
一种紧固件热处理工艺.pdf

茂学****23


1/8

2/8
3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种紧固件热处理工艺.pdf
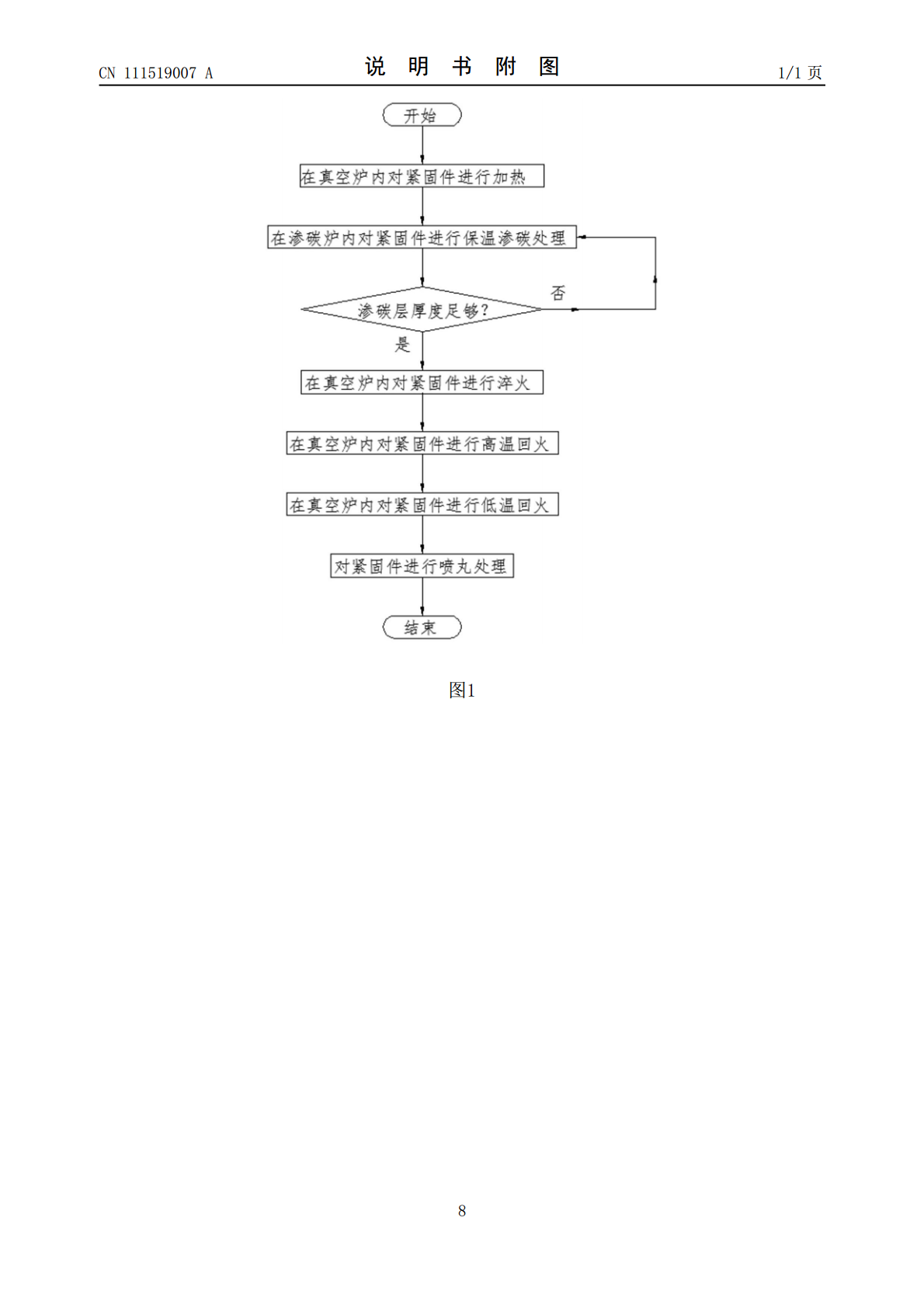
本发明公开的一种紧固件热处理工艺,包括在真空炉内对紧固件进行加热、在渗碳炉内对紧固件进行保温渗碳、在真空炉内对紧固件进行淬火、高温回火和低温回火处理后再进行喷丸处理。采用本发明的技术方案,在对紧固件进行热处理的过程中,通过测温枪和感应热电偶对各种加热装置的温度进行测量,对紧固件的加热速度和冷却速度进行严格控制,使其表层与心部的温差减小,尽量减少工件内部产生的热应力,在经过上述热处理工序后又通过喷丸处理使其内部残余应力进一步彻底释放,提升了紧固件的疲劳强度,延长了其使用寿命;另外,加热、渗碳、淬火、高温回火

一种汽车紧固件的热处理工艺.pdf
本发明公开了一种汽车紧固件的热处理工艺,涉及紧固件热处理技术领域。汽车紧固件的热处理工艺包括以下生产步骤:S1,汽车紧固件除杂、S2,加热处理、S3,渗碳加热、S4,高温淬火、S5,低温淬火、S6,喷丸强化,S1中的盐酸的浓度为0.6~0.9mol/L,S3中向渗碳炉中通入保护气体,保护气体的主要成分为80%的氩气和20%的氙气。该汽车紧固件的热处理工艺通过对紧固件进行汽车紧固件除杂、加热处理、渗碳加热、高温淬火、低温淬火和喷丸强化,能够生产出高效稳定的汽车紧固件,生产出来的汽车紧固件在使用时能够经得起风
一种高强度紧固件热处理工艺.pdf
本发明公开了一种高强度紧固件热处理工艺,包括一下步骤将加工成型后的紧固件先通过80‑100℃的水进行水浴;将紧固件热风烘干;将烘干后的紧固件移入加热炉内加热至400‑450℃后保温15‑20分钟,然后继续升温550‑600℃,保温45‑50分钟;将紧固件移出加热炉在空气中自然冷却至120~140℃;紧固件加热至820‑860℃,保温25‑30min;在温度升至650℃时开始向加热炉内通入甲醇,通入量为25‑35ml/min;经过加热后的紧固件进行预冷降温至760~780℃,再进行水冷,水冷温度控制在70‑

紧固件的热处理工艺设计.doc
设计性综合实验论文题目:紧固件热处理工艺设计作者:杨鹏毛婷婷2011年11月紧固件热处理工艺设计摘要紧固件是指:将两个或两个以上的零件紧固连接成为一个整体是所采用的一类机械的总称。主要包括螺栓、螺柱、螺钉、螺母、垫片、销,而本实验以螺栓为研究工件。螺栓在工作中承受载荷情况:受到拉伸力和剪切力的符合作用。其失效形式有:螺栓在剪切面处断裂、螺纹部分断裂以及螺杆和孔壁中的弱者被压溃,故螺栓所要求材料的性能是:应有足够的抗拉强度、屈服强度和疲劳强度以及适当的硬度,以保证在正常工作情况下不遭到破坏。应有良好的塑性和

一种紧固件热处理设备及热处理方法.pdf
本发明提供的一种紧固件热处理设备及热处理方法,所述的紧固件热处理设备,包括:基座,所述基座上设置有加热机构,所述加热机构包括加热炉、用于安装紧固件的转动部、用于驱动所述转动部转动的驱动部和用于调节所述转动部位置的调节部,所述加热炉与所述基座的一端连接。本发明实施例提供的紧固件热处理设备,通过设置加热机构,利用相对设置的加热喷头,可在圆环形的加热腔内喷射火焰,并配合转动部带动紧固件自转,可实现对紧固件各个位置的全面有效的加热处理,针对带有多个通孔的紧固件,通过紧固件加热时的持续自转,可使得通孔位置也能均匀的