
一种镍基高温合金实心棒坯的二辊斜轧穿孔方法.pdf

志玉****爱啊


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基高温合金实心棒坯的二辊斜轧穿孔方法.pdf
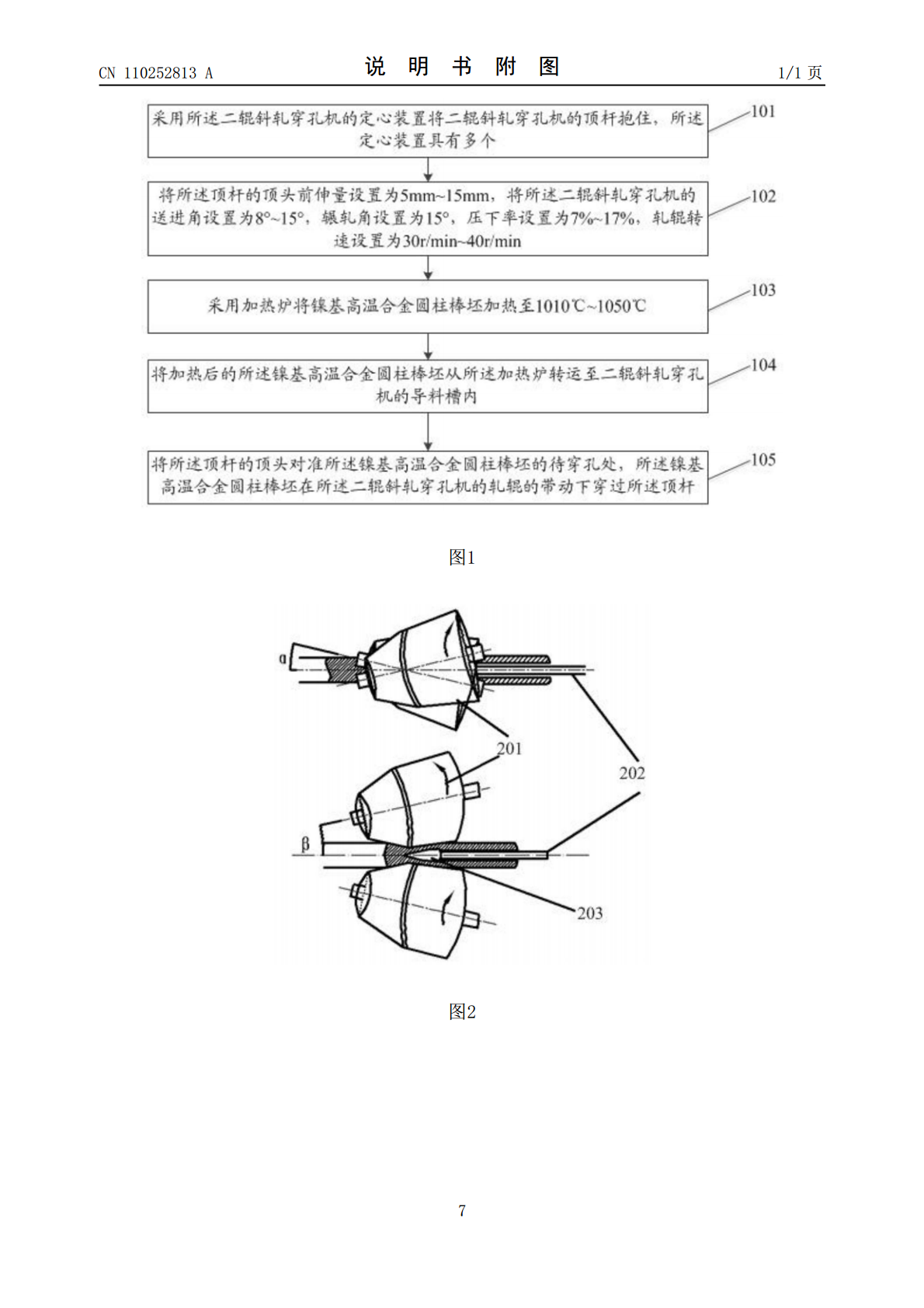
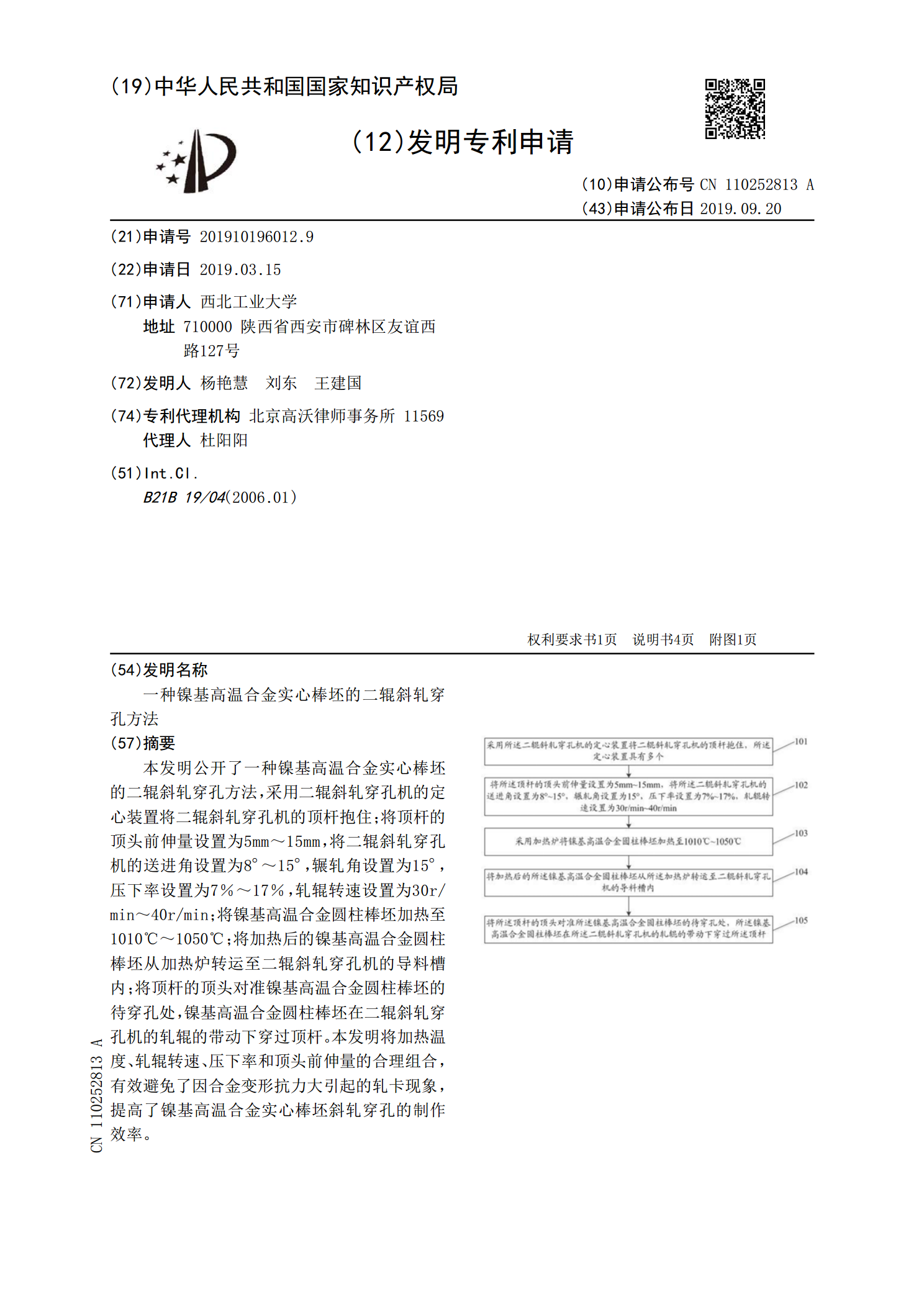
本发明公开了一种镍基高温合金实心棒坯的二辊斜轧穿孔方法,采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住;将顶杆的顶头前伸量设置为5mm~15mm,将二辊斜轧穿孔机的送进角设置为8°~15°,辗轧角设置为15°,压下率设置为7%~17%,轧辊转速设置为30r/min~40r/min;将镍基高温合金圆柱棒坯加热至1010℃~1050℃;将加热后的镍基高温合金圆柱棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;将顶杆的顶头对准镍基高温合金圆柱棒坯的待穿孔处,镍基高温合金圆柱棒坯在二辊斜轧穿孔机的轧辊的带动下
一种钛合金实心棒坯的二辊斜轧穿孔方法.pdf
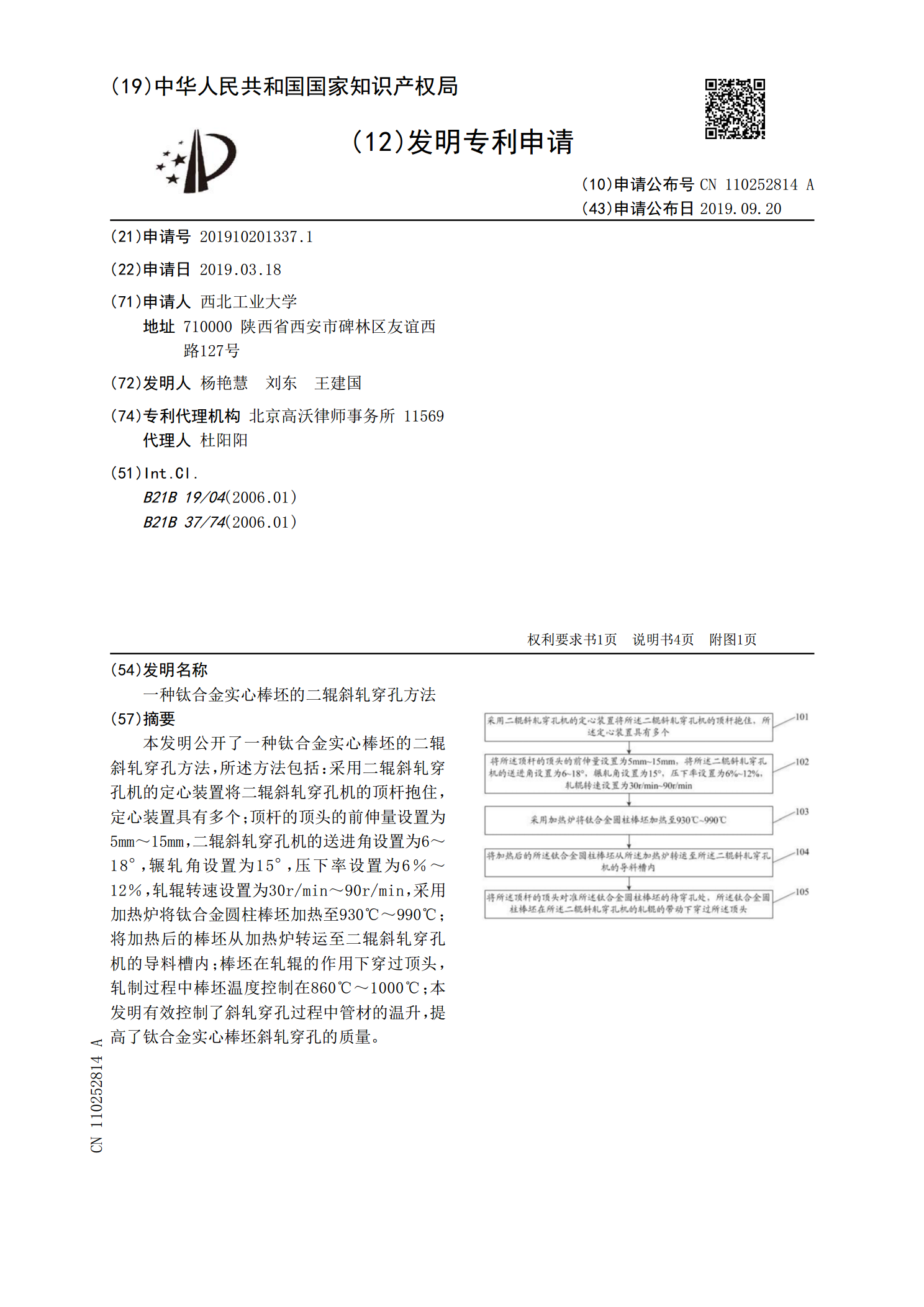
本发明公开了一种钛合金实心棒坯的二辊斜轧穿孔方法,所述方法包括:采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住,定心装置具有多个;顶杆的顶头的前伸量设置为5mm~15mm,二辊斜轧穿孔机的送进角设置为6~18°,辗轧角设置为15°,压下率设置为6%~12%,轧辊转速设置为30r/min~90r/min,采用加热炉将钛合金圆柱棒坯加热至930℃~990℃;将加热后的棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;棒坯在轧辊的作用下穿过顶头,轧制过程中棒坯温度控制在860℃~1000℃;本发明有效控制了斜
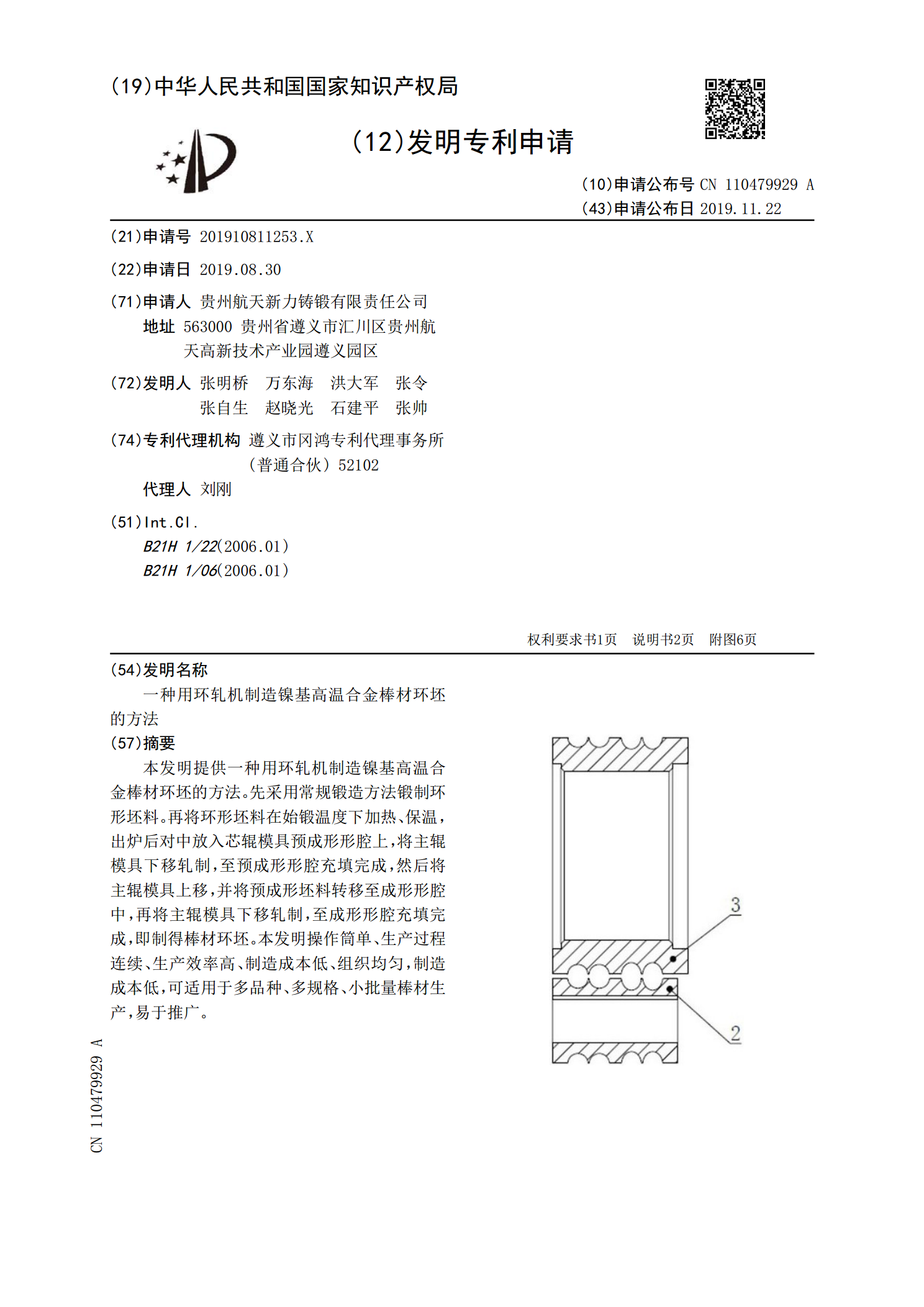
一种用环轧机制造镍基高温合金棒材环坯的方法.pdf
本发明提供一种用环轧机制造镍基高温合金棒材环坯的方法。先采用常规锻造方法锻制环形坯料。再将环形坯料在始锻温度下加热、保温,出炉后对中放入芯辊模具预成形形腔上,将主辊模具下移轧制,至预成形形腔充填完成,然后将主辊模具上移,并将预成形坯料转移至成形形腔中,再将主辊模具下移轧制,至成形形腔充填完成,即制得棒材环坯。本发明操作筒单、生产过程连续、生产效率高、制造成本低、组织均匀,制造成本低,可适用于多品种、多规格、小批量棒材生产,易于推广。
一种镍基高温合金电极棒的制备方法.pdf
本发明公开了一种镍基高温合金电极棒的制备方法,包括:步骤1、将镍基高温合金原材,铸造成母合金棒;步骤2、将步骤1中得到的母合金棒在热等静压炉中,进行热等静压;步骤3、将步骤2中热等静压后的母合金棒置入真空或氩气保护热处理炉中进行热处理;步骤4、将步骤3中热处理后的母合金棒进行粗车,制备成半成品电极棒;步骤5、将步骤4中粗车后的半成品电极棒进行精车,得到合格的成品电极棒。采用热等静压处理母合金棒材,使母合金中的裂纹和小气孔缺陷消失,提高了合金致密度,避免了电极棒再高速旋转过程中裂纹扩展断裂或质量不均匀导致电
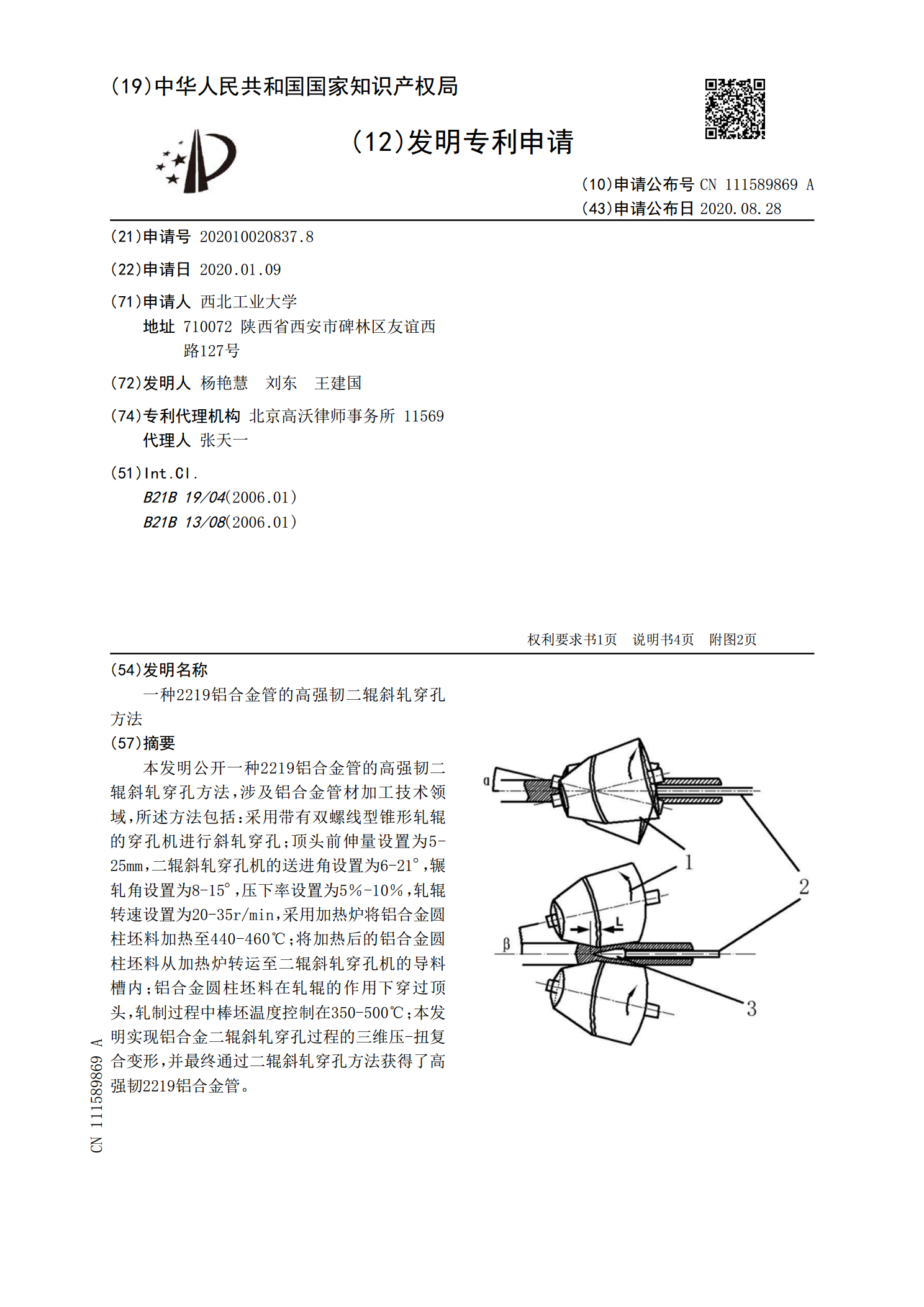
一种2219铝合金管的高强韧二辊斜轧穿孔方法.pdf
本发明公开一种2219铝合金管的高强韧二辊斜轧穿孔方法,涉及铝合金管材加工技术领域,所述方法包括:采用带有双螺线型锥形轧辊的穿孔机进行斜轧穿孔;顶头前伸量设置为5‑25mm,二辊斜轧穿孔机的送进角设置为6‑21°,辗轧角设置为8‑15°,压下率设置为5%‑10%,轧辊转速设置为20‑35r/min,采用加热炉将铝合金圆柱坯料加热至440‑460℃;将加热后的铝合金圆柱坯料从加热炉转运至二辊斜轧穿孔机的导料槽内;铝合金圆柱坯料在轧辊的作用下穿过顶头,轧制过程中棒坯温度控制在350‑500℃;本发明实现铝合金