
一种用环轧机制造镍基高温合金棒材环坯的方法.pdf

一吃****天材

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用环轧机制造镍基高温合金棒材环坯的方法.pdf
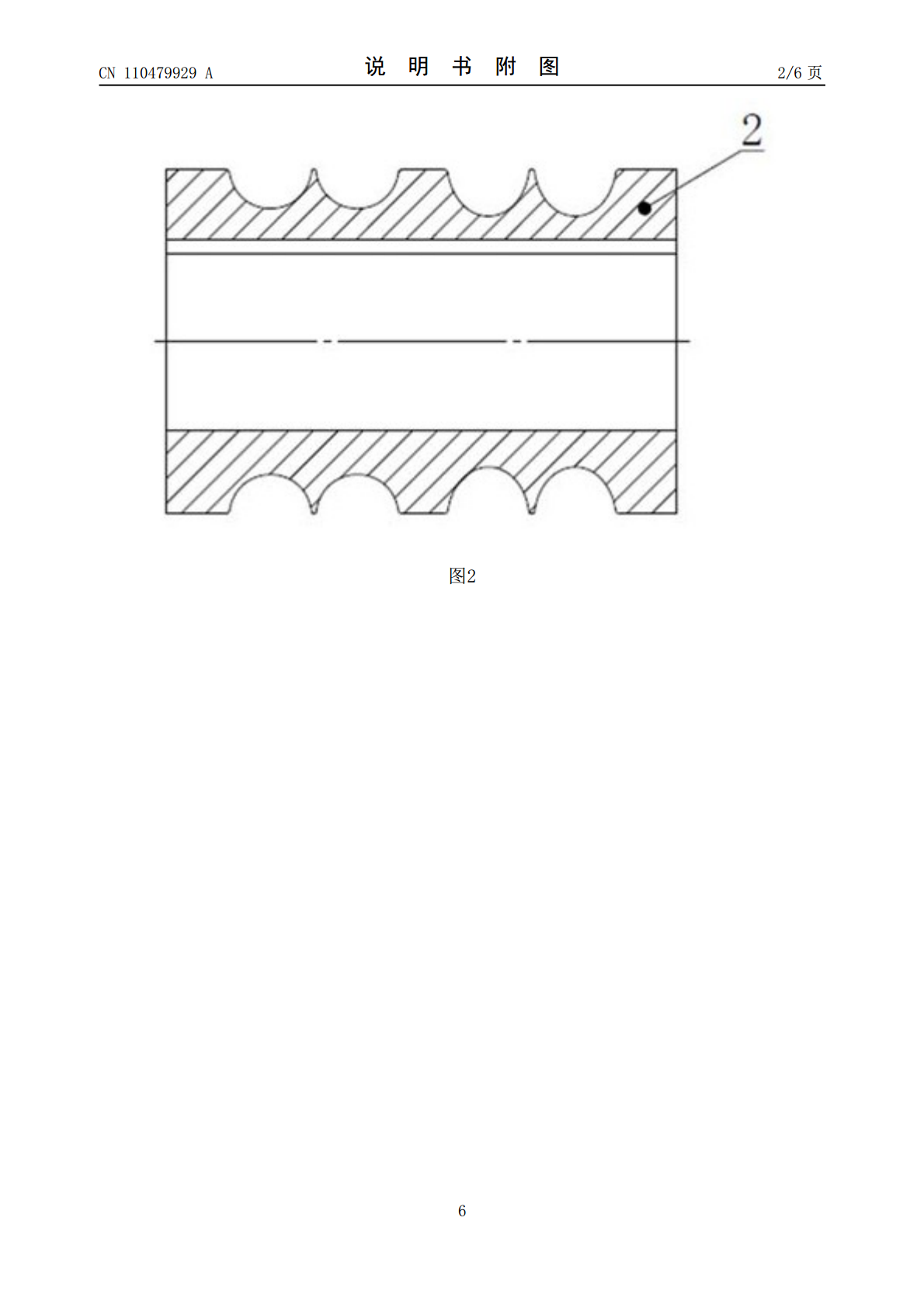
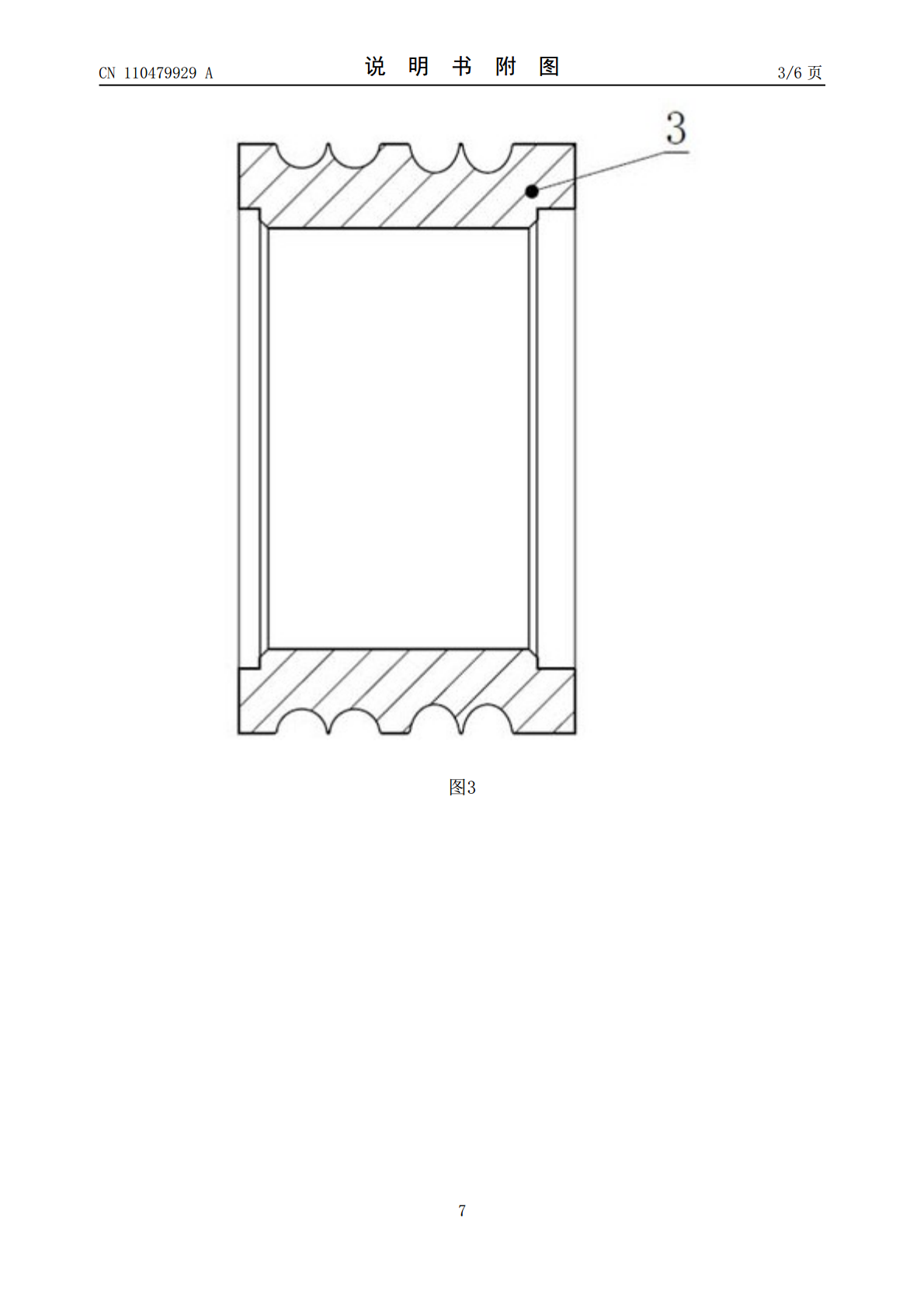
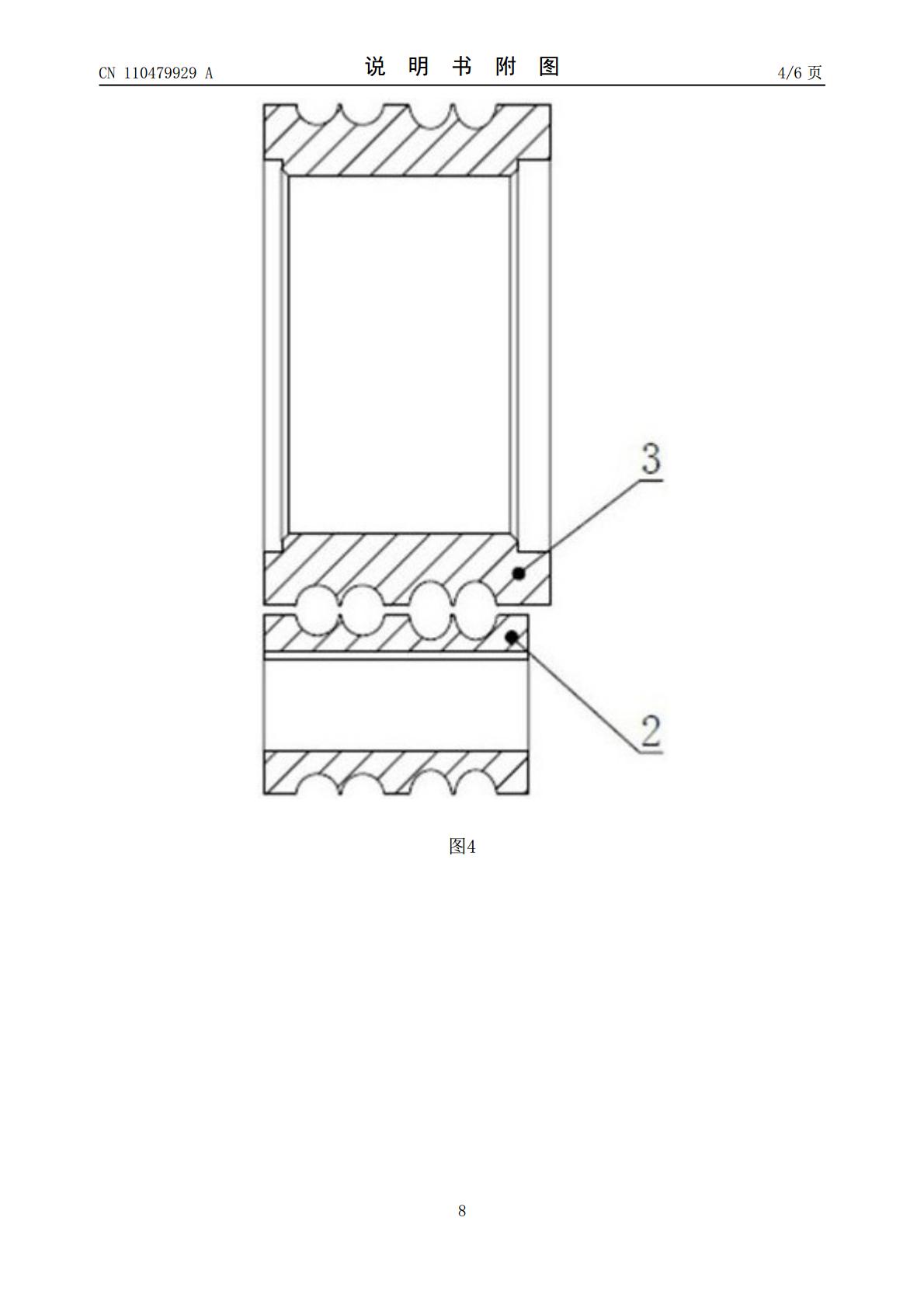
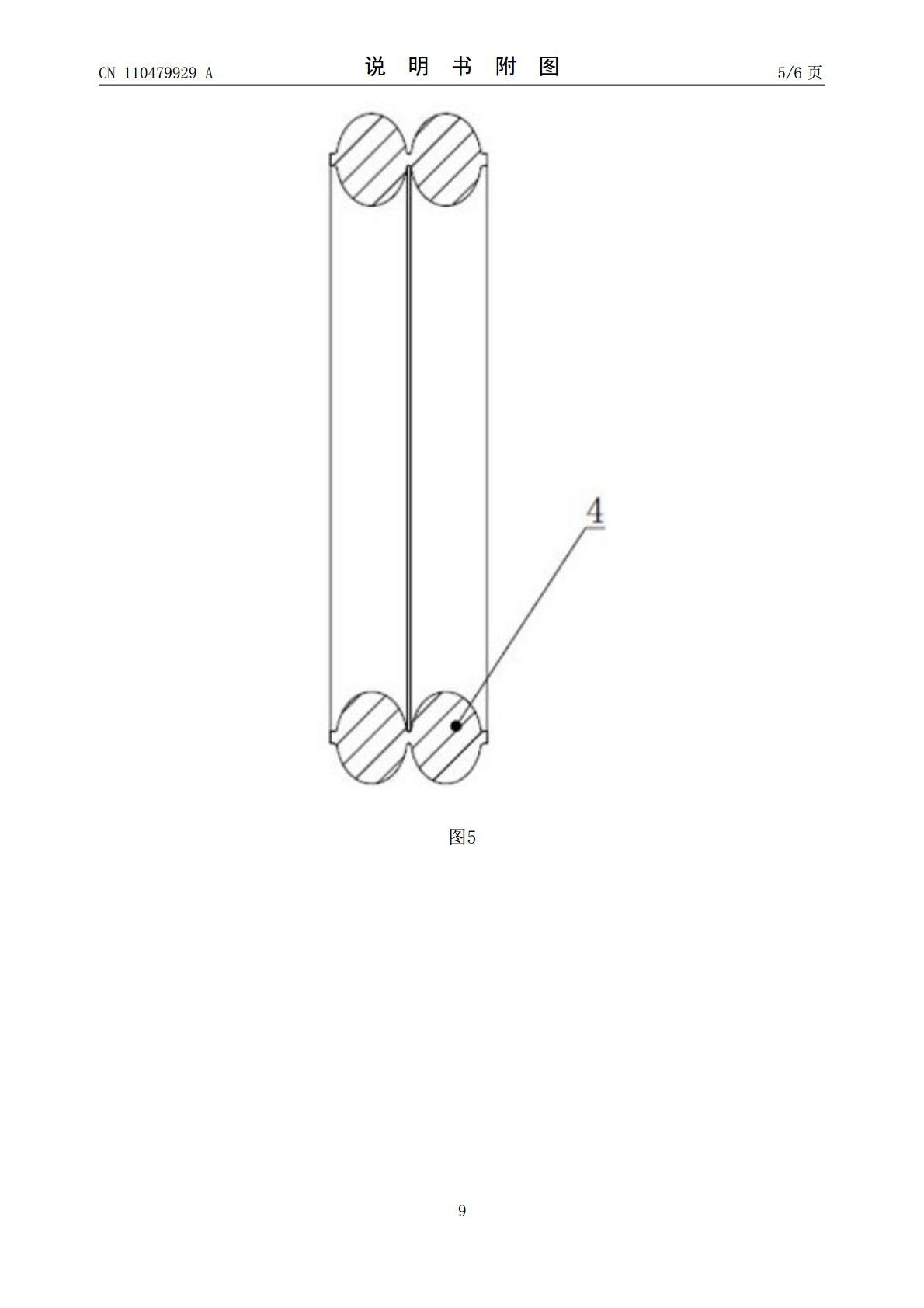
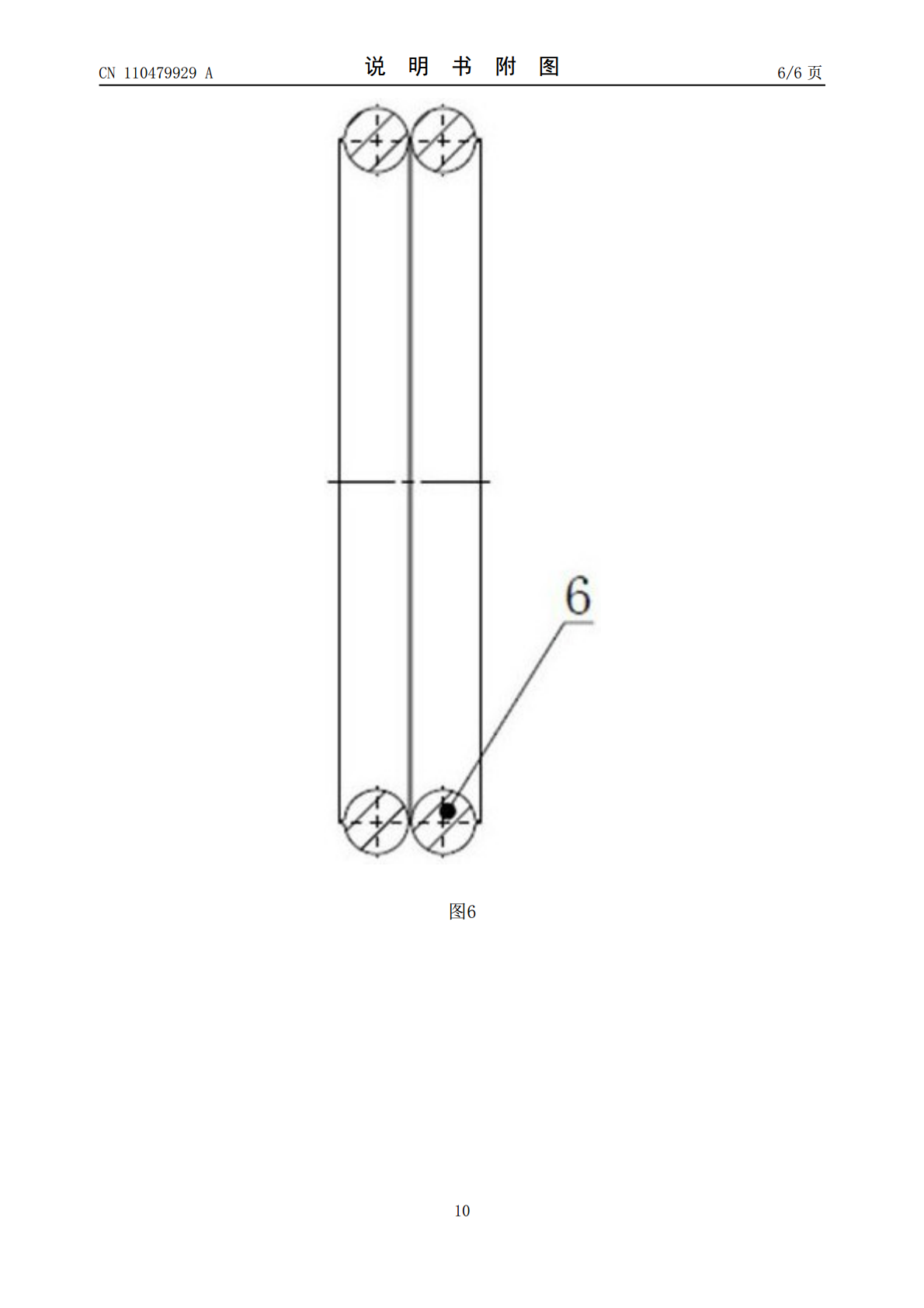
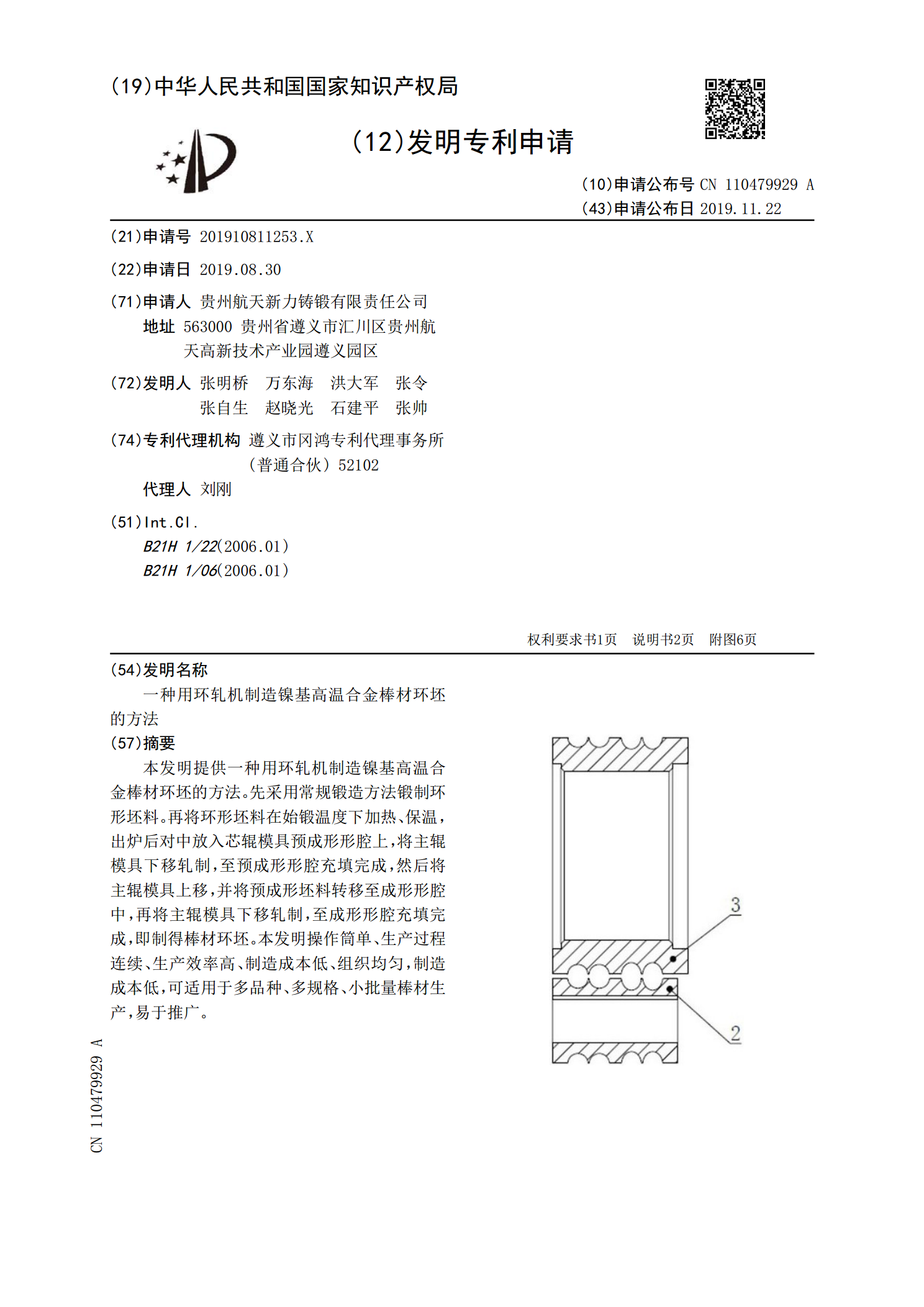
本发明提供一种用环轧机制造镍基高温合金棒材环坯的方法。先采用常规锻造方法锻制环形坯料。再将环形坯料在始锻温度下加热、保温,出炉后对中放入芯辊模具预成形形腔上,将主辊模具下移轧制,至预成形形腔充填完成,然后将主辊模具上移,并将预成形坯料转移至成形形腔中,再将主辊模具下移轧制,至成形形腔充填完成,即制得棒材环坯。本发明操作筒单、生产过程连续、生产效率高、制造成本低、组织均匀,制造成本低,可适用于多品种、多规格、小批量棒材生产,易于推广。
一种镍基高温合金实心棒坯的二辊斜轧穿孔方法.pdf
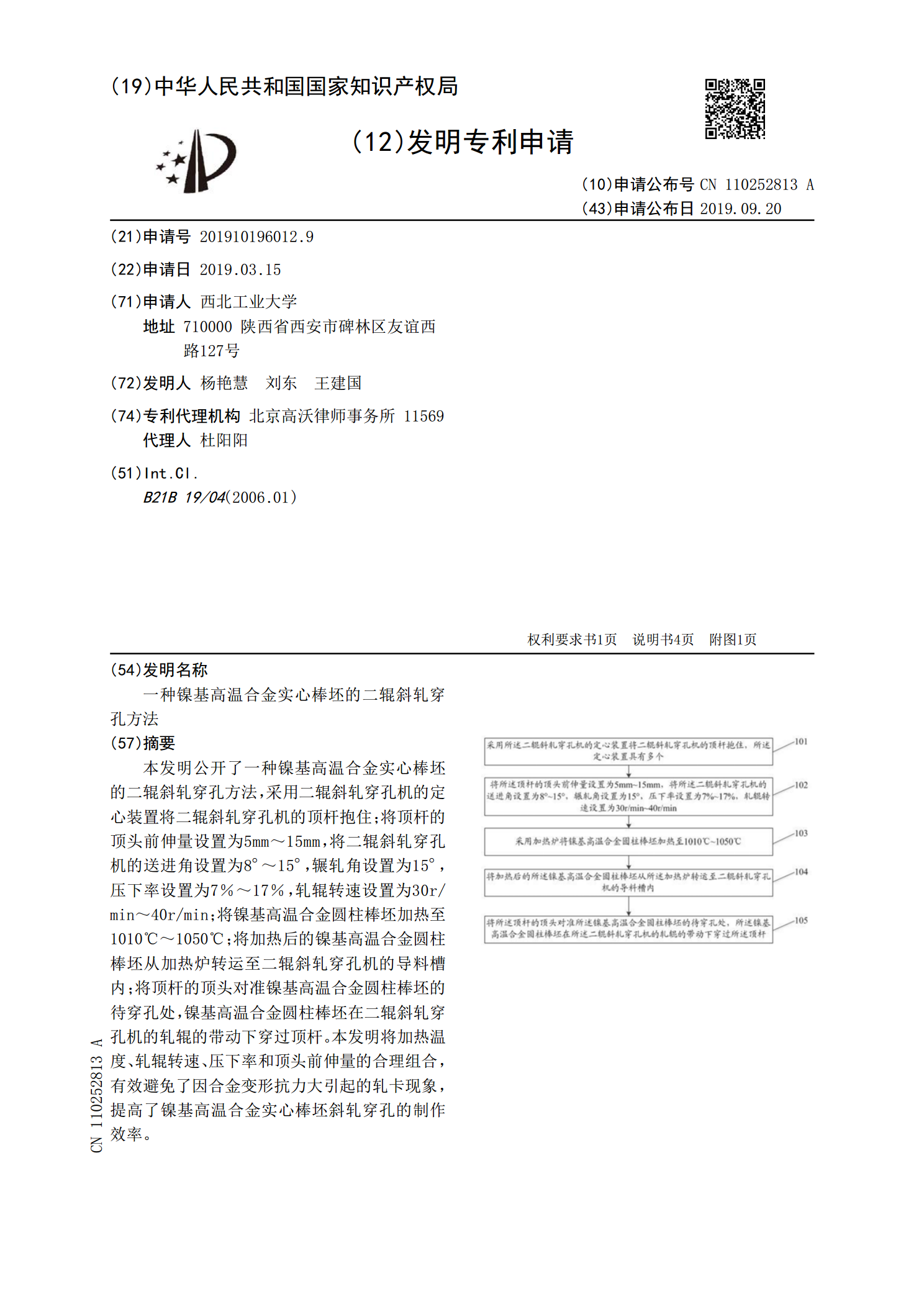
本发明公开了一种镍基高温合金实心棒坯的二辊斜轧穿孔方法,采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住;将顶杆的顶头前伸量设置为5mm~15mm,将二辊斜轧穿孔机的送进角设置为8°~15°,辗轧角设置为15°,压下率设置为7%~17%,轧辊转速设置为30r/min~40r/min;将镍基高温合金圆柱棒坯加热至1010℃~1050℃;将加热后的镍基高温合金圆柱棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;将顶杆的顶头对准镍基高温合金圆柱棒坯的待穿孔处,镍基高温合金圆柱棒坯在二辊斜轧穿孔机的轧辊的带动下
一种镍基高温合金带材精炼方法.pdf
本发明公开了一种镍基高温合金带材精炼方法,首先对经过真空感应炉冶炼后的合金材料进行电渣精炼并产出钢锭,再对钢锭进行取样并进行化学分析判断是否合格,接着对合格的钢锭进行锻造作业并产出扁坯,再对扁坯进行热轧和冷轧处理并得到成品合金带材产品,随后对成品合金带材产品进行检测,完成了镍基高温合金带材的精炼;本发明实现了在整个镍基高温合金的生产过程过程中电渣精炼、化学分析、锻造、热轧、冷轧和成品检测工序中的合理性和精确性,保障了成品镍基高温合金的产品品质,提高了镍基高温合金的纯净度和组织均匀性,并改善钢锭的表面和内在
一种增材制造单晶镍基高温合金的热处理方法.pdf
本发明涉及一种增材制造单晶镍基高温合金的热处理方法,包括:执行将待处理的增材制造单晶镍基高温合金在热处理炉中进行固溶热处理、时效热处理和冷却步骤,并对处理后的增材制造单晶镍基高温合金进行切片制样,结合微观组织表征和晶体取向分析,根据γ′相尺寸和热影响区与外延生长区内是否出现再结晶判断热处理方法效果。本发明通过向增材修复单晶镍基高温合金输入适当热能使γ′相溶解、重新析出、并且在随后的时效过程中长大,从而获得尺寸分布均匀且形状规则的γ′相,达到改善合金组织,优化合金性能的目的。
一种钛合金与镍基高温合金激光增材连接的制造方法.pdf
一种钛合金与镍基高温合金激光增材连接的制造方法,该方法步骤如下:(一)、将钛合金和高温合金的待连接工件通过机械加工方式制备45度坡口,对坡口清洗,然后再用无水丙酮进行清洗,使坡口表面无油污和其他杂质;(二)、通过激光增材制造方法在钛合金坡口表面上成形0.5~1mm厚的Nb,然后在Nb上成形0.5~1mm厚的Cu,将Nb/Cu作为连接过渡层;(三)、将钛合金和镍基高温合金待连接工件安装在激光增材连接工装夹具上,用镍基高温合金粉末进行激光增材连接;(四)、采用真空热处理炉进行整体去应力退火处理。在激光增材连接