
一种室温高塑性锌合金制备方法.pdf

景福****90

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种室温高塑性锌合金制备方法.pdf
一种室温高塑性锌合金制备方法,涉及一种锌合金制备方法,所述方法按以下步骤进行:首先按照锌合金各成分的重量百分比进行配料,利用电阻炉加热熔炼,并将锌合金熔体浇注到水冷铁模中;随后将锌合金铸造坯料进行热处理并车削成圆盘状;最后对圆盘状的锌合金进行高压扭转;本发明利用高压扭转成功制备一种新型室温高塑性锌合金;与常规工艺制备的锌合金方法相比,采用高压扭转制备的锌合金制备工艺简单,有利于降低成本,节约能源,且可以获得亚微米级晶粒尺寸的微观组织,显示高的室温塑性,扩宽了锌合金的应用范围。
一种室温高塑性镁-锡-钇-锆合金及其制备方法.pdf
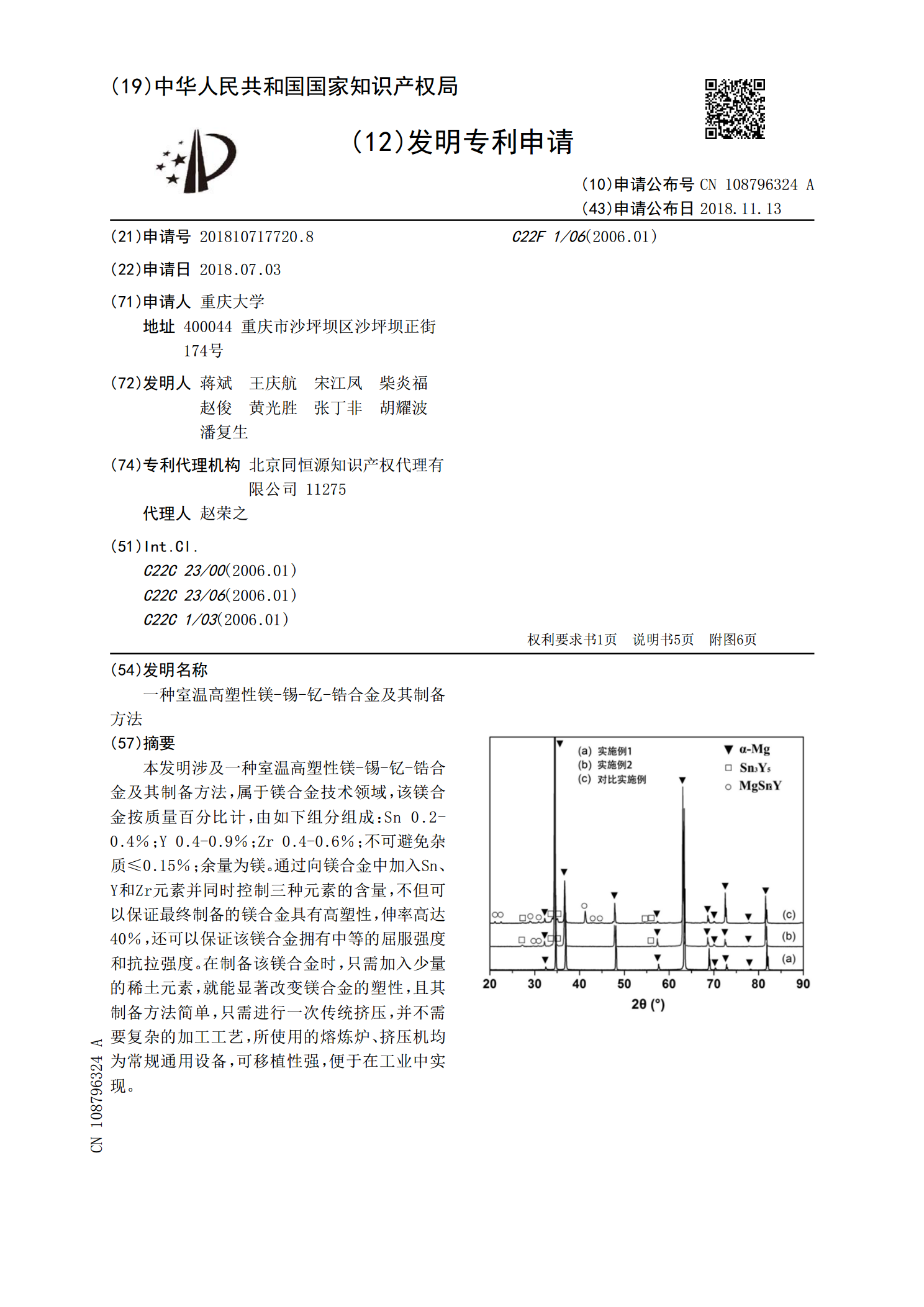
本发明涉及一种室温高塑性镁‑锡‑钇‑锆合金及其制备方法,属于镁合金技术领域,该镁合金按质量百分比计,由如下组分组成:Sn0.2‑0.4%;Y0.4‑0.9%;Zr0.4‑0.6%;不可避免杂质≤0.15%;余量为镁。通过向镁合金中加入Sn、Y和Zr元素并同时控制三种元素的含量,不但可以保证最终制备的镁合金具有高塑性,伸率高达40%,还可以保证该镁合金拥有中等的屈服强度和抗拉强度。在制备该镁合金时,只需加入少量的稀土元素,就能显著改变镁合金的塑性,且其制备方法简单,只需进行一次传统挤压,并不需要复杂的
一种低成本高室温塑性变形镁合金及其制备方法.pdf
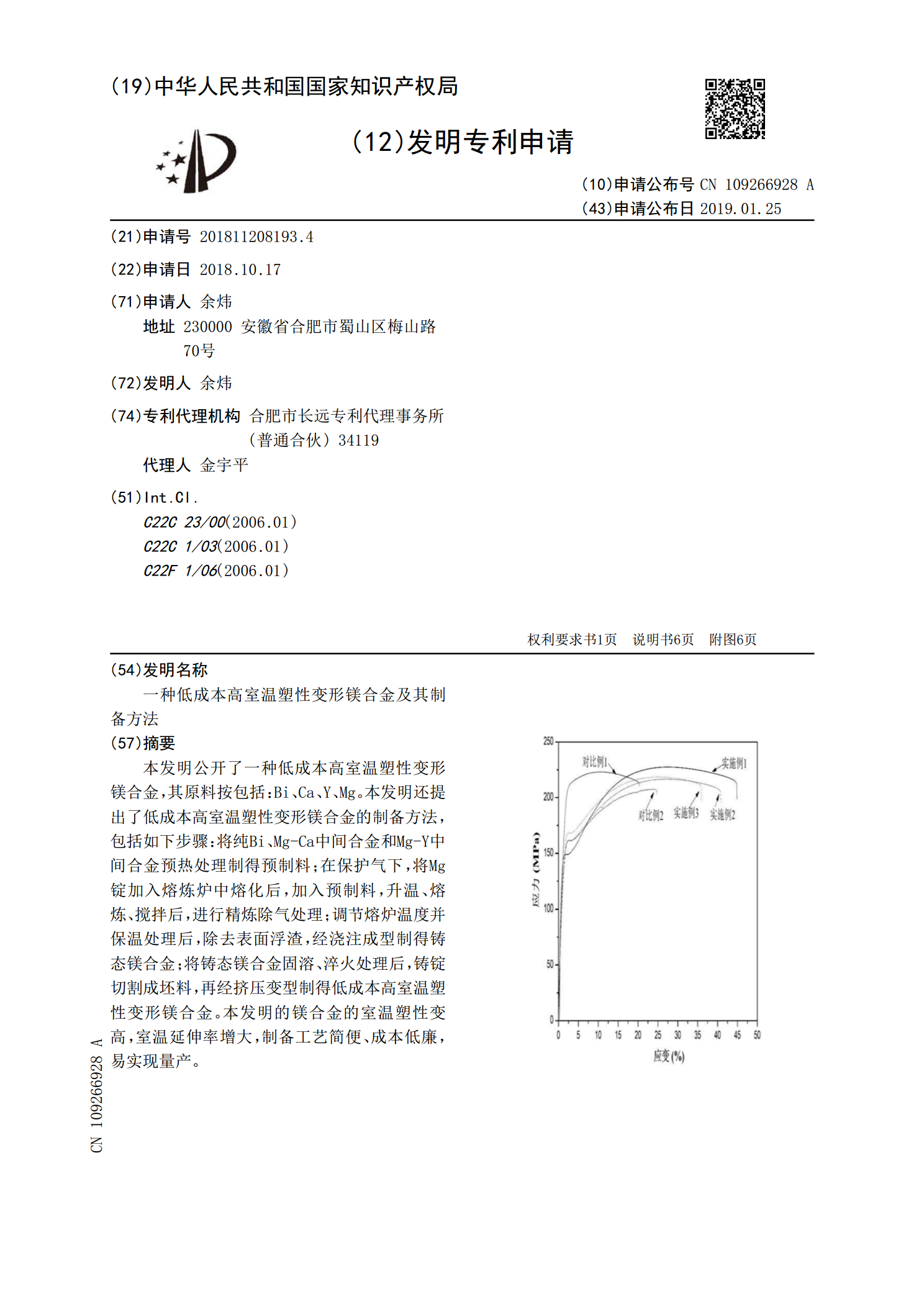
本发明公开了一种低成本高室温塑性变形镁合金,其原料按包括:Bi、Ca、Y、Mg。本发明还提出了低成本高室温塑性变形镁合金的制备方法,包括如下步骤:将纯Bi、Mg‑Ca中间合金和Mg‑Y中间合金预热处理制得预制料;在保护气下,将Mg锭加入熔炼炉中熔化后,加入预制料,升温、熔炼、搅拌后,进行精炼除气处理;调节熔炉温度并保温处理后,除去表面浮渣,经浇注成型制得铸态镁合金;将铸态镁合金固溶、淬火处理后,铸锭切割成坯料,再经挤压变型制得低成本高室温塑性变形镁合金。本发明的镁合金的室温塑性变高,室温延伸率增大,制备工
一种提升难熔高熵合金的室温塑性的方法.pdf
本发明公开了一种提升难熔高熵合金的室温塑性的方法,涉及金属材料及其制备领域。具体方案为:1)取熔炼合金所需的各组分材料,净化;2)步骤1)得到的材料置于非自耗真空电弧炉中,抽真空后通入氢气和氩气;3)熔炼,得到室温塑性合金材料。本发明中液态置氢后的合金的室温压缩塑性显著提高,并且合金的屈服强度却没有降低,显微组织得到细化。本发明的方法解决了难熔高熵合金室温塑性差、冷变形能力差的问题的问题,改善了合金的冷态塑性变形极限,实现了难熔高熵合金的强韧化,将为该类合金的工程化应用起到了重要的推动作用。
一种具备超塑性的医用锌合金棒材制备方法.pdf
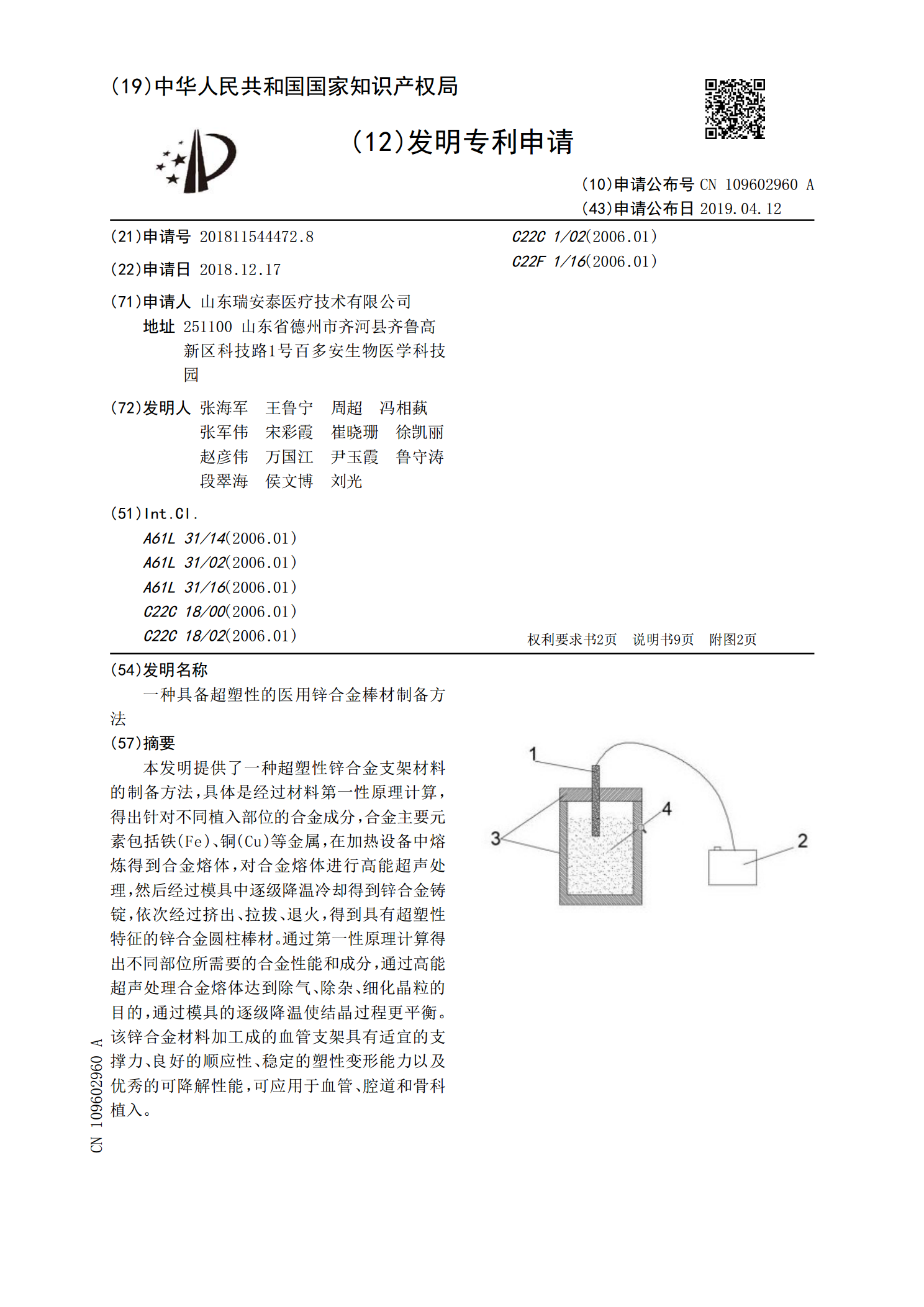
本发明提供了一种超塑性锌合金支架材料的制备方法,具体是经过材料第一性原理计算,得出针对不同植入部位的合金成分,合金主要元素包括铁(Fe)、铜(Cu)等金属,在加热设备中熔炼得到合金熔体,对合金熔体进行高能超声处理,然后经过模具中逐级降温冷却得到锌合金铸锭,依次经过挤出、拉拔、退火,得到具有超塑性特征的锌合金圆柱棒材。通过第一性原理计算得出不同部位所需要的合金性能和成分,通过高能超声处理合金熔体达到除气、除杂、细化晶粒的目的,通过模具的逐级降温使结晶过程更平衡。该锌合金材料加工成的血管支架具有适宜的支撑力、