
一种汽车后桥半轴锻造成形工艺.pdf

元枫****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车后桥半轴锻造成形工艺.pdf
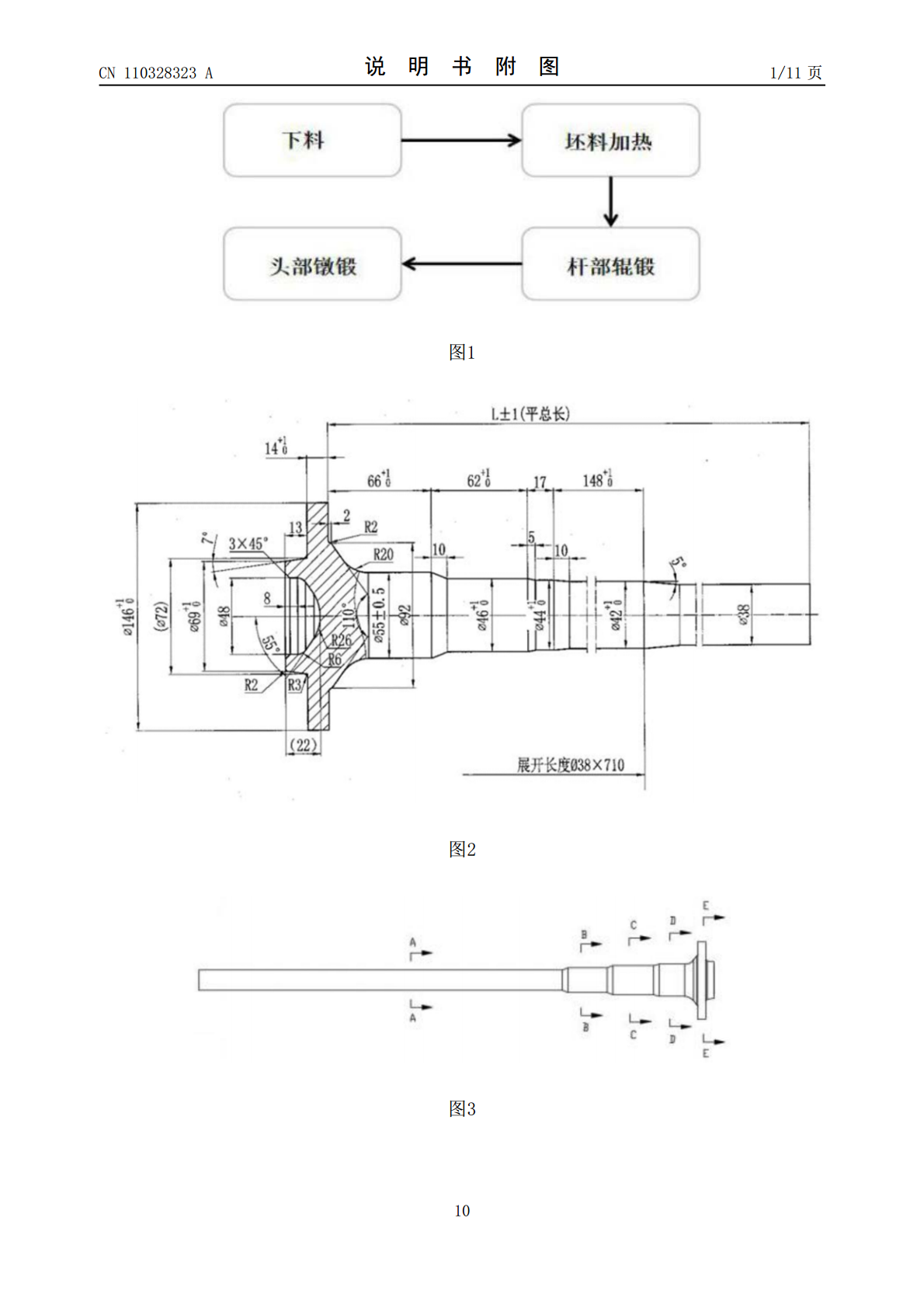
本发明公开一种汽车后桥半轴锻造成形工艺,涉及汽车后桥半轴加工技术领域,包括步骤:(1)下料;选取直径为D、长度为L的圆形棒料;(2)坯料加热;将圆形棒料在中频电感炉中进行加热;(3)后桥半轴杆部辊锻成形;计算辊锻道次n,选择模具型槽系,用机械手夹持住工件分别在各道次辊锻模内进行辊锻;(4)后桥半轴头部镦锻成形;将最后一道次辊锻件平移至镦锻机上,定位夹紧后进行头部一次镦锻,得到后桥半轴的法兰盘部分。本发明提供的汽车后桥半轴锻造成形工艺,生产效率高,产品质量好。

锻造汽车后桥半轴的新工艺.docx
锻造汽车后桥半轴的新工艺标题:锻造汽车后桥半轴的新工艺摘要:随着汽车工业的快速发展,汽车的各个部件也在不断创新和改进。汽车后桥半轴作为车辆传动装置的核心部件之一,其质量和性能对整车的安全性和稳定性具有重要影响。本论文通过综合分析现有工艺的优缺点,并借鉴其他行业的先进技术,提出了一种新的锻造汽车后桥半轴的工艺,旨在提高零部件的强度、耐久性和经济性。一、引言汽车后桥半轴作为汽车动力传递装置的重要组成部分,在高速行驶、长途驾驶和各种复杂路况下承受着巨大的应力和冲击。传统的后桥半轴加工工艺存在一些局限性,如工艺复
汽车半轴的碾压成形工艺.pdf
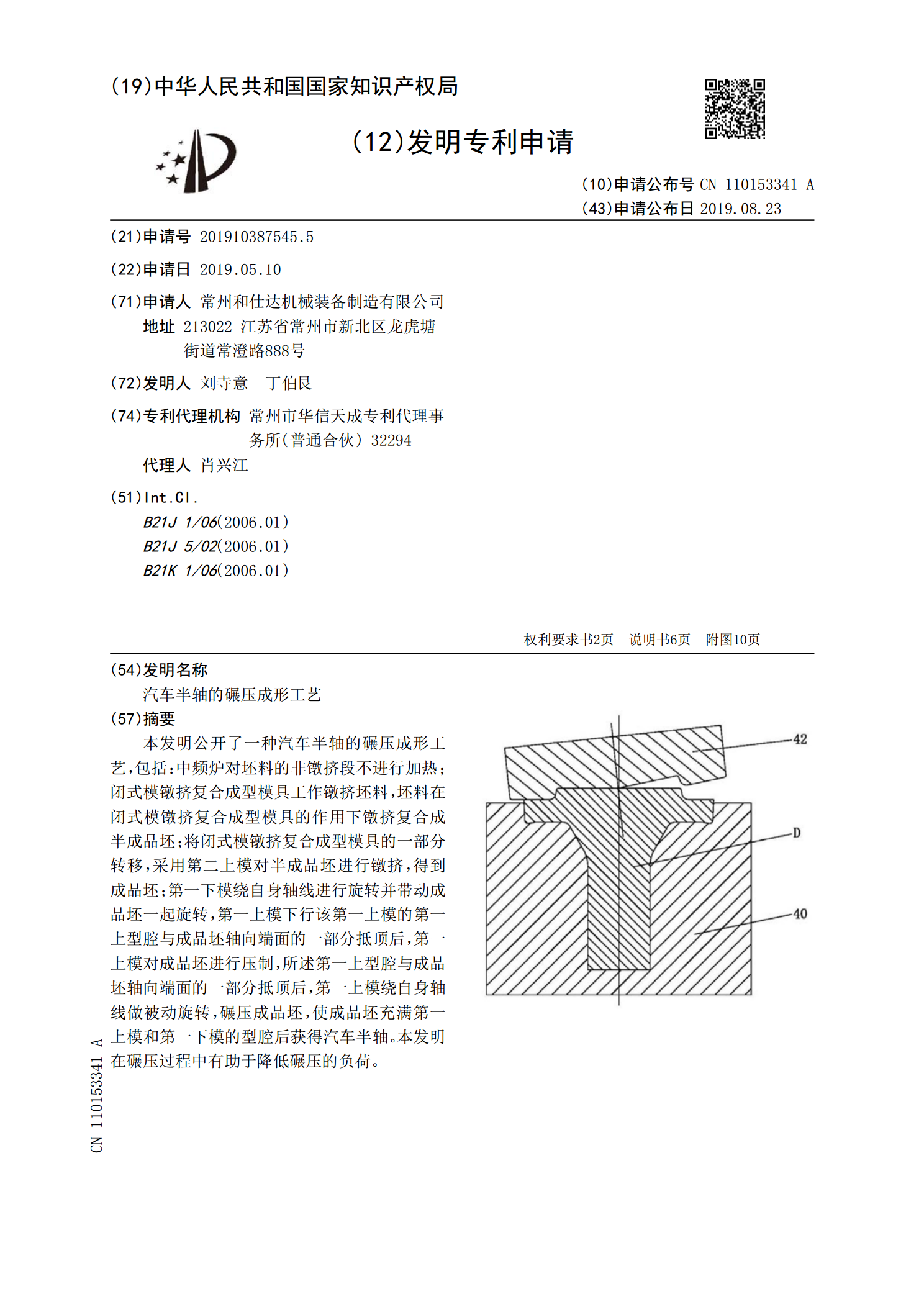
本发明公开了一种汽车半轴的碾压成形工艺,包括:中频炉对坯料的非镦挤段不进行加热;闭式模镦挤复合成型模具工作镦挤坯料,坯料在闭式模镦挤复合成型模具的作用下镦挤复合成半成品坯;将闭式模镦挤复合成型模具的一部分转移,采用第二上模对半成品坯进行镦挤,得到成品坯;第一下模绕自身轴线进行旋转并带动成品坯一起旋转,第一上模下行该第一上模的第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模对成品坯进行压制,所述第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模绕自身轴线做被动旋转,碾压成品坯,使成品坯充满第一上模和第一下

MS后桥半轴顶镦工艺分析及成形过程仿真.pptx
MS后桥半轴顶镦工艺分析及成形过程仿真课题基本内容后桥半轴顶镦工艺分析后桥半轴成形模拟分析后桥半轴成形模拟分析后桥半轴成形模拟分析半轴顶镦工艺的改进半轴顶镦工艺的改进总结项目概述后桥半轴成形模拟分析后桥半轴成形模拟分析后桥半轴成形模拟分析半轴顶镦工艺的改进半轴顶镦工艺的改进谢谢欣赏
一种汽车半轴锻造加热装置.pdf
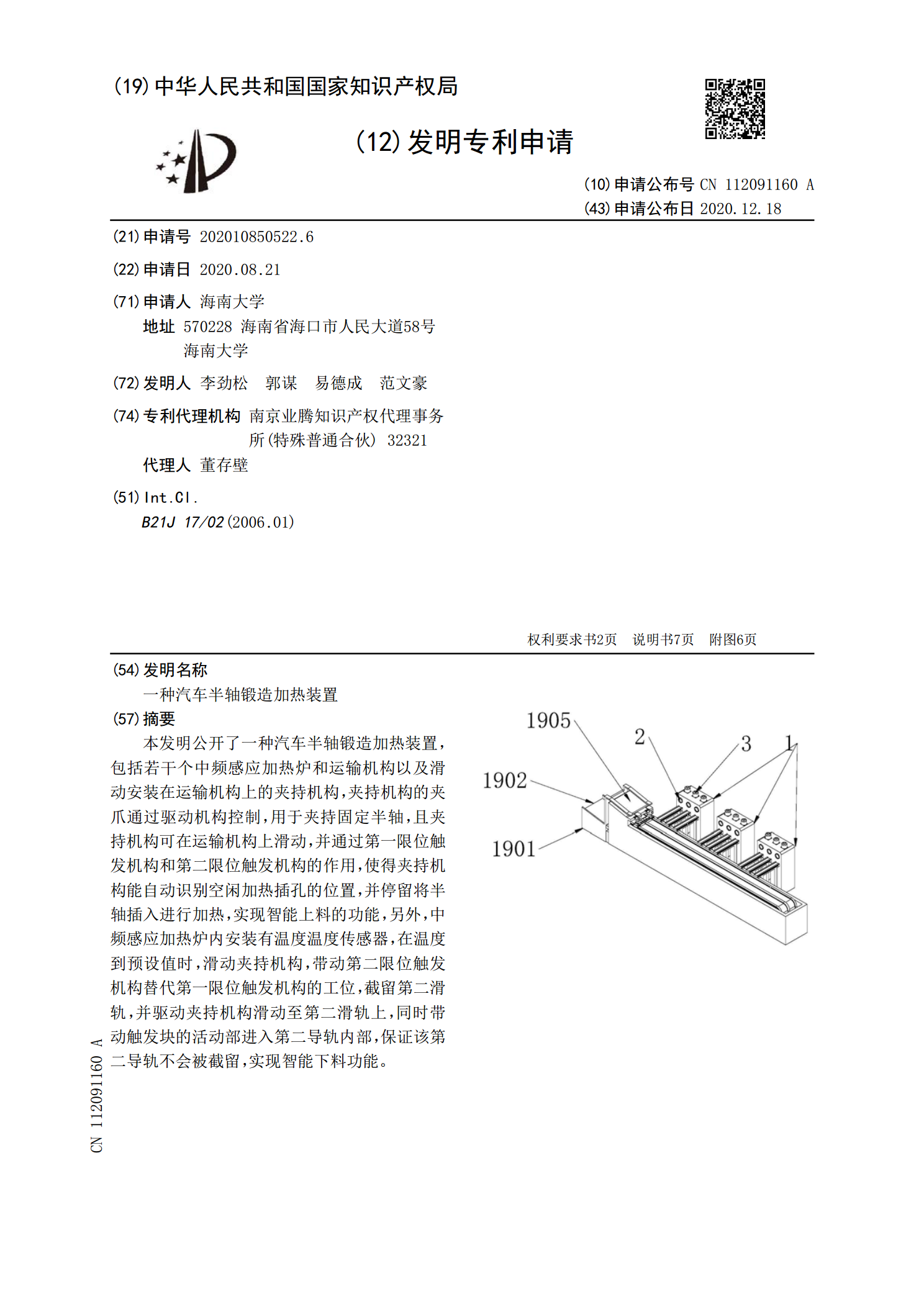
本发明公开了一种汽车半轴锻造加热装置,包括若干个中频感应加热炉和运输机构以及滑动安装在运输机构上的夹持机构,夹持机构的夹爪通过驱动机构控制,用于夹持固定半轴,且夹持机构可在运输机构上滑动,并通过第一限位触发机构和第二限位触发机构的作用,使得夹持机构能自动识别空闲加热插孔的位置,并停留将半轴插入进行加热,实现智能上料的功能,另外,中频感应加热炉内安装有温度温度传感器,在温度到预设值时,滑动夹持机构,带动第二限位触发机构替代第一限位触发机构的工位,截留第二滑轨,并驱动夹持机构滑动至第二滑轨上,同时带动触发块的