
一种生产风电齿轮用含硫齿轮钢的方法.pdf

书生****22

1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种生产风电齿轮用含硫齿轮钢的方法.pdf
一种生产风电齿轮用含硫齿轮钢的方法,转炉冶炼终点碳氧积0.0026%及以下,大包渣中FeO含量1.5wt%以下;LF精炼终渣采用高碱度低钙铝比,RH采用高真空大环流操作,钙处理后间隔时间≥8分钟喂入硫线,软吹时间≥10分钟;连铸全程保护浇铸,采用动态轻压下;拉速稳定控制在标准拉速0.6±0.025米/分钟范围内,二冷比水量控制在0.45‑0.50;连铸完成后,对矩形坯进行加热、开坯,轧制成方坯后缓冷;缓冷后的方坯经摊检后4个横面涂覆抗高温防氧化涂料;对方坯入加热炉加热,加热后对方坯表面进行高压水除磷,之后
一种风电用齿轮钢及其制备方法.pdf
本发明公开了一种风电用齿轮钢,其化学成分质量百分比为:C0.12‑0.20%、Mn2.6‑3.8%、Si0.26‑0.35%、Ni0.44‑0.56%、Mo1.4‑2.5%、Cr1.2‑2.0%、Ti0.005‑0.010%、W0.33‑0.46%、Hf0.15‑0.23%、P≤0.030%、S≤0.030%,余量为Fe和不可避免的杂质。本发明的齿轮钢夹杂物级别低,气体含量低,晶粒细小,组织致密,通过降低一定比例的含碳量,提高了齿轮钢的焊接性能,铬和钛等元素的添加,保证了风电齿轮钢的硬度等物理性能,钨和铪
一种含硫齿轮钢的制备方法.pdf
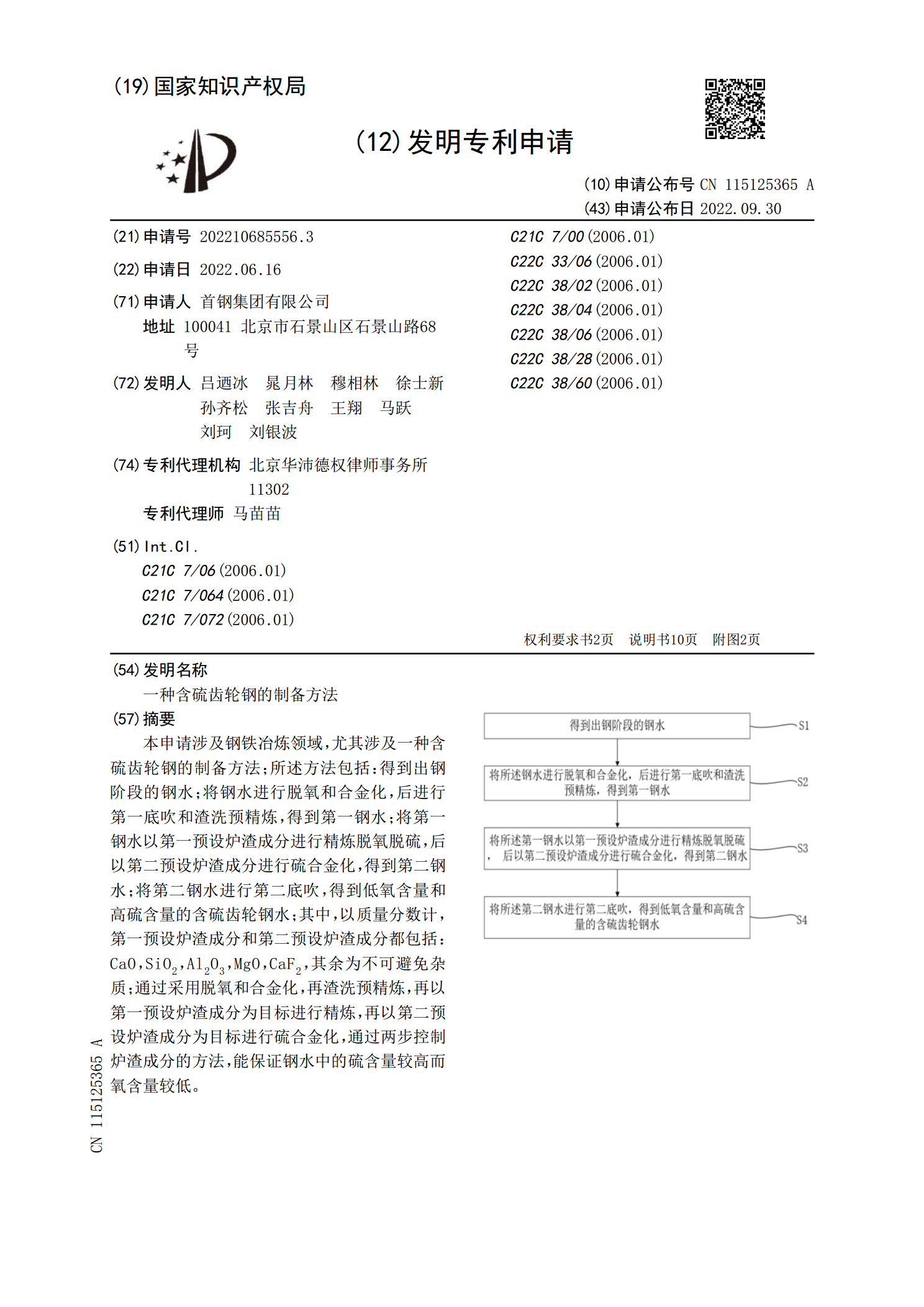
本申请涉及钢铁冶炼领域,尤其涉及一种含硫齿轮钢的制备方法;所述方法包括:得到出钢阶段的钢水;将钢水进行脱氧和合金化,后进行第一底吹和渣洗预精炼,得到第一钢水;将第一钢水以第一预设炉渣成分进行精炼脱氧脱硫,后以第二预设炉渣成分进行硫合金化,得到第二钢水;将第二钢水进行第二底吹,得到低氧含量和高硫含量的含硫齿轮钢水;其中,以质量分数计,第一预设炉渣成分和第二预设炉渣成分都包括:CaO,SiO
一种含氮风电齿轮钢及其增氮方法.pdf
本发明涉及一种含氮风电齿轮钢及其增氮方法,齿轮钢的成分按质量百分数计为C0.36?0.49%,Mn0.95?1.65%,Si0.15?0.32%,Cr0.65?0.92%,Ni0.3?0.65%,V0.05?0.1%,P≤0.015%,S≤0.01%,Cu≤0.08%,Al≤0.08%,Ti≤0.05%、Nb≤0.03%,N0.008?0.012%,余量为铁和不可避免的杂质;增氮方法包括钢水冶炼、LF精炼、VD精炼和连铸工序,提高出钢洁净性,均匀钢水成分、温度和降低炉渣氧化性;出钢增氮效果好,优化合金和低

一种风电中间轴齿轮渗碳用钢及其制备方法.pdf
本发明涉及冶金技术领域,具体涉及一种风电中间轴齿轮渗碳用钢及其制备方法。本发明的风电中间轴齿轮渗碳用钢,其化学成分按重量百分比计为:C:0.15%~0.21%,Si:0.17%~0.37%,Mn:0.50%~0.70%,P≤0.025%,S≤0.025%,Cr:1.50%~1.80%,Ni:1.40%~1.70%,Mo:0.25%~0.35%,Al:0.015%~0.050%,H:≤1.5×10