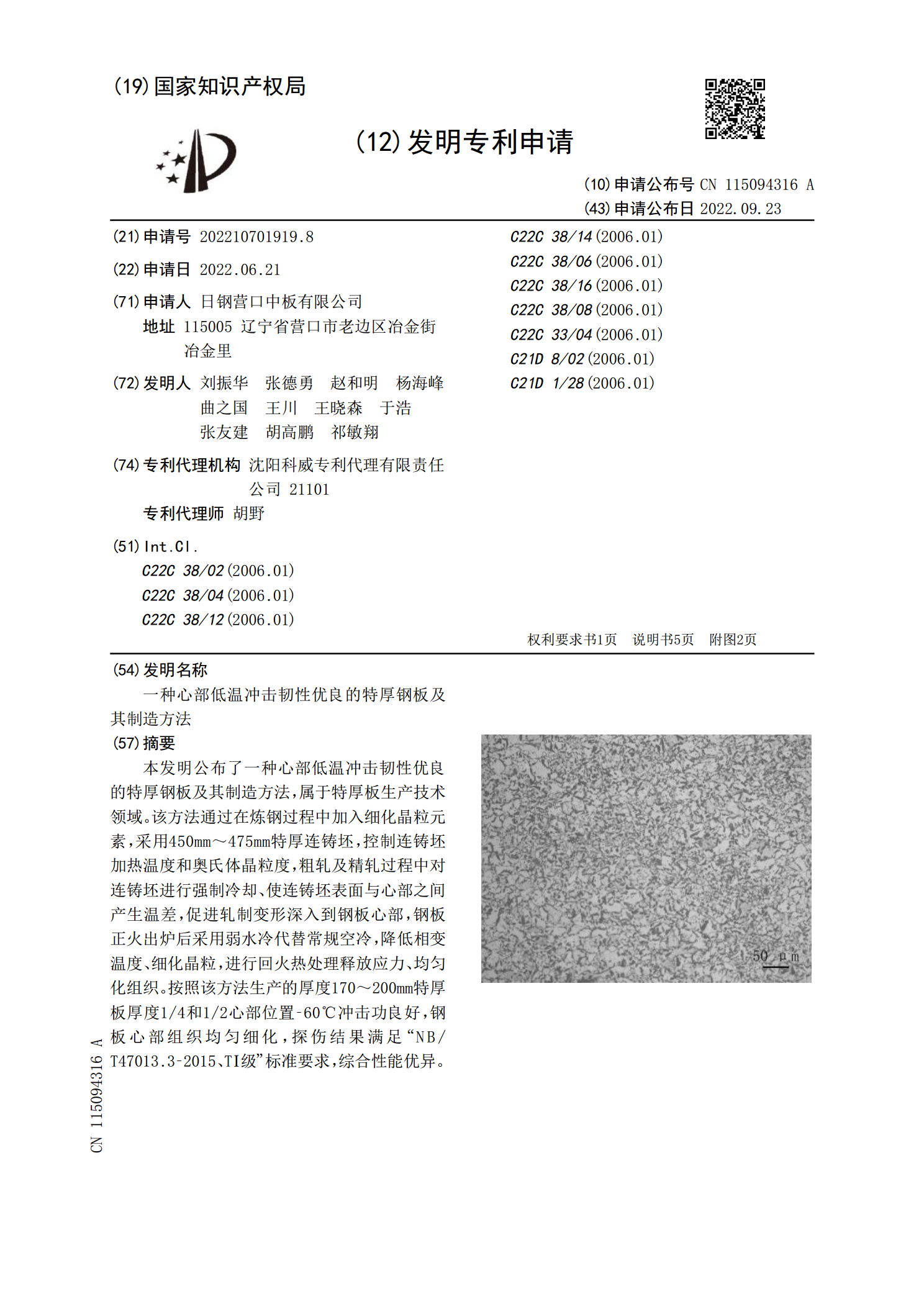
本发明公布了一种心部低温冲击韧性优良的特厚钢板及其制造方法,属于特厚板生产技术领域。该方法通过在炼钢过程中加入细化晶粒元素,采用450mm~475mm特厚连铸坯,控制连铸坯加热温度和奥氏体晶粒度,粗轧及精轧过程中对连铸坯进行强制冷却、使连铸坯表面与心部之间产生温差,促进轧制变形深入到钢板心部,钢板正火出炉后采用弱水冷代替常规空冷,降低相变温度、细化晶粒,进行回火热处理释放应力、均匀化组织。按照该方法生产的厚度170~200mm特厚板厚度1/4和1/2心部位置‑60℃冲击功良好,钢板心部组织均匀细化,探伤结
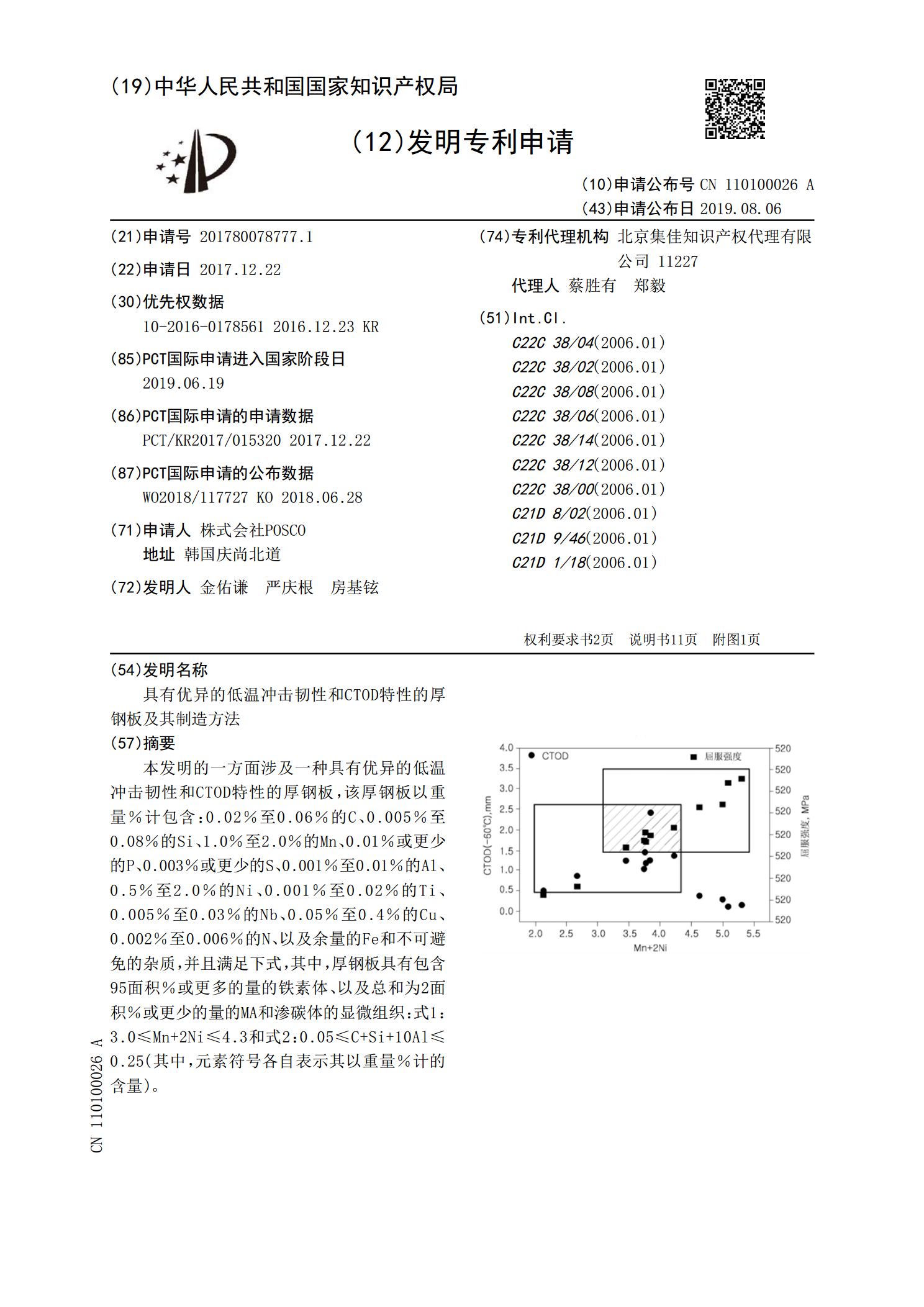
具有优异的低温冲击韧性和CTOD特性的厚钢板及其制造方法.pdf
本发明的一方面涉及一种具有优异的低温冲击韧性和CTOD特性的厚钢板,该厚钢板以重量%计包含:0.02%至0.06%的C、0.005%至0.08%的Si、1.0%至2.0%的Mn、0.01%或更少的P、0.003%或更少的S、0.001%至0.01%的Al、0.5%至2.0%的Ni、0.001%至0.02%的Ti、0.005%至0.03%的Nb、0.05%至0.4%的Cu、0.002%至0.006%的N、以及余量的Fe和不可避免的杂质,并且满足下式,其中,厚钢板具有包含95面积%或更多的量的铁素体、以及总和
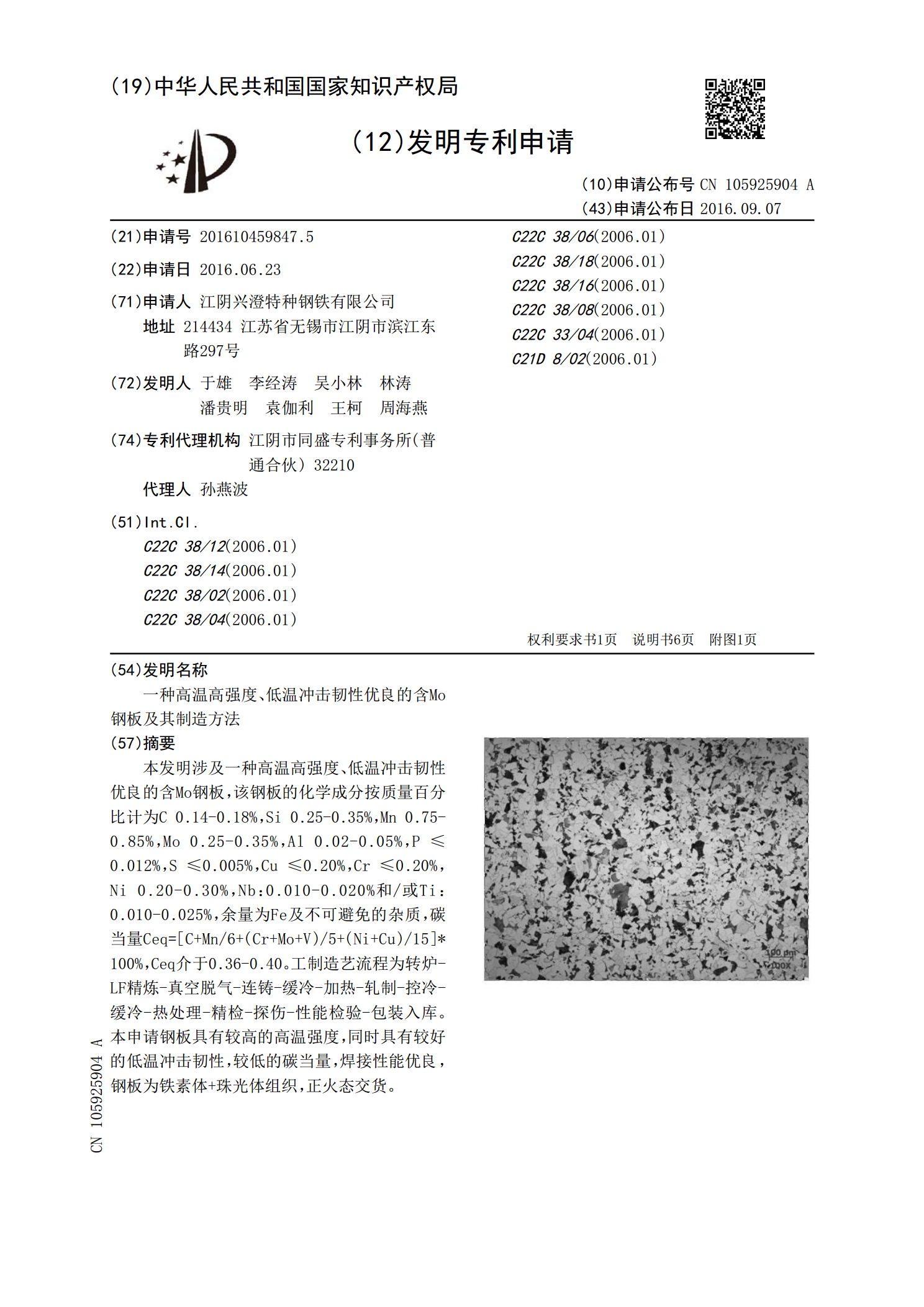
一种高温高强度、低温冲击韧性优良的含Mo钢板及其制造方法.pdf
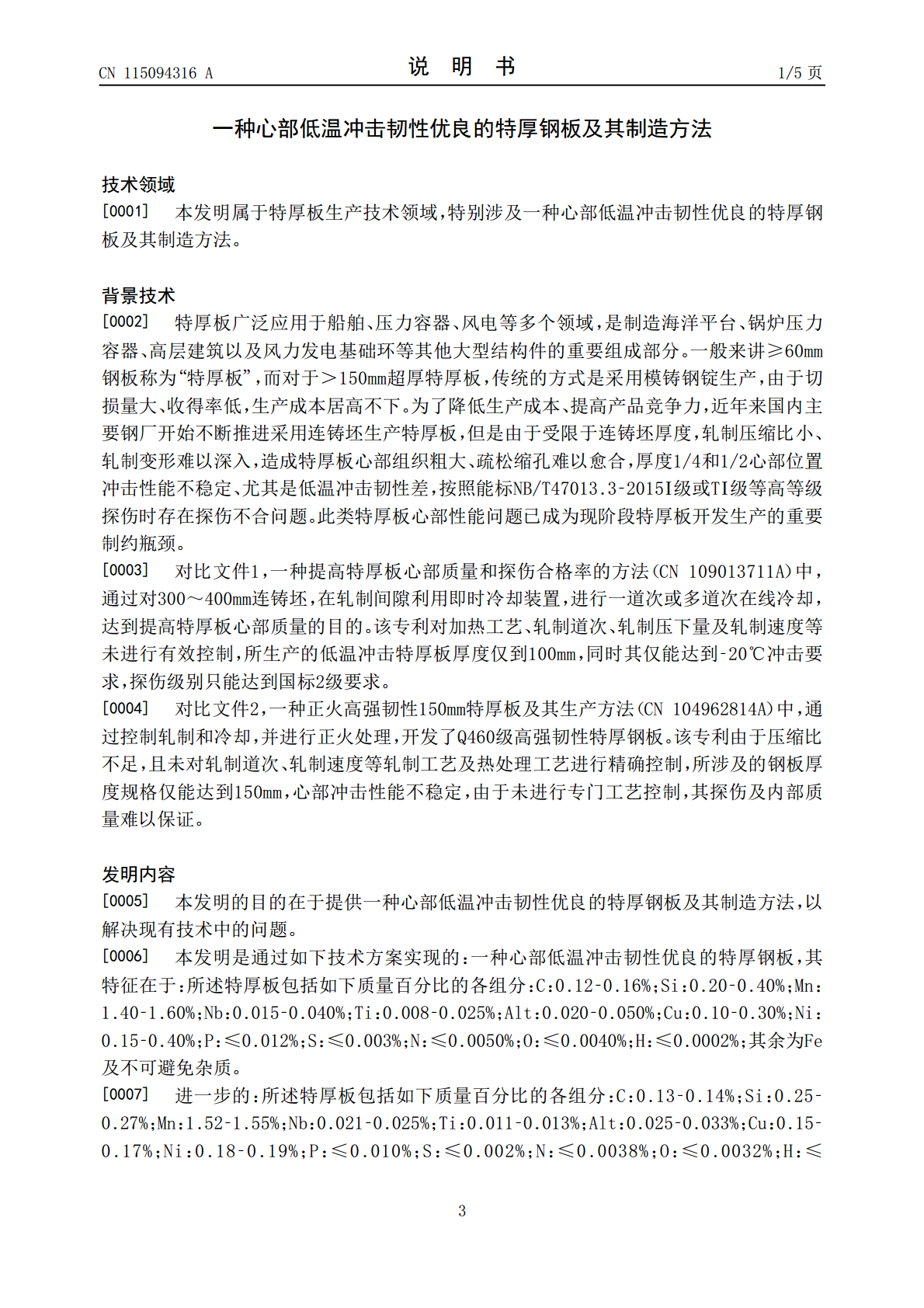
本发明涉及一种高温高强度、低温冲击韧性优良的含Mo钢板,该钢板的化学成分按质量百分比计为C0.14‑0.18%,Si0.25‑0.35%,Mn0.75‑0.85%,Mo0.25‑0.35%,Al0.02‑0.05%,P≤0.012%,S≤0.005%,Cu≤0.20%,Cr≤0.20%,Ni0.20‑0.30%,Nb:0.010‑0.020%和/或Ti:0.010‑0.025%,余量为Fe及不可避免的杂质,碳当量Ceq=[C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15]*1
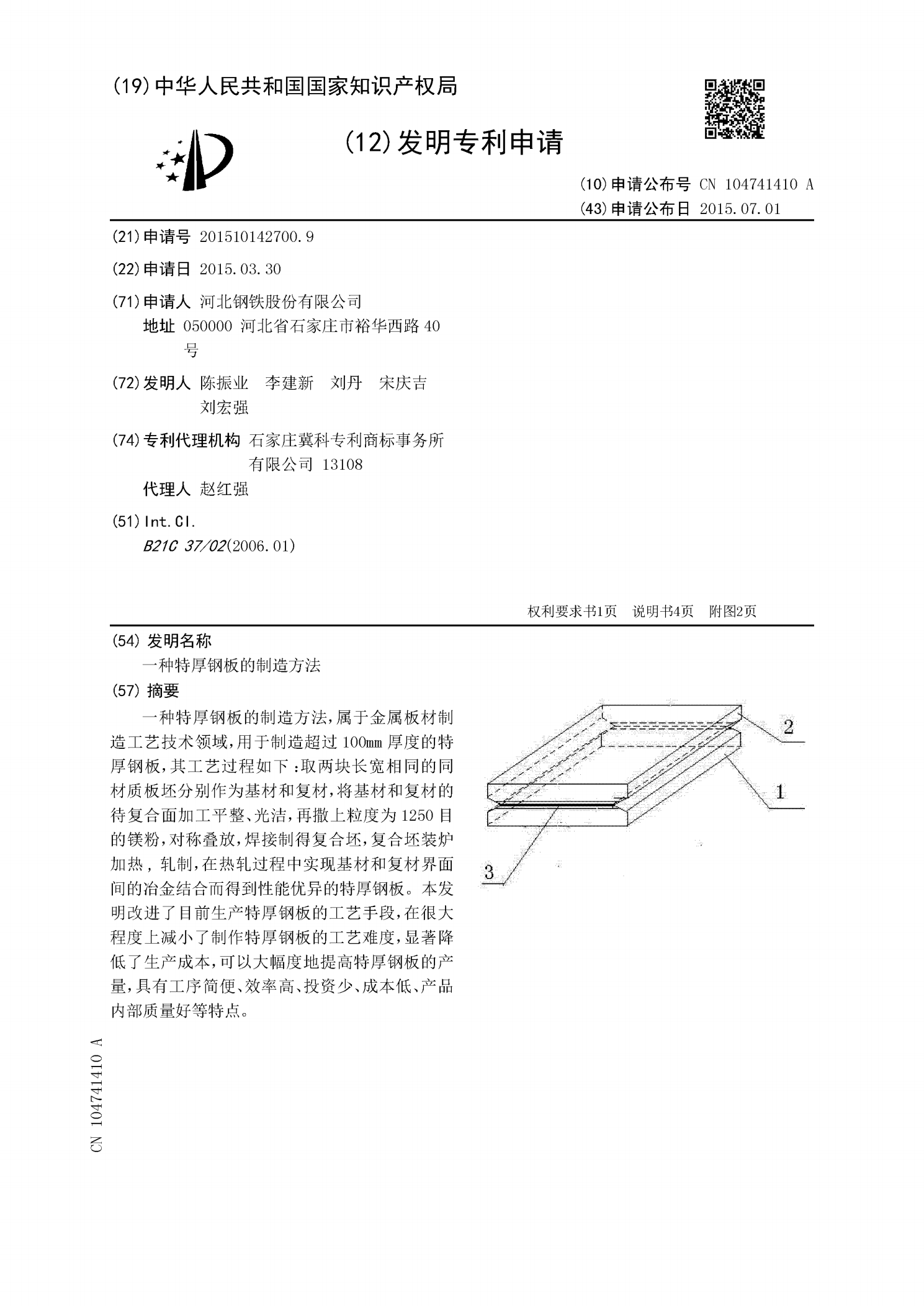
一种特厚钢板的制造方法.pdf
一种特厚钢板的制造方法,属于金属板材制造工艺技术领域,用于制造超过100mm厚度的特厚钢板,其工艺过程如下:取两块长宽相同的同材质板坯分别作为基材和复材,将基材和复材的待复合面加工平整、光洁,再撒上粒度为1250目的镁粉,对称叠放,焊接制得复合坯,复合坯装炉加热,轧制,在热轧过程中实现基材和复材界面间的冶金结合而得到性能优异的特厚钢板。本发明改进了目前生产特厚钢板的工艺手段,在很大程度上减小了制作特厚钢板的工艺难度,显著降低了生产成本,可以大幅度地提高特厚钢板的产量,具有工序简便、效率高、投资少、成本低、
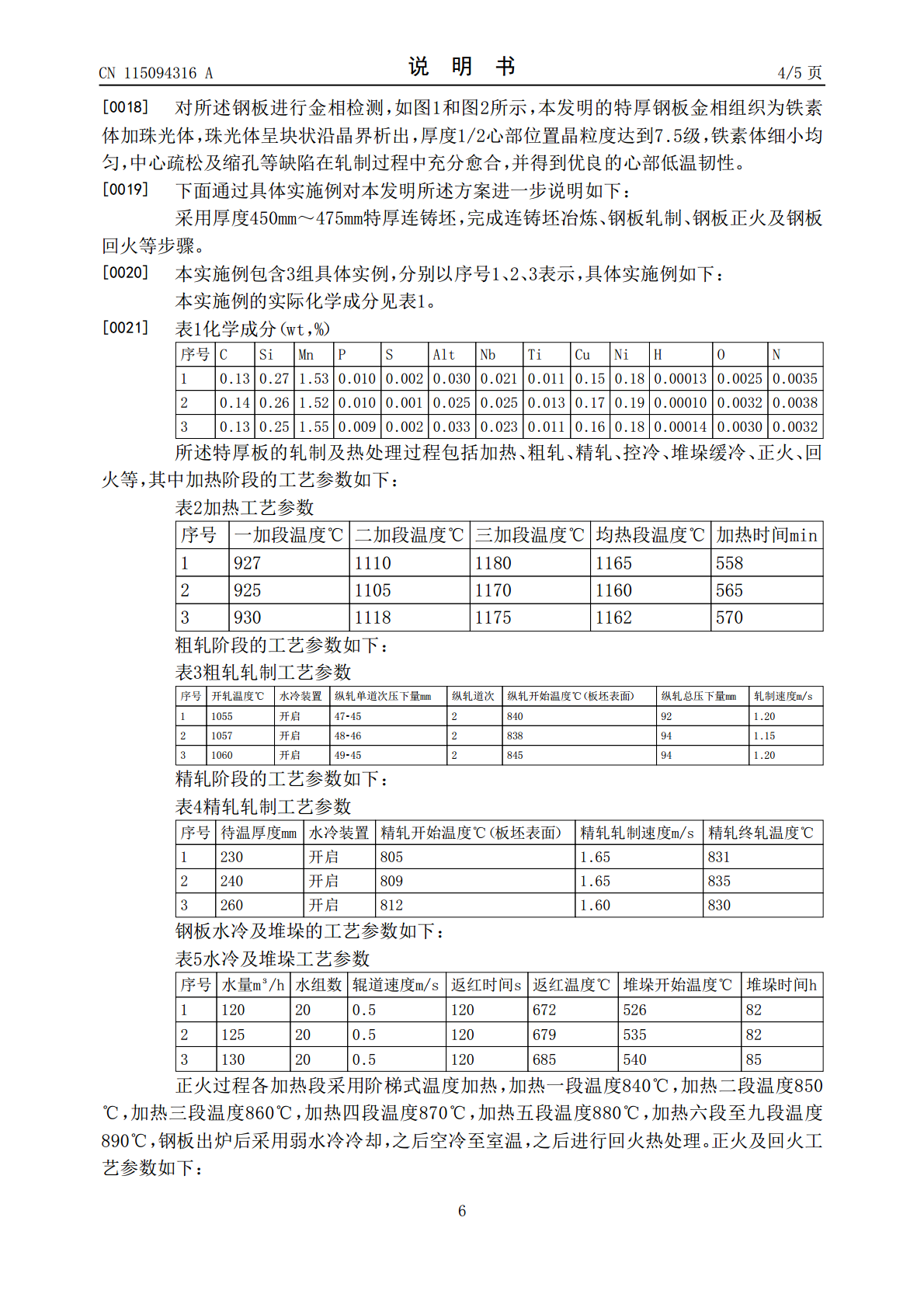
低温下使用的高韧性F级特厚齿条钢板及其制造方法.pdf
本发明涉及一种低温下使用的高韧性F级特厚齿条钢板及其制造方法。所述钢板以Fe为基础元素,且包含C、Si、Mn、P、S、Cr、Mo、Ni、Cu、Al、V、Nb、N、B,余量为Fe及杂质元素;碳当量CEV£0.75。制造方法包括依次进行的电炉冶炼、LF精炼、VD精炼、模铸、钢锭加热、开坯轧制、控制缓冷、钢坯加热、轧制及调质处理等工序。本发明制造的齿条钢板厚度可达180mm,屈服强度在690MPa以上,抗拉强度在790~930MPa的范围,延伸率320%,钢板的Z向性能(断面收缩率)335%,-60°C下的夏比