
一种20MnTiB紧固件的热处理方法.pdf

是雁****找我

1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种20MnTiB紧固件的热处理方法.pdf
本发明涉及一种20MnTiB紧固件的热处理方法,它包括以下步骤:(a)升温:将紧固件装炉后升温至900~950℃;(b)渗碳:使紧固件在渗碳介质中进行保温渗碳;(c)降温:将渗碳后的紧固件降温至800~850℃,保温;经油冷冷却至60~90℃,保温;(d)回火:将紧固件以5~10℃/min的速度升温至140~160℃进行回火处理,空冷至室温即可。通过对紧固件依次进行升温热处理、渗碳、降温保温和回火工艺处理,能够在保证B元素含量的基础上促使碳原子向合金内层扩散,渗碳效率高且紧固件韧性好。

一种紧固件热处理设备及热处理方法.pdf
本发明提供的一种紧固件热处理设备及热处理方法,所述的紧固件热处理设备,包括:基座,所述基座上设置有加热机构,所述加热机构包括加热炉、用于安装紧固件的转动部、用于驱动所述转动部转动的驱动部和用于调节所述转动部位置的调节部,所述加热炉与所述基座的一端连接。本发明实施例提供的紧固件热处理设备,通过设置加热机构,利用相对设置的加热喷头,可在圆环形的加热腔内喷射火焰,并配合转动部带动紧固件自转,可实现对紧固件各个位置的全面有效的加热处理,针对带有多个通孔的紧固件,通过紧固件加热时的持续自转,可使得通孔位置也能均匀的
一种紧固件热处理系统.pdf
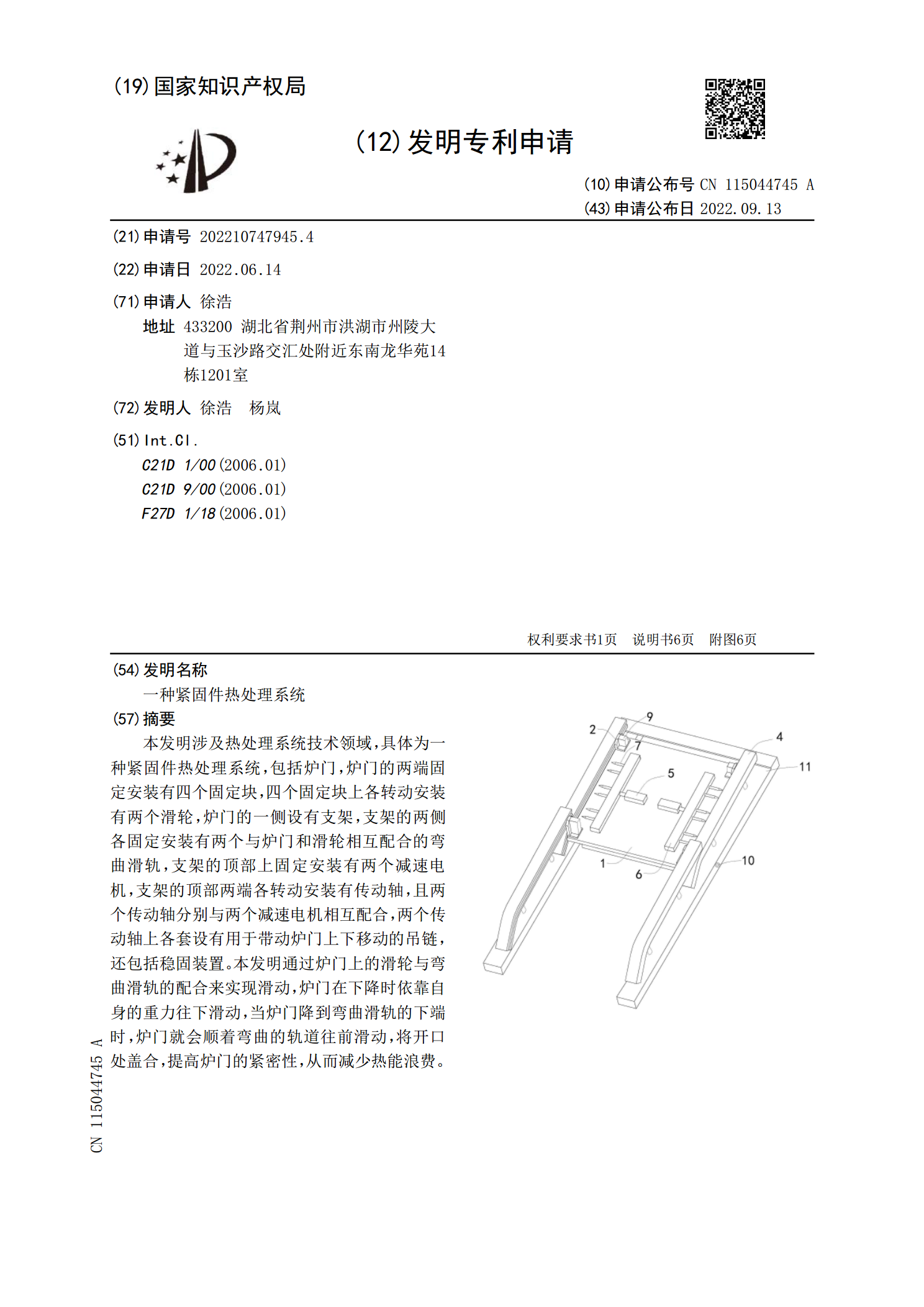
本发明涉及热处理系统技术领域,具体为一种紧固件热处理系统,包括炉门,炉门的两端固定安装有四个固定块,四个固定块上各转动安装有两个滑轮,炉门的一侧设有支架,支架的两侧各固定安装有两个与炉门和滑轮相互配合的弯曲滑轨,支架的顶部上固定安装有两个减速电机,支架的顶部两端各转动安装有传动轴,且两个传动轴分别与两个减速电机相互配合,两个传动轴上各套设有用于带动炉门上下移动的吊链,还包括稳固装置。本发明通过炉门上的滑轮与弯曲滑轨的配合来实现滑动,炉门在下降时依靠自身的重力往下滑动,当炉门降到弯曲滑轨的下端时,炉门就会顺

一种紧固件的热处理设备.pdf
本发明公开了一种紧固件的热处理设备,包括隔热罩,隔热罩的内腔设有炉体,炉体内腔的顶部与底部分别设有第一燃烧室和第二燃烧室,第一燃烧室的底部等距离连接第一燃气喷嘴,第二燃烧室的顶部等距离连接第二燃气喷嘴,炉体内腔的中部设有高温转动辊,高温转动辊的右侧连接联轴器,联轴器的右侧连接电机,炉体的左侧设有炉门,炉体的顶部设有换气口,隔热罩左侧的内腔设有吸气管道,吸气管道的一端连接吸风风机,吸风风机的右侧通过管道连接降温器,降温器的顶部设有排气口,隔热罩右侧的内腔设有入风管道,入风管道的一端连接吹风风机,吹风风机的顶
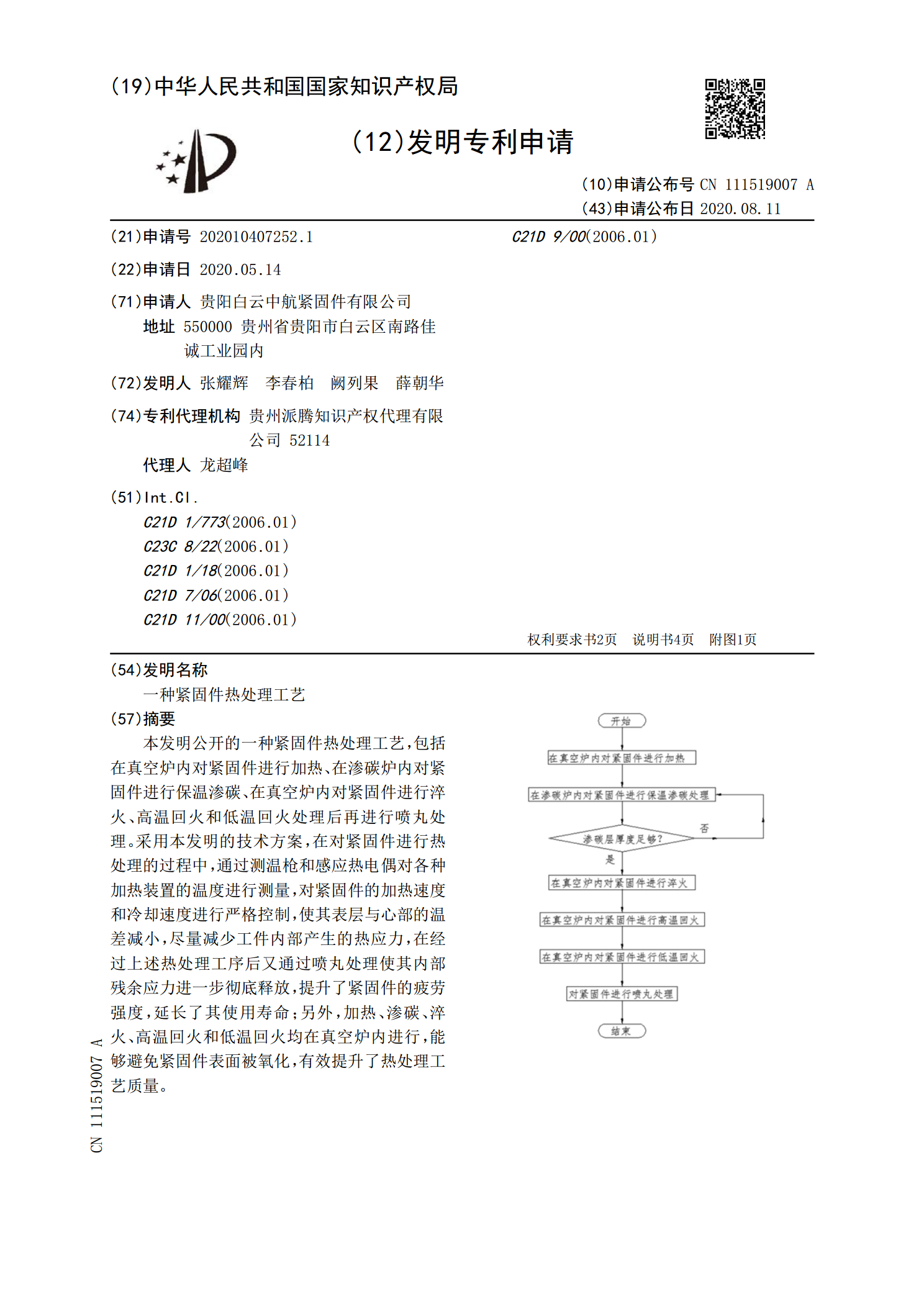
一种紧固件热处理工艺.pdf
本发明公开的一种紧固件热处理工艺,包括在真空炉内对紧固件进行加热、在渗碳炉内对紧固件进行保温渗碳、在真空炉内对紧固件进行淬火、高温回火和低温回火处理后再进行喷丸处理。采用本发明的技术方案,在对紧固件进行热处理的过程中,通过测温枪和感应热电偶对各种加热装置的温度进行测量,对紧固件的加热速度和冷却速度进行严格控制,使其表层与心部的温差减小,尽量减少工件内部产生的热应力,在经过上述热处理工序后又通过喷丸处理使其内部残余应力进一步彻底释放,提升了紧固件的疲劳强度,延长了其使用寿命;另外,加热、渗碳、淬火、高温回火