
在带钢表面静电涂装粉末后的快速固化方法及其装置.pdf

一吃****书竹

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
在带钢表面静电涂装粉末后的快速固化方法及其装置.pdf
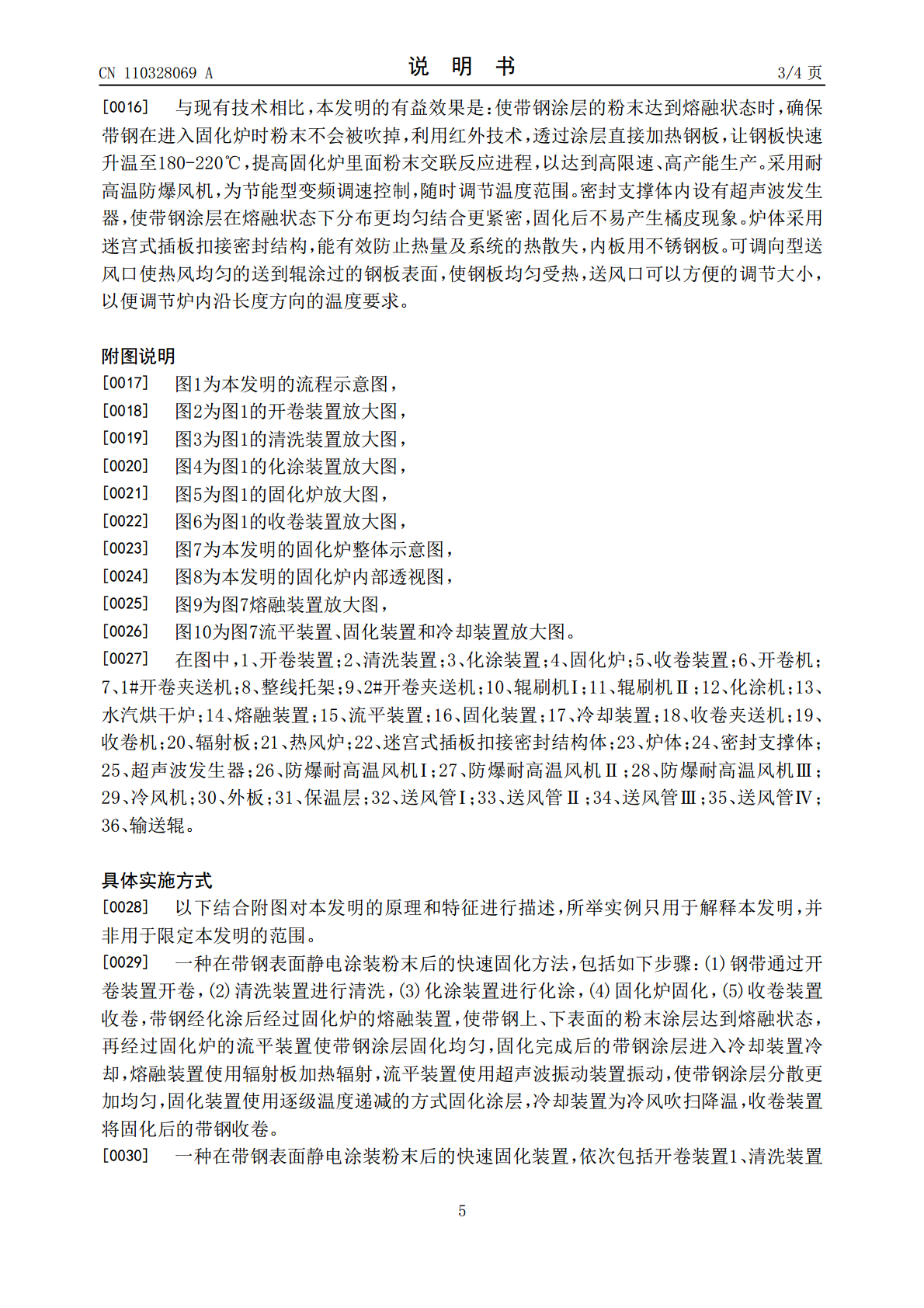
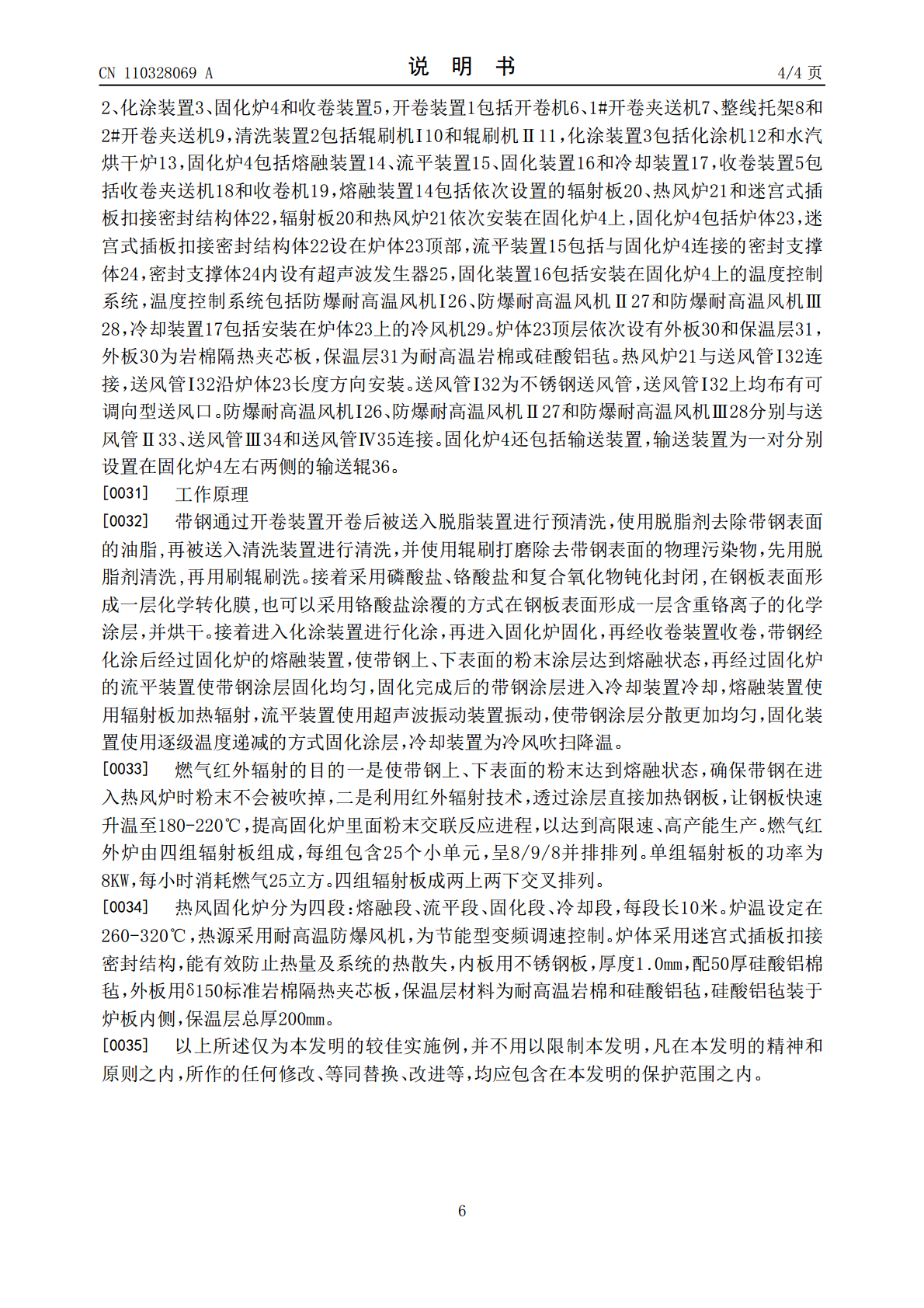
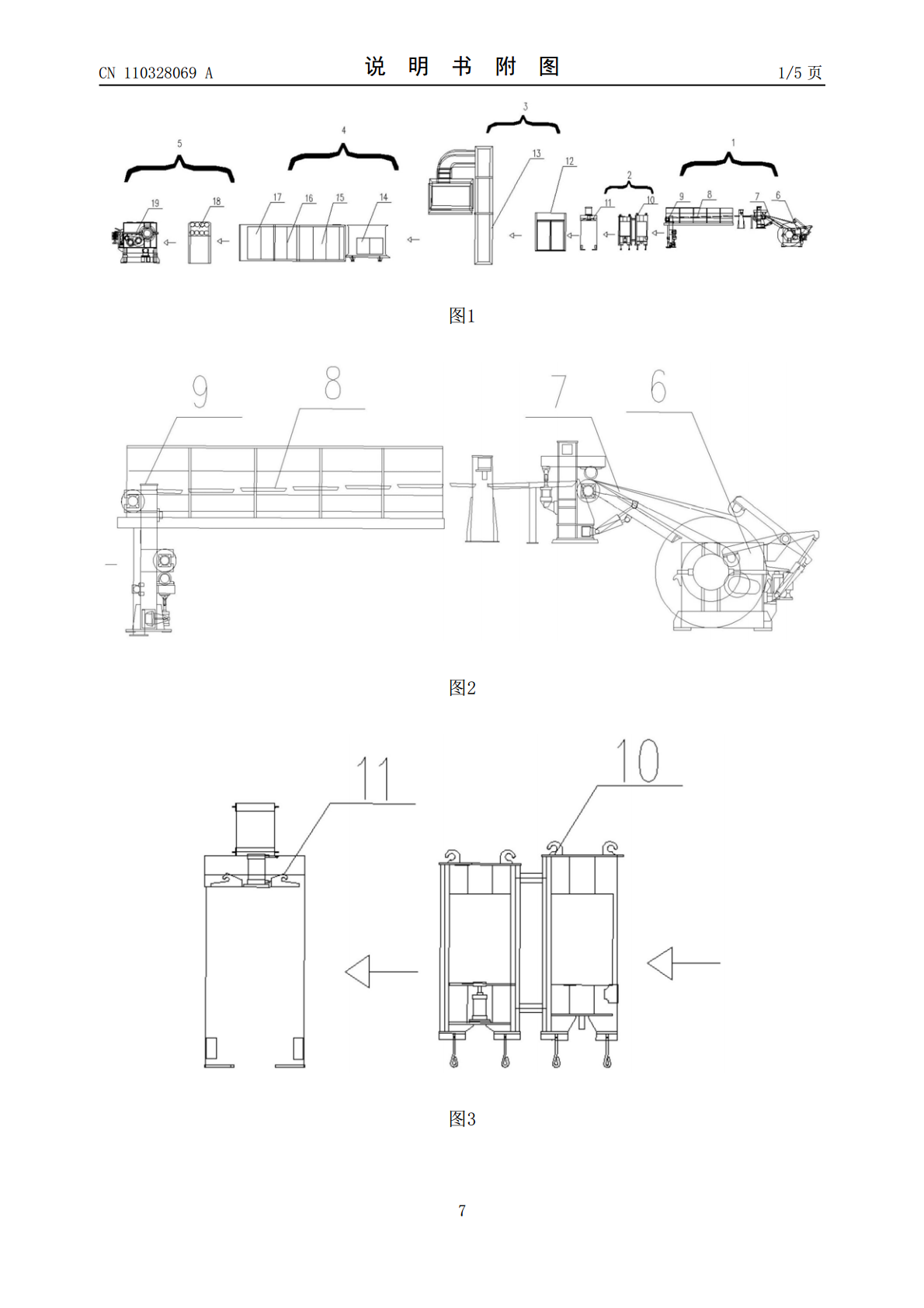
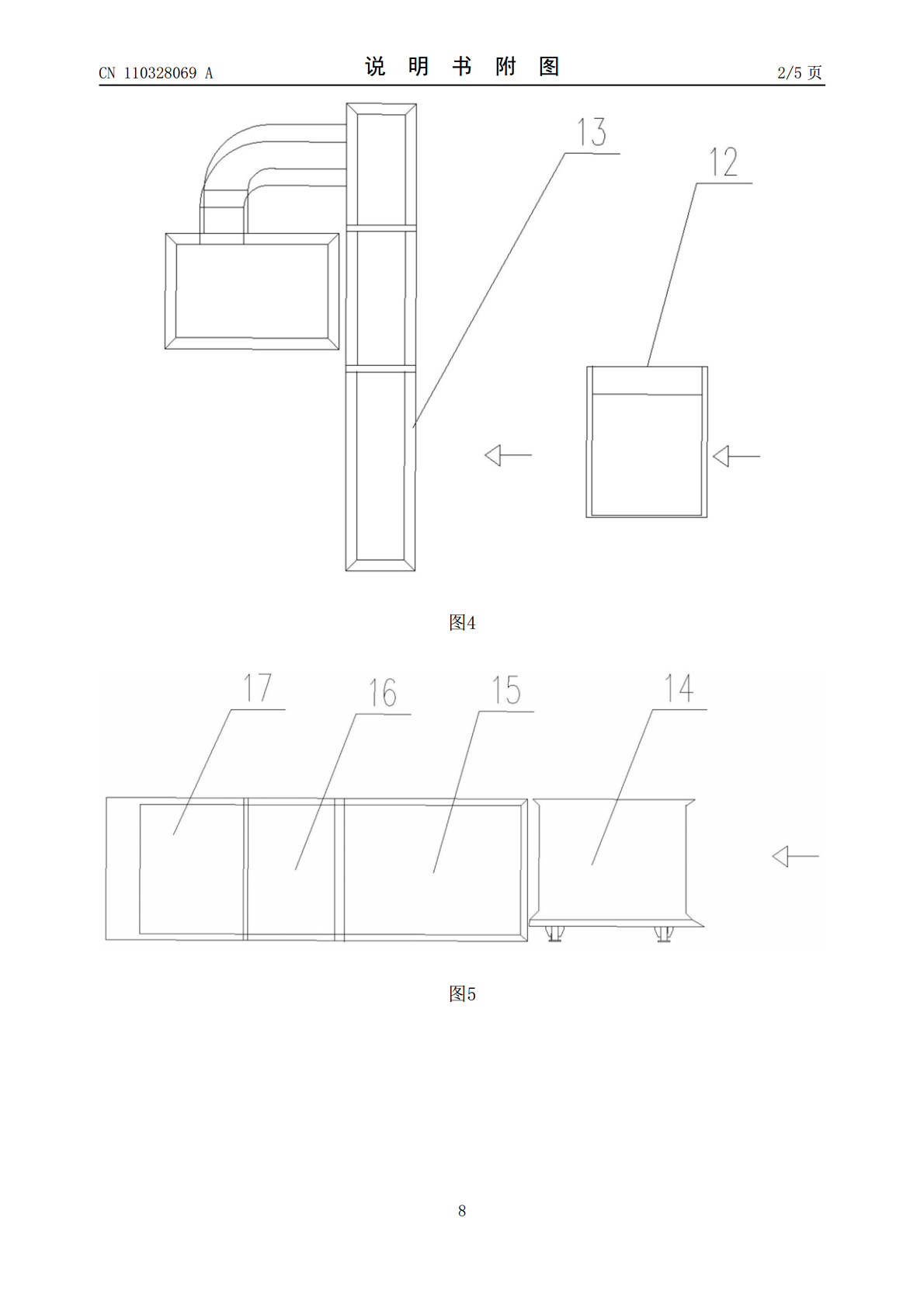
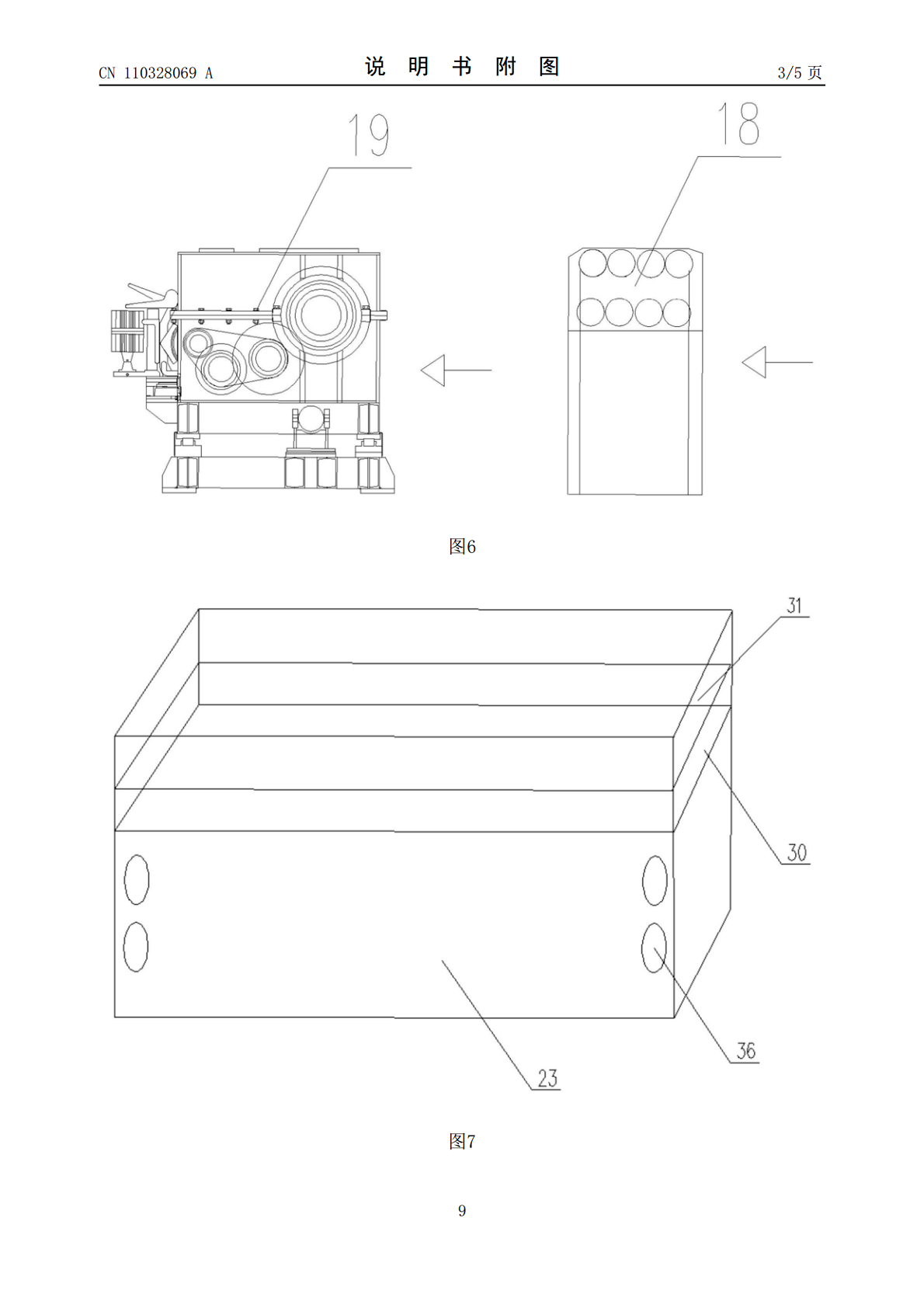
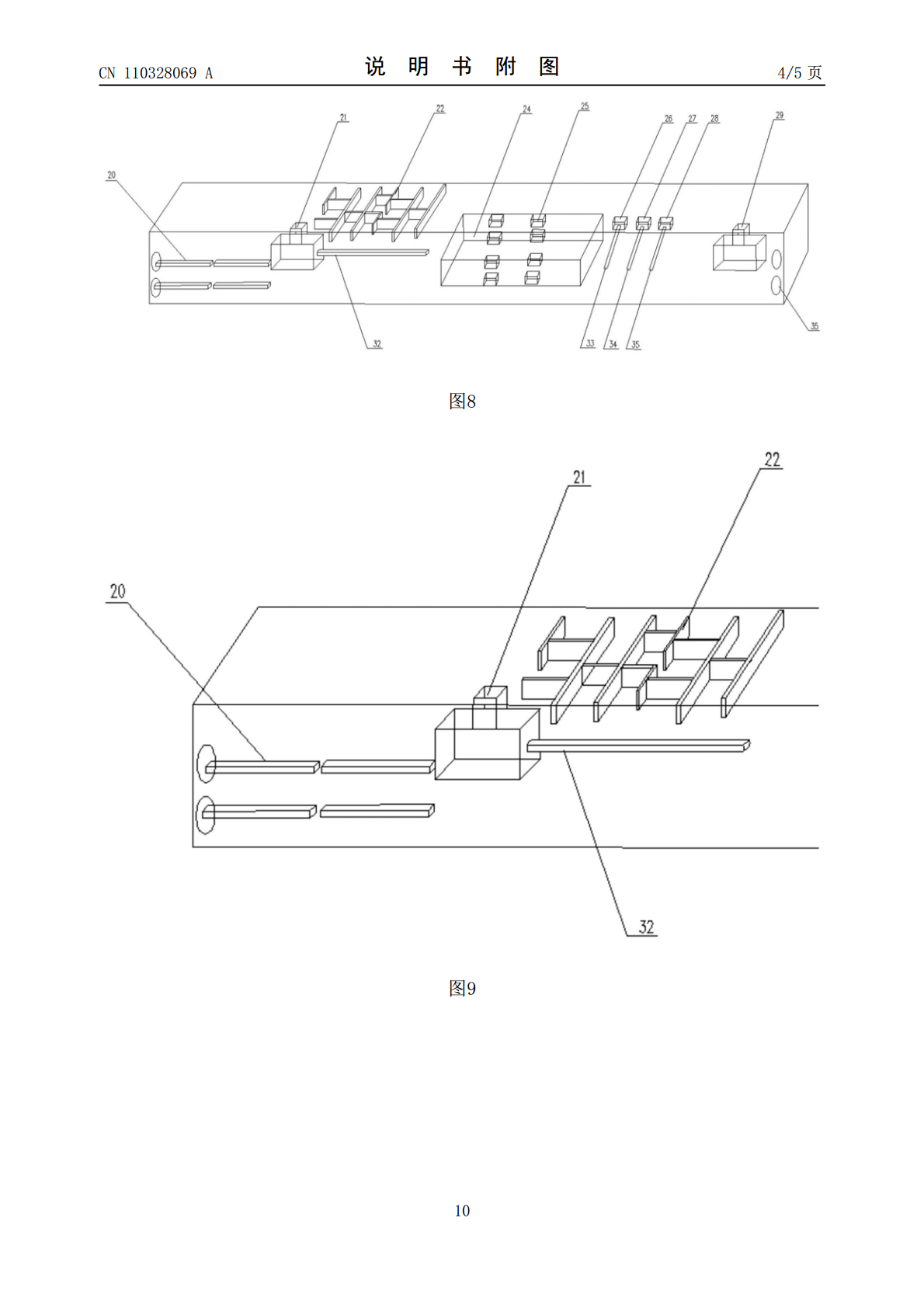
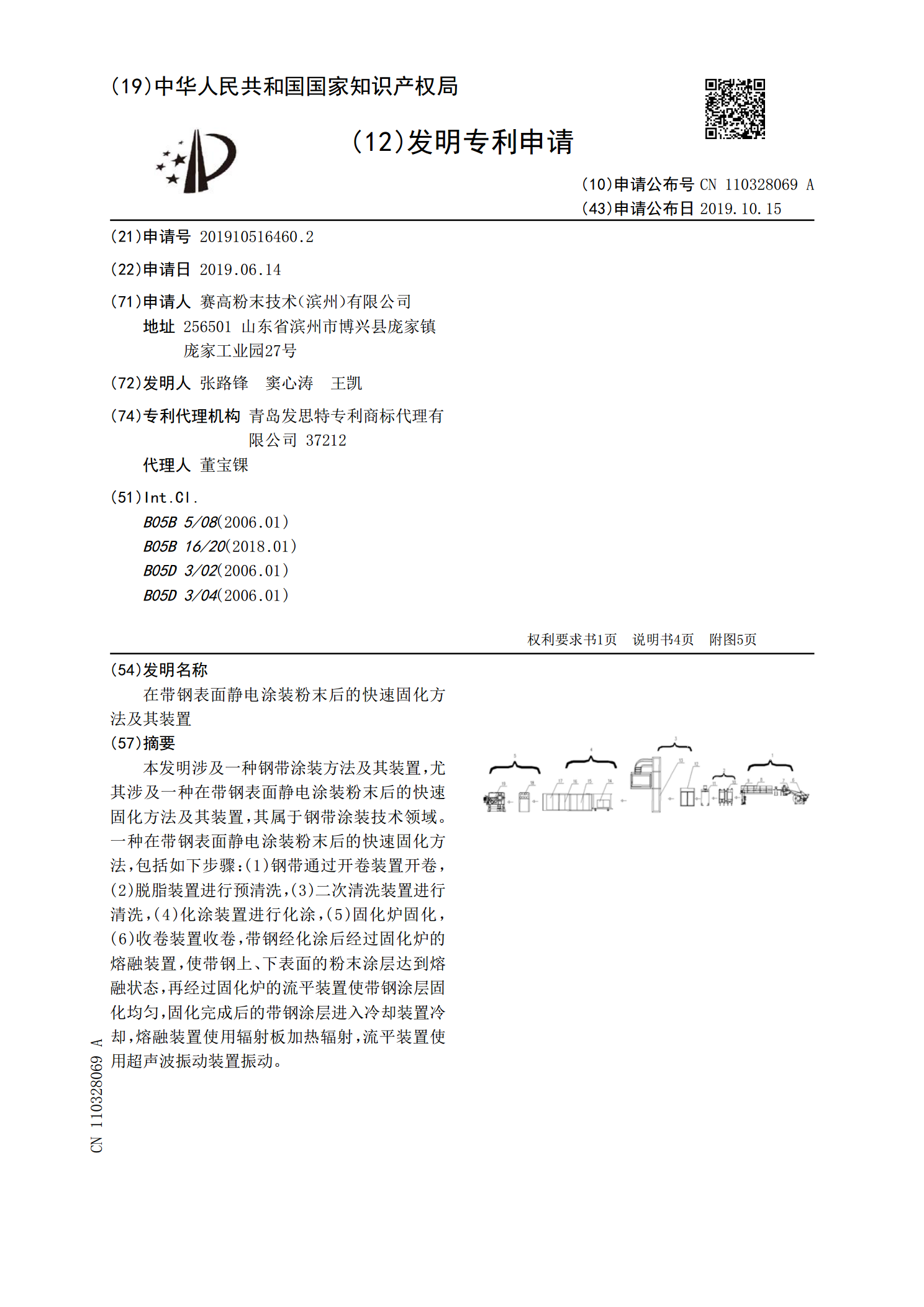
本发明涉及一种钢带涂装方法及其装置,尤其涉及一种在带钢表面静电涂装粉末后的快速固化方法及其装置,其属于钢带涂装技术领域。一种在带钢表面静电涂装粉末后的快速固化方法,包括如下步骤:(1)钢带通过开卷装置开卷,(2)脱脂装置进行预清洗,(3)二次清洗装置进行清洗,(4)化涂装置进行化涂,(5)固化炉固化,(6)收卷装置收卷,带钢经化涂后经过固化炉的熔融装置,使带钢上、下表面的粉末涂层达到熔融状态,再经过固化炉的流平装置使带钢涂层固化均匀,固化完成后的带钢涂层进入冷却装置冷却,熔融装置使用辐射板加热辐射,流平装

粉体表面平坦化方法和粉体树脂涂装装置.pdf
本发明提供粉体表面平坦化方法和粉体树脂涂装装置,提供一种无论粉体树脂的平均粒径如何变化均能够使粉体表面保持平坦的粉体树脂涂装方法和粉体树脂涂装装置。粉体树脂涂装装置(1)具备贮留粉体树脂的粉体流动槽(2)、与粉体流动槽(2)连接的振动机构(5)、以及控制振动机构(5)的频率的控制装置(8)。控制装置(8)具备推定贮留在粉体流动槽(2)内的粉体树脂的平均粒径的平均粒径推定部(82)、基于由平均粒径推定部(82)推定的平均粒径来决定使粉体表面平坦化的最佳频率的最佳频率决定部(83)、以及使振动机构(5)以所决
粉体涂装装置及粉体涂装方法.pdf
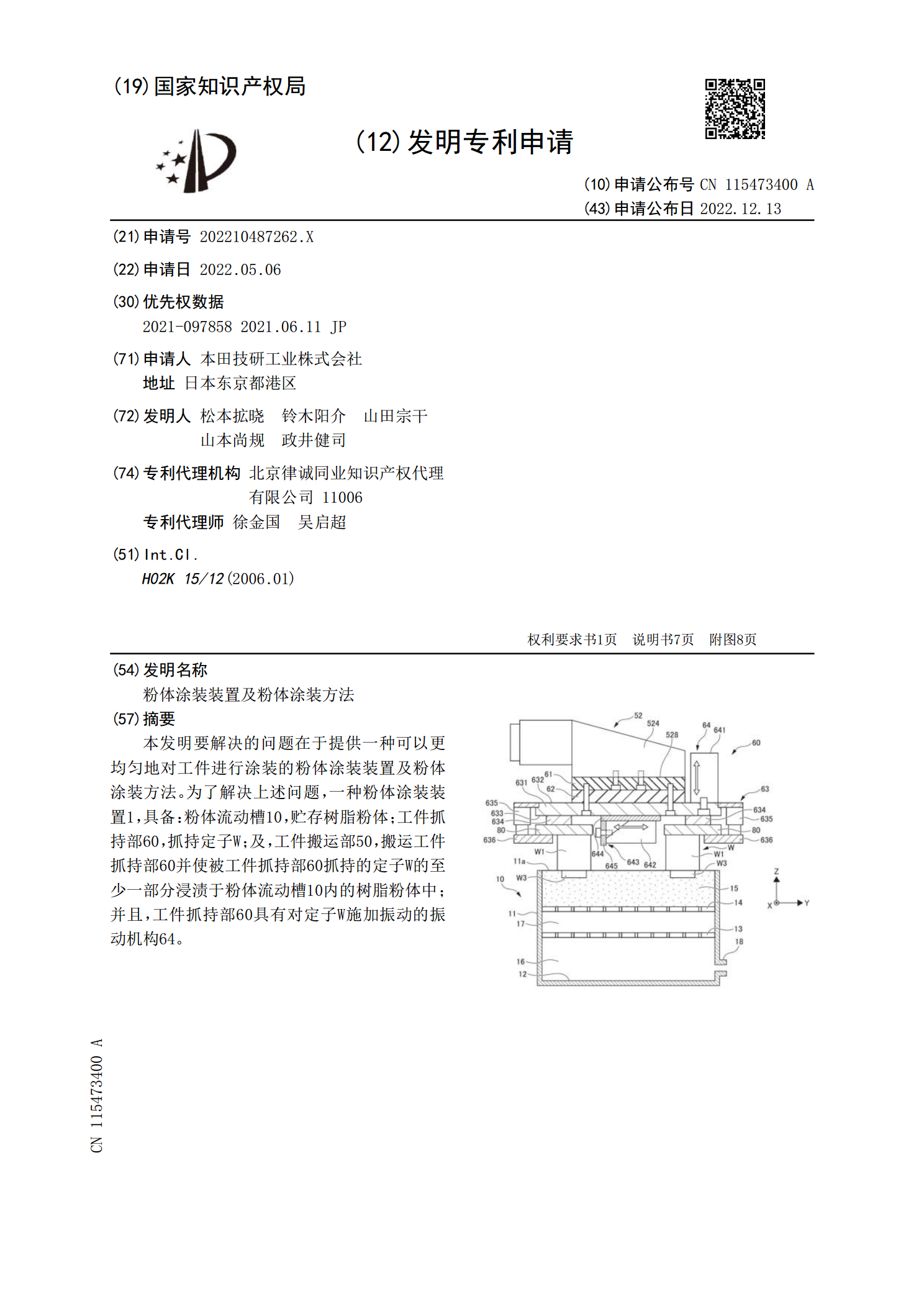
本发明要解决的问题在于提供一种可以更均匀地对工件进行涂装的粉体涂装装置及粉体涂装方法。为了解决上述问题,一种粉体涂装装置1,具备:粉体流动槽10,贮存树脂粉体;工件抓持部60,抓持定子W;及,工件搬运部50,搬运工件抓持部60并使被工件抓持部60抓持的定子W的至少一部分浸渍于粉体流动槽10内的树脂粉体中;并且,工件抓持部60具有对定子W施加振动的振动机构64。
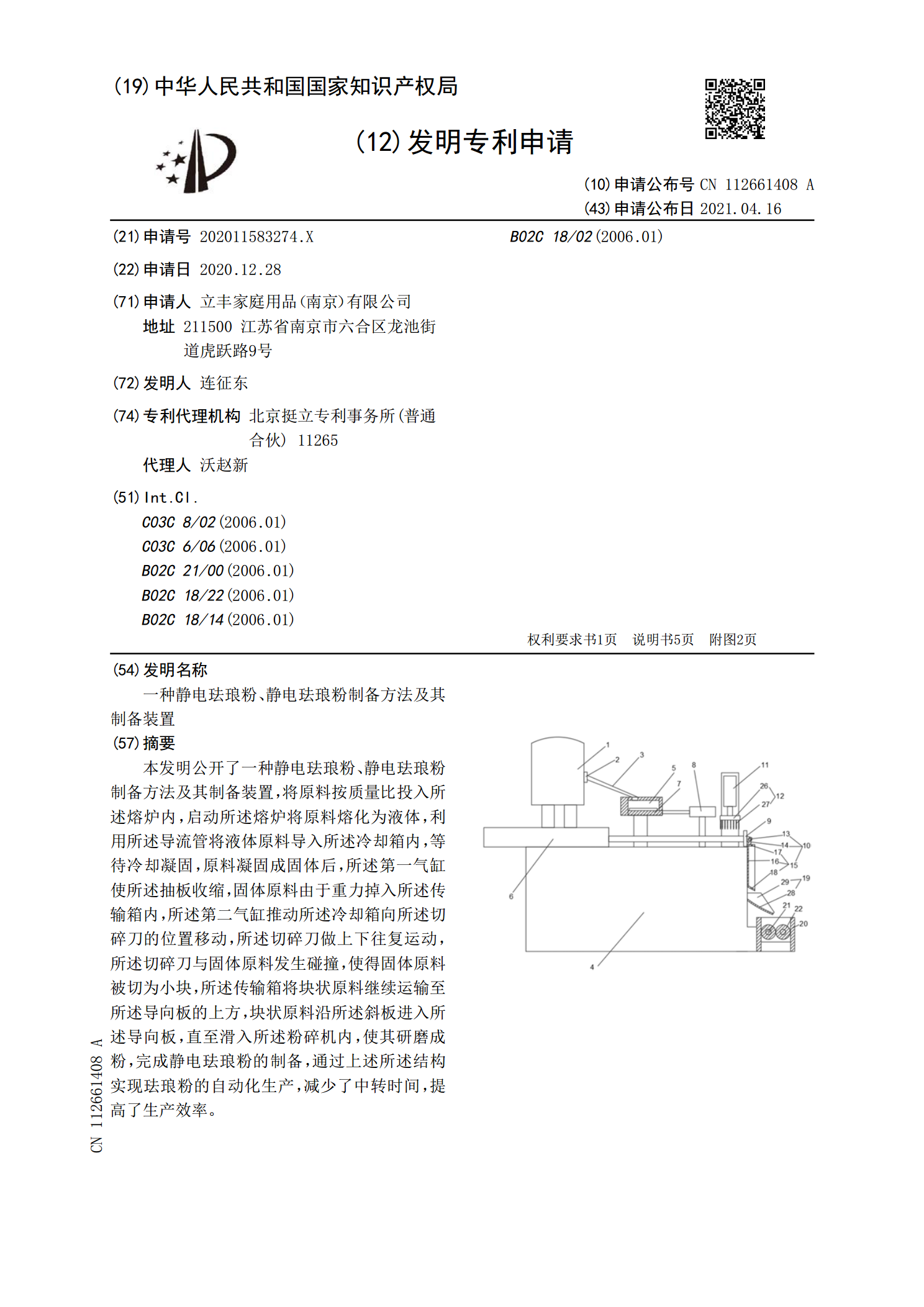
一种静电珐琅粉、静电珐琅粉制备方法及其制备装置.pdf
本发明公开了一种静电珐琅粉、静电珐琅粉制备方法及其制备装置,将原料按质量比投入所述熔炉内,启动所述熔炉将原料熔化为液体,利用所述导流管将液体原料导入所述冷却箱内,等待冷却凝固,原料凝固成固体后,所述第一气缸使所述抽板收缩,固体原料由于重力掉入所述传输箱内,所述第二气缸推动所述冷却箱向所述切碎刀的位置移动,所述切碎刀做上下往复运动,所述切碎刀与固体原料发生碰撞,使得固体原料被切为小块,所述传输箱将块状原料继续运输至所述导向板的上方,块状原料沿所述斜板进入所述导向板,直至滑入所述粉碎机内,使其研磨成粉,完成静
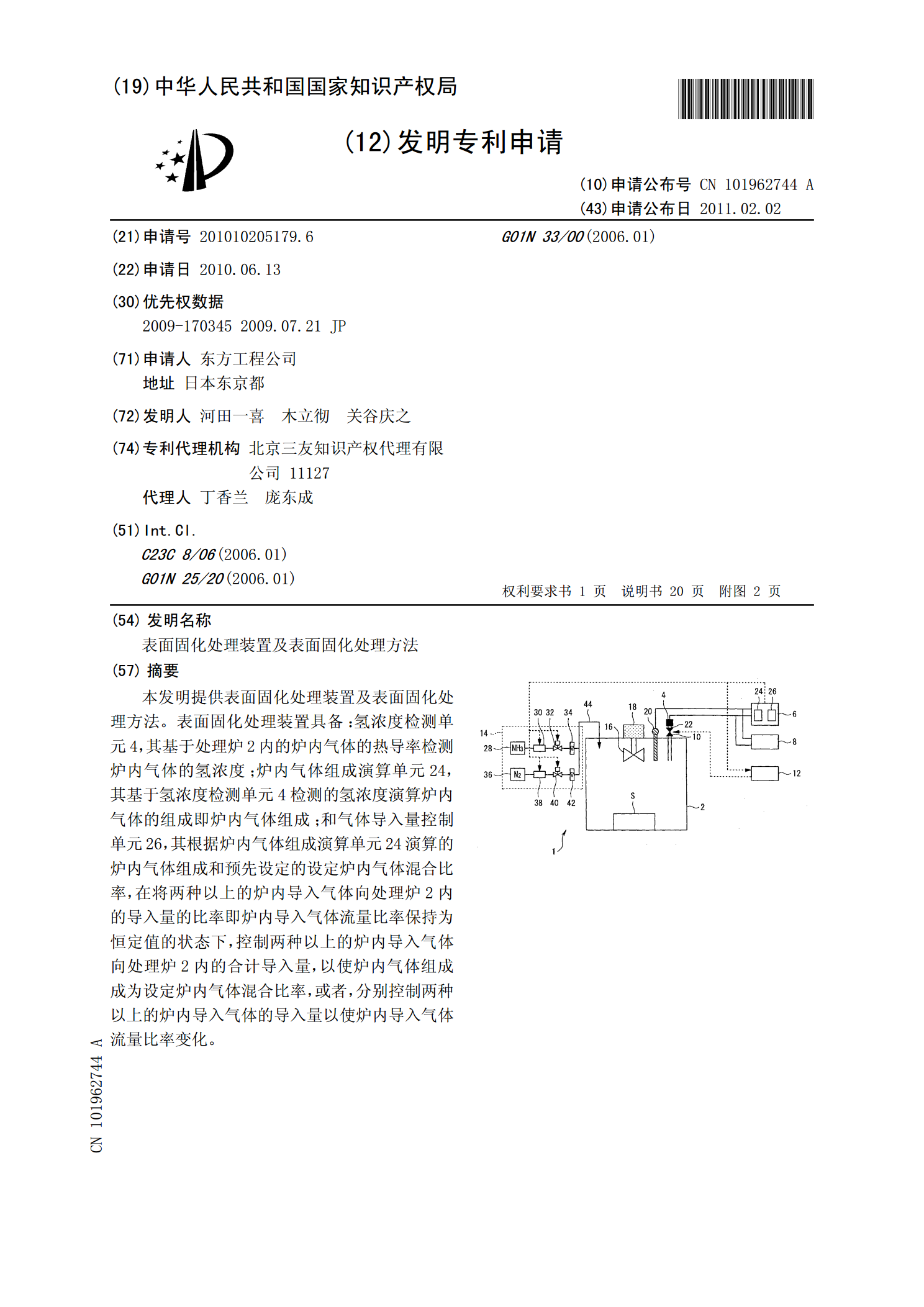
表面固化处理装置及表面固化处理方法.pdf
本发明提供表面固化处理装置及表面固化处理方法。表面固化处理装置具备:氢浓度检测单元4,其基于处理炉2内的炉内气体的热导率检测炉内气体的氢浓度;炉内气体组成演算单元24,其基于氢浓度检测单元4检测的氢浓度演算炉内气体的组成即炉内气体组成;和气体导入量控制单元26,其根据炉内气体组成演算单元24演算的炉内气体组成和预先设定的设定炉内气体混合比率,在将两种以上的炉内导入气体向处理炉2内的导入量的比率即炉内导入气体流量比率保持为恒定值的状态下,控制两种以上的炉内导入气体向处理炉2内的合计导入量,以使炉内气体组成成