
一种2219铝合金管的高强韧二辊斜轧穿孔方法.pdf

努力****振宇

1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种2219铝合金管的高强韧二辊斜轧穿孔方法.pdf
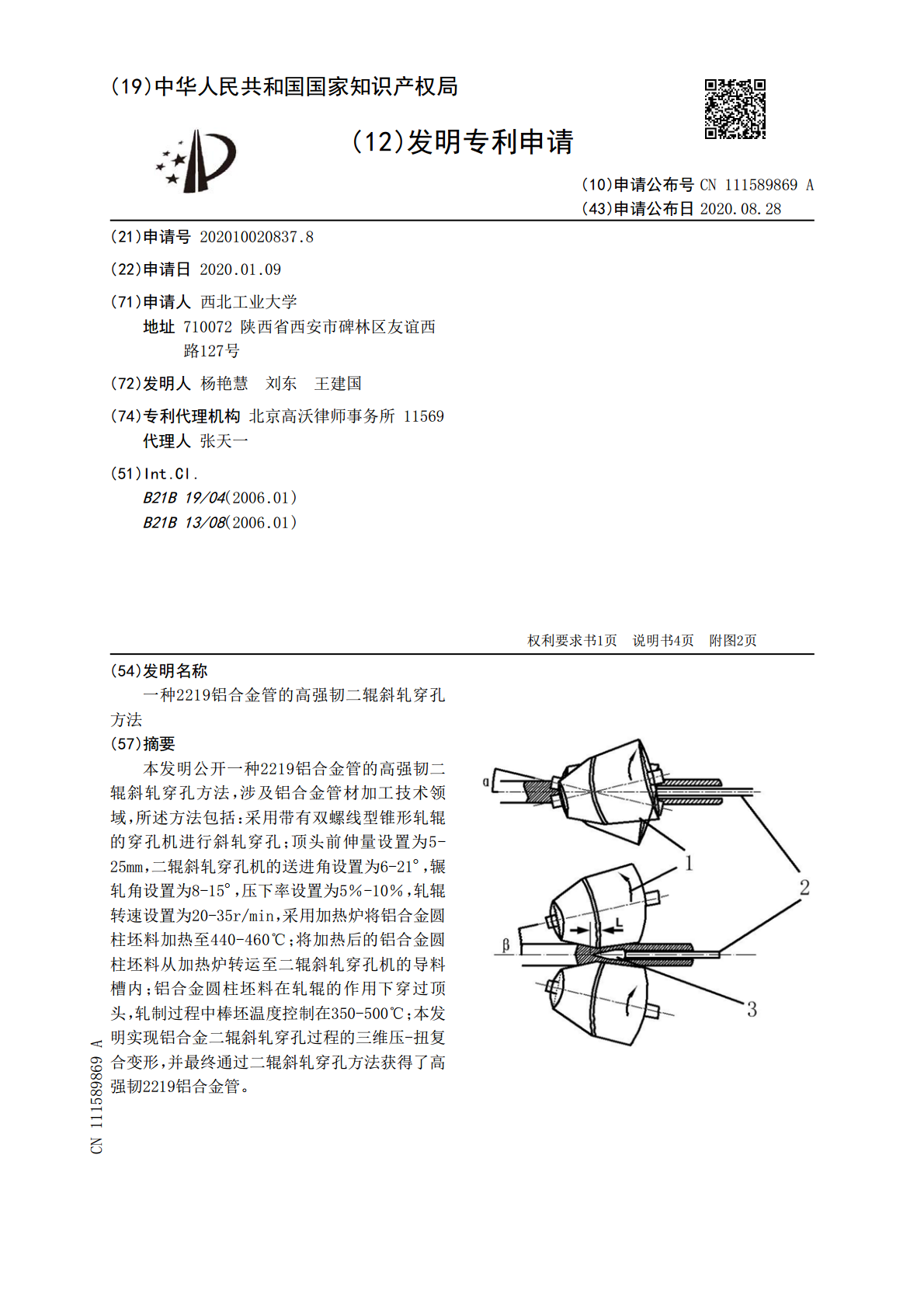
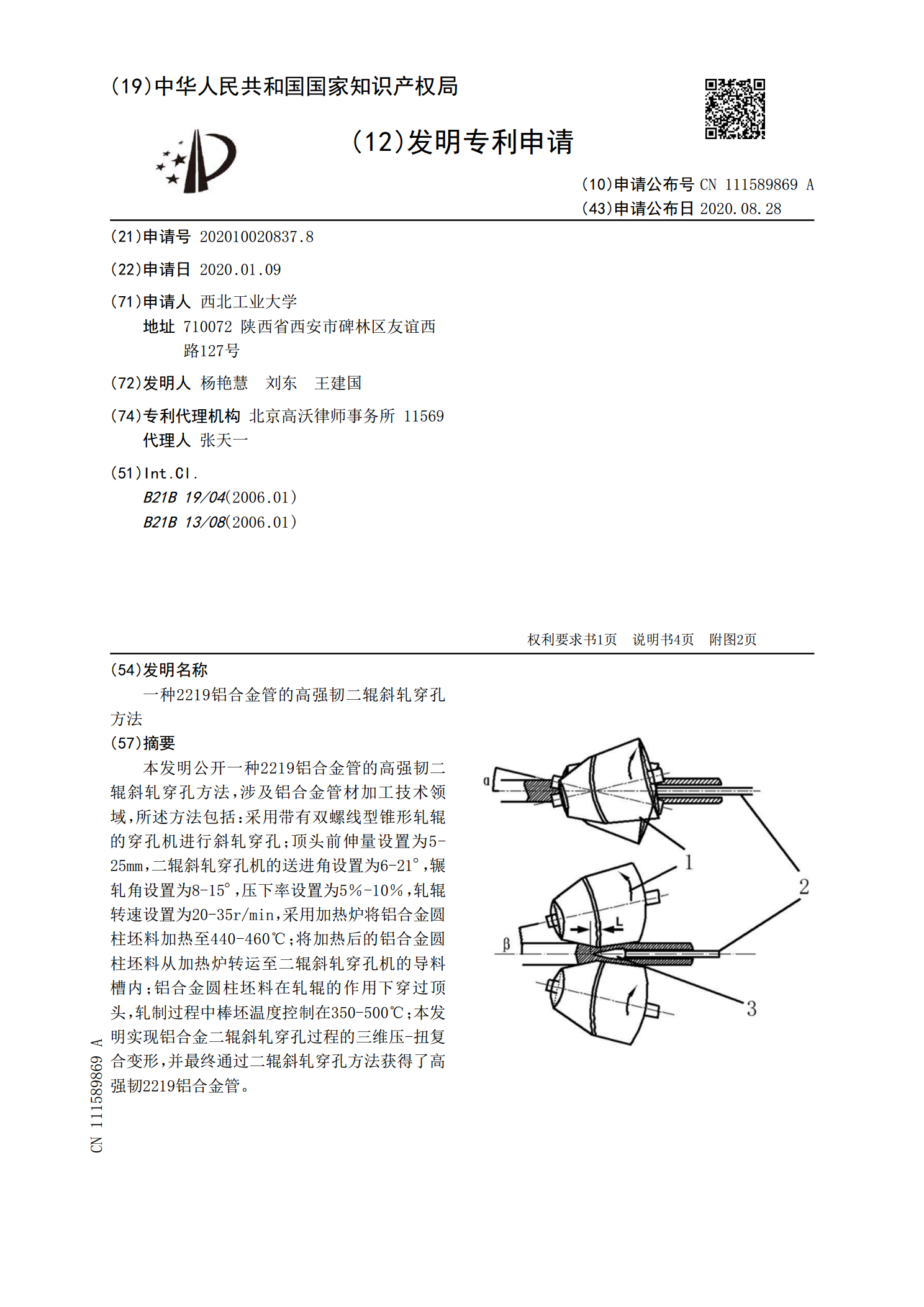
本发明公开一种2219铝合金管的高强韧二辊斜轧穿孔方法,涉及铝合金管材加工技术领域,所述方法包括:采用带有双螺线型锥形轧辊的穿孔机进行斜轧穿孔;顶头前伸量设置为5‑25mm,二辊斜轧穿孔机的送进角设置为6‑21°,辗轧角设置为8‑15°,压下率设置为5%‑10%,轧辊转速设置为20‑35r/min,采用加热炉将铝合金圆柱坯料加热至440‑460℃;将加热后的铝合金圆柱坯料从加热炉转运至二辊斜轧穿孔机的导料槽内;铝合金圆柱坯料在轧辊的作用下穿过顶头,轧制过程中棒坯温度控制在350‑500℃;本发明实现铝合金

三辊斜轧穿孔——铝及铝合金管材工艺的研究.docx
三辊斜轧穿孔——铝及铝合金管材工艺的研究随着制造业的发展,对于高品质、高性能的材料需求不断提高。铝及铝合金作为重要的金属材料,已经在工业领域中得到了广泛的应用,如汽车制造、建筑、航空航天等领域。为了提高铝及铝合金管材的生产效率和质量,需要研究并完善相应的工艺,其中三辊斜轧穿孔是一种重要的工艺方法。一、三辊斜轧穿孔的工艺原理三辊斜轧穿孔是在轧制过程中穿孔而形成的。该技术主要通过三辊轮在斜向的轧制方式下进行穿孔,并且通过三辊辊向的移动来控制厚度和直径的变化。当铝及铝合金管材在穿孔过程中遭遇到较大的挤压和拉伸作

三辊斜轧穿孔铝及铝合金管材工艺研究.docx
三辊斜轧穿孔铝及铝合金管材工艺研究随着现代工业的不断发展,铝及铝合金管材作为一种常见的工业原材料而得到广泛应用。其中,三辊斜轧穿孔技术在铝及铝合金管材加工中扮演着重要的角色,其能够实现高效率的加工效果,大幅提高管材的质量以及生产效率,深受加工厂家的青睐,本文主要研究三辊斜轧穿孔铝及铝合金管材的工艺过程,以期进一步提高加工质量和效率。一、三辊斜轧穿孔管材工艺的原理三辊斜轧穿孔技术是一种通过利用三辊斜轧机渐进轧制管材,使其在内径上发生变形,最终实现穿孔效果的一种加工技术。该技术主要是利用压力和摩擦力的作用,通
一种钛合金实心棒坯的二辊斜轧穿孔方法.pdf
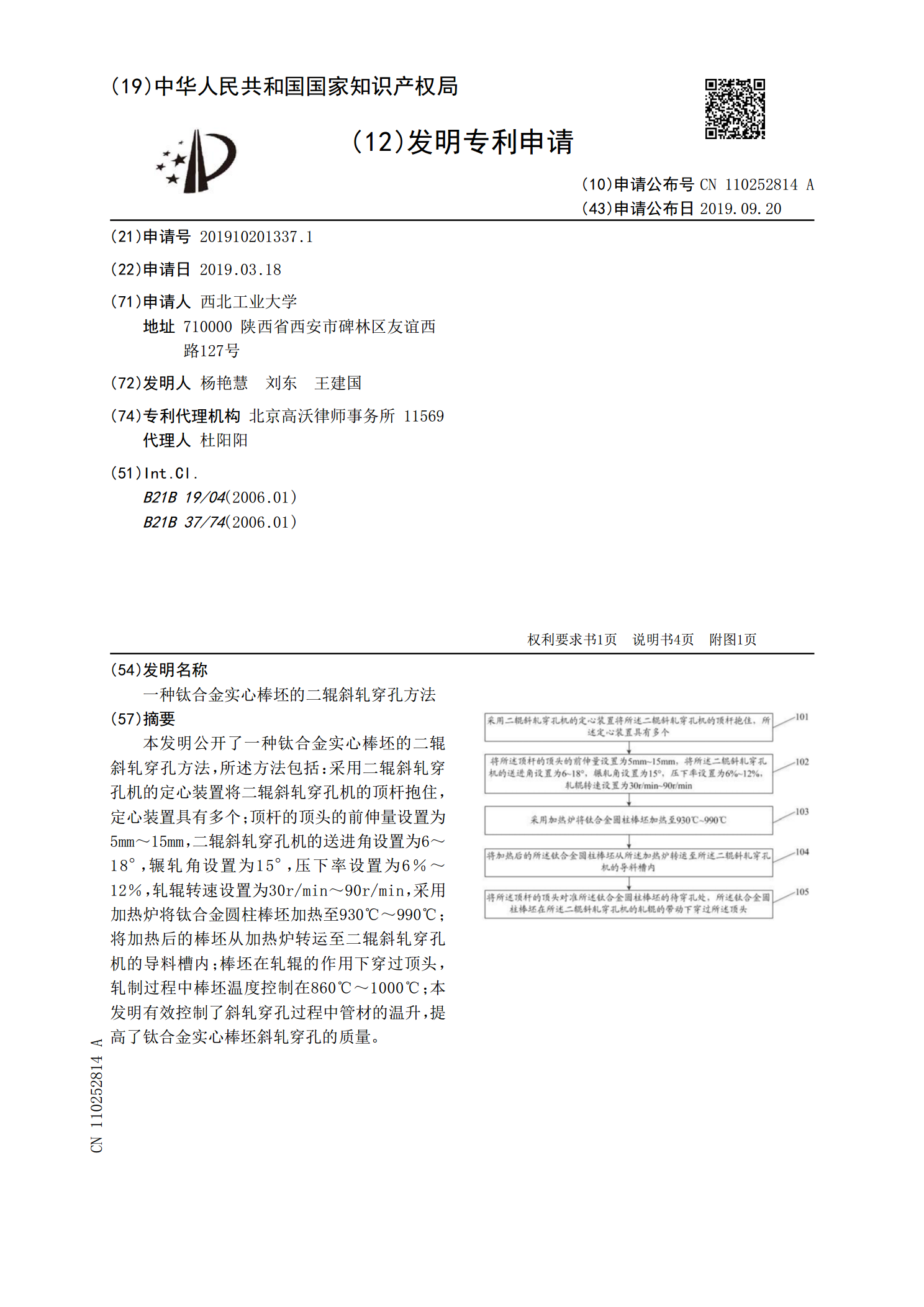
本发明公开了一种钛合金实心棒坯的二辊斜轧穿孔方法,所述方法包括:采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住,定心装置具有多个;顶杆的顶头的前伸量设置为5mm~15mm,二辊斜轧穿孔机的送进角设置为6~18°,辗轧角设置为15°,压下率设置为6%~12%,轧辊转速设置为30r/min~90r/min,采用加热炉将钛合金圆柱棒坯加热至930℃~990℃;将加热后的棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;棒坯在轧辊的作用下穿过顶头,轧制过程中棒坯温度控制在860℃~1000℃;本发明有效控制了斜
一种镍基高温合金实心棒坯的二辊斜轧穿孔方法.pdf
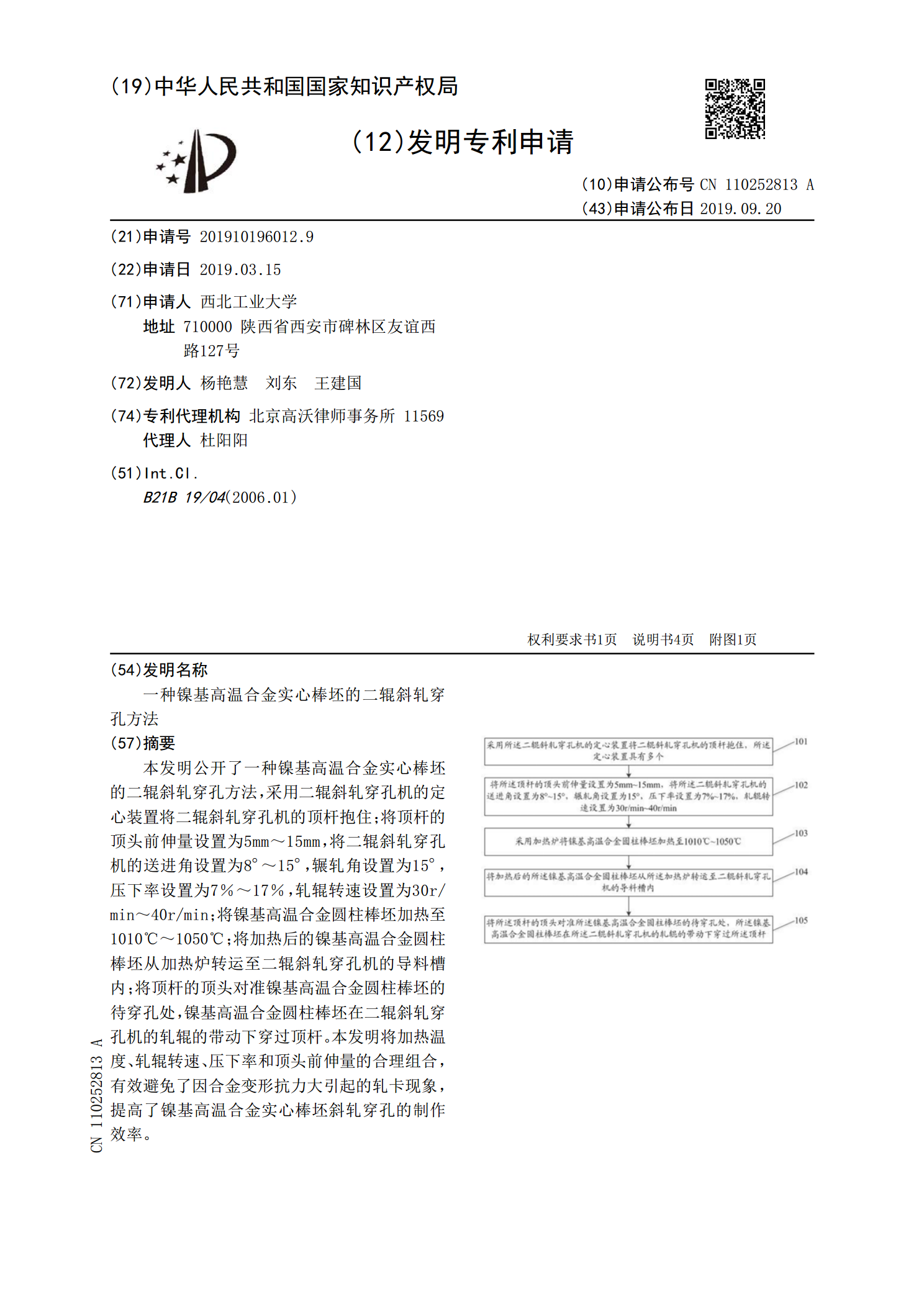
本发明公开了一种镍基高温合金实心棒坯的二辊斜轧穿孔方法,采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住;将顶杆的顶头前伸量设置为5mm~15mm,将二辊斜轧穿孔机的送进角设置为8°~15°,辗轧角设置为15°,压下率设置为7%~17%,轧辊转速设置为30r/min~40r/min;将镍基高温合金圆柱棒坯加热至1010℃~1050℃;将加热后的镍基高温合金圆柱棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;将顶杆的顶头对准镍基高温合金圆柱棒坯的待穿孔处,镍基高温合金圆柱棒坯在二辊斜轧穿孔机的轧辊的带动下